TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024173338
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023091693
出願日
2023-06-02
発明の名称
自動ワインダ
出願人
村田機械株式会社
代理人
弁理士法人ATEN
主分類
B65H
67/06 20060101AFI20241205BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】自動ワインダにおいて、複数の巻取ユニットにレイを供給するための供給経路に適切な数のトレイを送り出す。
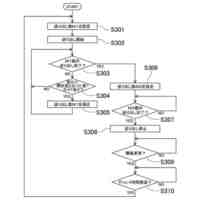
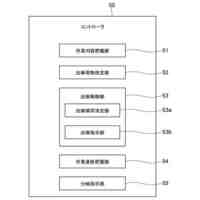
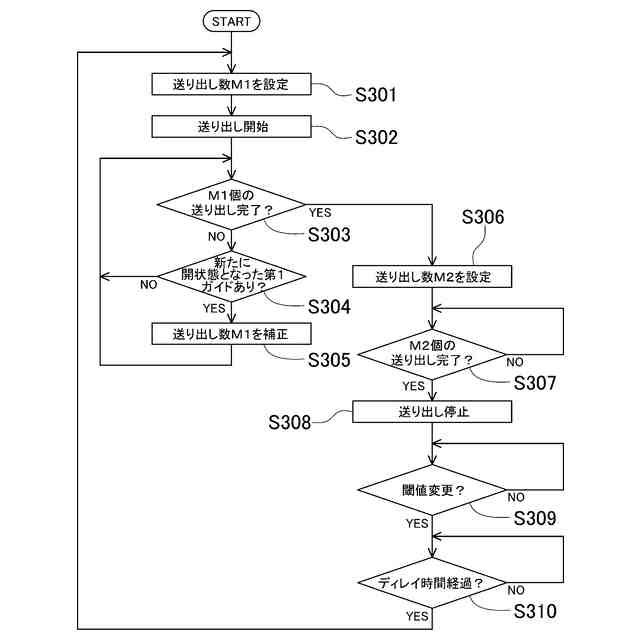
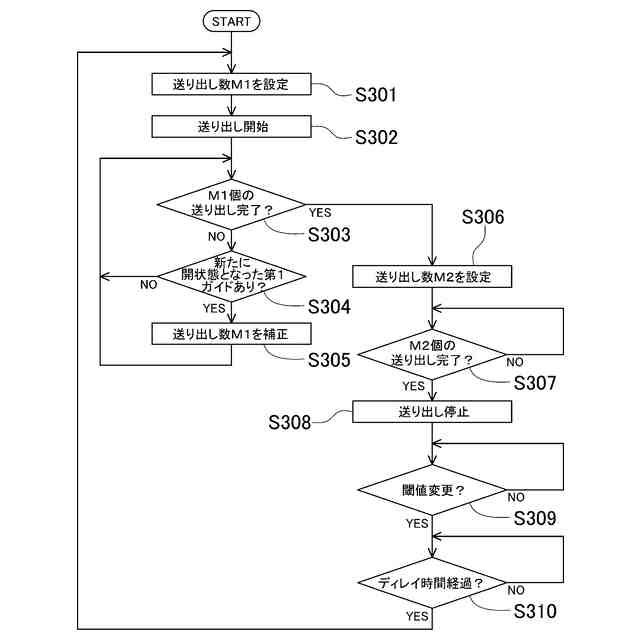
【解決手段】トレイストッパーにより、送り出し経路から供給経路にトレイが送り出される。複数巻取ユニットに対して個別に導入経路が設けられている。各導入経路に、供給経路からのトレイの導入を許容する開状態と、供給経路からのトレイの導入を遮断する閉状態とに切り換え可能な第1ガイドが設けられている。開状態の第1ガイドの数に応じて、送り出し数M1を設定し(S301)、トレイストッパーによるトレイの送り出しを開始させる(S302)。M1個のトレイの送り出しが完了したときに(S303:YES)、複数の導入経路におけるトレイの数に応じて送り出し数M2を設定し(S306)、M2個のトレイの送り出しが完了したときに(S307:YES)、トレイストッパーによるトレイの送り出しを停止させる。
【選択図】図9
特許請求の範囲
【請求項1】
複数の巻取ユニットと、
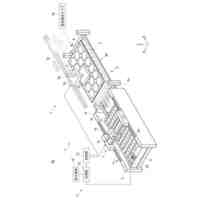
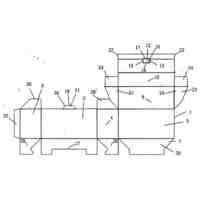
前記複数の巻取ユニットにわたって延び、給糸ボビンを直立させた状態で支持するトレイが搬送される供給経路と、
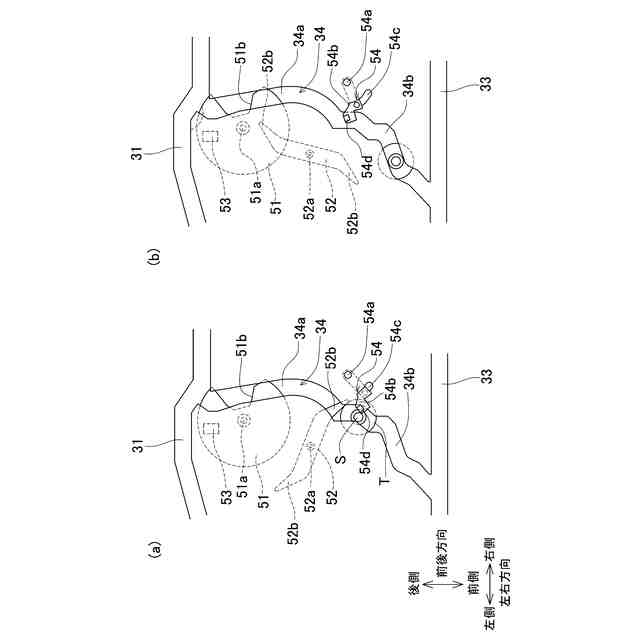
前記複数の巻取ユニットに個別に設けられ、前記供給経路に接続された、前記トレイを前記巻取ユニットに導入するための複数の導入経路と、
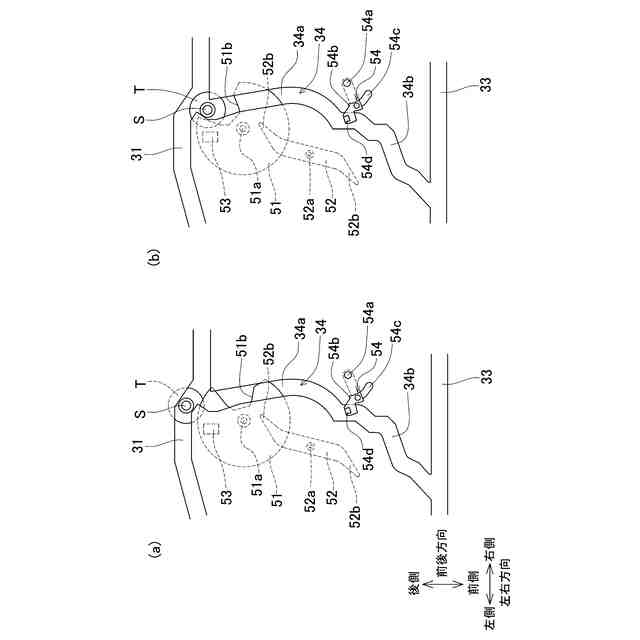
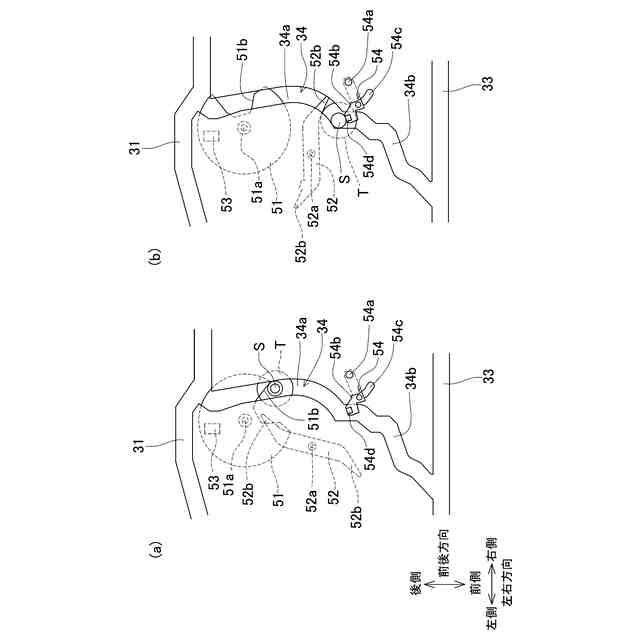
前記複数の導入経路に個別に設けられ、前記供給経路から前記導入経路への前記トレイの導入を許容する開状態と、前記供給経路から前記導入経路への前記トレイの導入を遮断する閉状態とに切り換え可能な開閉機構と、
前記供給経路の上流端部に接続され、前記供給経路に送り出すための前記トレイが搬送される送り出し経路と、
前記送り出し経路に設けられ、前記供給経路に向けて前記トレイを送り出す送り出し装置と、
制御部と、を備え、
前記制御部は、
前記開状態の前記開閉機構の数に応じて送り出す前記トレイの数を決定し、決定した数の前記トレイを前記送り出し装置に送り出させる送り出し処理を実行することを特徴とする自動ワインダ。
続きを表示(約 1,300 文字)
【請求項2】
前記制御部は、
前記送り出し処理において、前記開状態の前記開閉機構の数と同じ数の前記トレイを、前記送り出し装置に送り出させることを特徴とする請求項1に記載の自動ワインダ。
【請求項3】
前記制御部は、
前記送り出し処理において、前記開状態の前記開閉機構の数よりも多い数の前記トレイを、前記送り出し装置に送り出させることを特徴とする請求項1に記載の自動ワインダ。
【請求項4】
前記制御部は、
前記送り出し処理が完了したときに、前記送り出し装置に前記トレイの送り出しを停止させることを特徴とする請求項1~3のいずれか1項に記載の自動ワインダ。
【請求項5】
前記制御部は、
前記送り出し処理が完了したときに、前記送り出し装置に、前記複数の導入経路上の前記トレイの数に応じた数の前記トレイをさらに送り出させてから、前記トレイの送り出しを停止させることを特徴とする請求項1~3のいずれか1項に記載の自動ワインダ。
【請求項6】
前記制御部は、
前記送り出し処理が完了する前に、いずれかの前記開閉機構が前記閉状態から前記開状態に切り換わったときに、前記閉状態から前記開状態に切り換わった前記開閉機構の数に応じて、前記処理で前記送り出し装置に送り出させる前記トレイの数を補正することを特徴とする請求項1~5のいずれか1項に記載の自動ワインダ。
【請求項7】
前記制御部は、
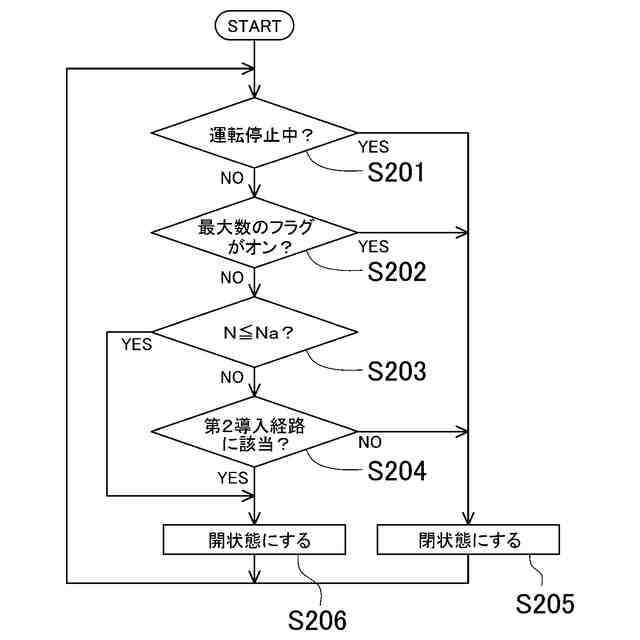
前記複数の導入経路の各々における前記トレイの数に応じて、各開閉機構の前記開状態と前記閉状態とを切り換えることを特徴とする請求項1~6のいずれか1項に記載の自動ワインダ。
【請求項8】
前記制御部は、
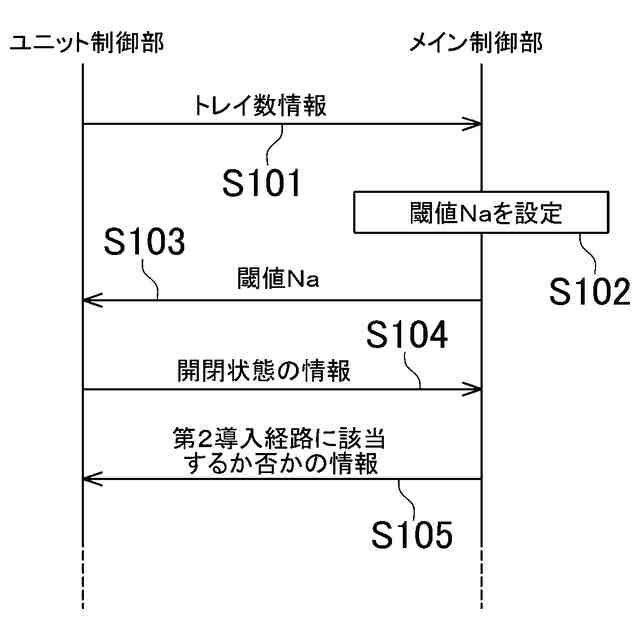
各導入経路における前記トレイの数についてのトレイ数情報取得し、
前記複数の導入経路の各々についての前記トレイ数情報に基づいて、前記複数の導入経路に共通の、前記開閉機構を前記開状態及び前記閉状態のどちらにするかの基準となる閾値を設定し、
各導入経路に設けられた前記開閉機構の前記開状態と前記閉状態とを、当該導入経路についての前記トレイ数情報が示す前記トレイの数と前記閾値との関係に基づいて切り換えることを特徴とする請求項1~7のいずれか1項に記載の自動ワインダ。
【請求項9】
前記制御部は、
前記閾値を変更したときに、前記送り出し装置に、前記閾値の変更後の所定タイミングにおける前記開状態の前記開閉機構の数に応じた数の前記トレイを送り出させることを特徴とする請求項8に記載の自動ワインダ。
【請求項10】
前記制御部は、
前記送り出し装置による前記開状態の前記開閉機構の数に応じた数の前記トレイの送り出しが完了した後、前記送り出し装置に前記複数の導入経路上の前記トレイの数に応じた数の前記トレイをさらに送り出させてから、前記閾値を変更し、
前記所定タイミングは、前記閾値の変更後、所定のディレイ時間が経過したタイミングであることを特徴とする請求項9に記載の自動ワインダ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の巻取ユニットを有する自動ワインダに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
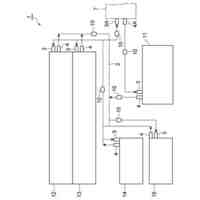
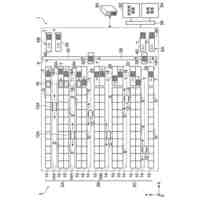
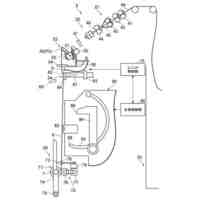
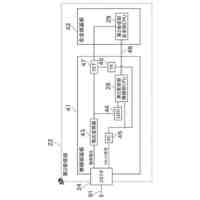
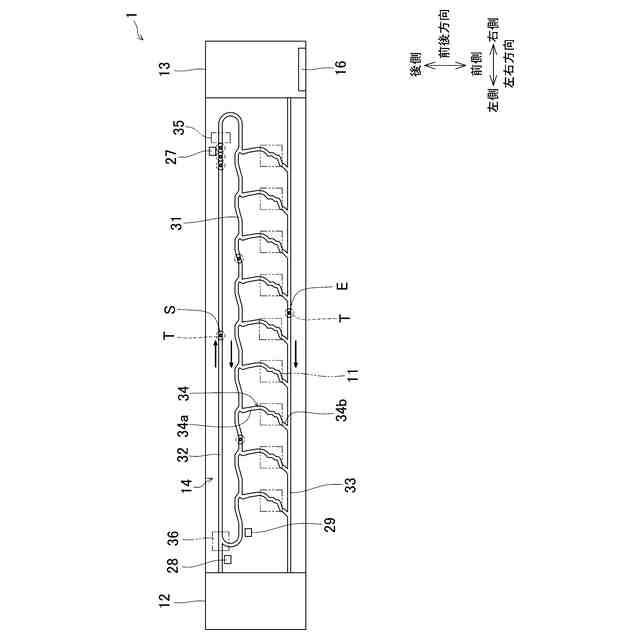
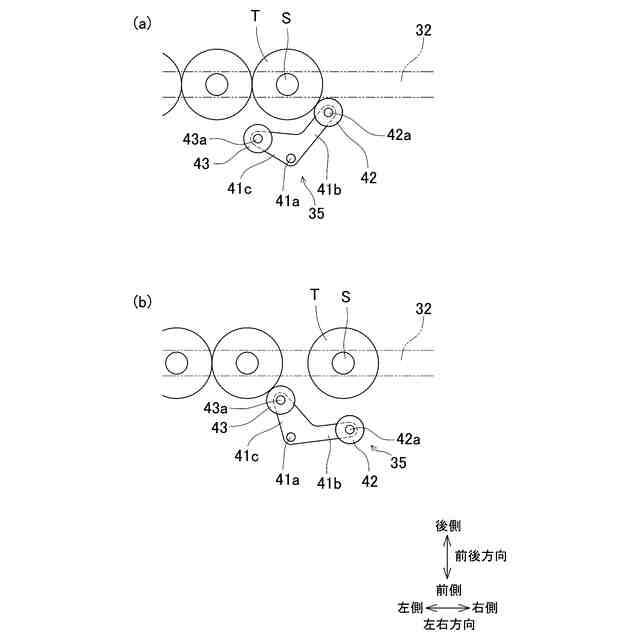
特許文献1に記載の自動ワインダでは、ボビン処理装置から給糸ボビンが装着されたトレイが送出される。給糸ボビンが装着されたトレイは、供給経路に沿って搬送され、複数の巻取ユニットの各々に供給される。また、複数の巻取ユニットにおいて巻取りが完了した給糸ボビンが装着されたトレイが、回収経路に排出される。また、特許文献1に記載の自動ワインダは、供給経路の下流端部まで搬送されたトレイを、供給経路の上流端部に戻すためのリターン経路を有し、リターン経路の下流端部にトレイストッパーが設けられている。トレイストッパーは、複数の巻取ユニットから回収経路にトレイが排出されるペースと、ボビン処理装置からトレイが送出されるペースとの差に応じたペースで、リターン経路から供給経路にトレイが送出されるように、リターン経路を搬送されてきたトレイを供給経路の上流端部に戻すか否かを切り換える。
【先行技術文献】
【特許文献】
【0003】
特開2019-131365号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、特許文献1の自動ワインダでは、上述したように、複数の巻取ユニットから回収経路にトレイが排出されるペースと、ボビン処理装置からトレイが送出されるペースとの差に応じたペースで、リターン経路から供給経路にトレイが送出される。しかしながら、特許文献1の自動ワインダでは、複数の巻取ユニットから回収経路にトレイが排出されるペースと、ボビン処理装置からトレイが送出されるペースとの差が同じであれば、各巻取ユニットにおける個別の状況が異なっていても同じようにリターン経路から供給経路にトレイが送出されている。また、トレイの搬送工程でのトレイの搬送の不具合などによりトレイの供給ペースが乱れてしまうことがある。その結果、各巻取ユニットの状況によっては、供給経路に送り出されるトレイの数が適切な数とならない虞がある。
【0005】
本発明の目的は、複数の巻取ユニットの各々の状況に応じて、供給経路に適切な数のトレイを送り出すことが可能な自動ワインダを提供することである。
【課題を解決するための手段】
【0006】
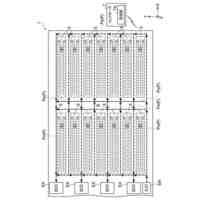
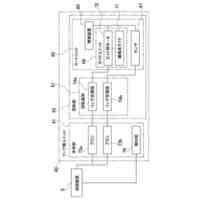
本発明の糸処理装置は、複数の巻取ユニットと、前記複数の巻取ユニットにわたって延び、給糸ボビンを直立させた状態で支持するトレイが搬送される供給経路と、前記複数の巻取ユニットに個別に設けられ、前記供給経路に接続された、前記トレイを前記巻取ユニットに導入するための複数の導入経路と、前記複数の導入経路に個別に設けられ、前記供給経路から前記導入経路への前記トレイの導入を許容する開状態と、前記供給経路から前記導入経路への前記トレイの導入を遮断する閉状態とに切り換え可能な開閉機構と、前記供給経路の上流端部に接続され、前記供給経路に送り出すための前記トレイが搬送される送り出し経路と、前記送り出し経路に設けられ、前記供給経路に向けて前記トレイを送り出す送り出し装置と、制御部と、を備え、前記制御部は、前記開状態の前記開閉機構の数に応じて送り出す前記トレイの数を決定し、決定した数の前記トレイを前記送り出し装置に送り出させる送り出し処理を実行する。
【0007】
本発明では、各導入経路に設けられた開閉機構の開状態及び閉状態を適切に切り換えることによって、例えば、トレイがない導入経路、トレイの数が少ない導入経路に優先的にトレイを導入させるなど、複数の巻取ユニットに適切にトレイを供給することができる。
【0008】
一方で、本発明の場合、閉状態の開閉機構が設けられた導入経路にはトレイが導入されない。そのため、例えば特許文献1と同様に、単に、複数の巻取ユニットからトレイが排出されるペースと、ボビン処理装置からトレイが送出されるペースとの差に応じたペースで、送り出し経路から供給経路にトレイが送り出されるようにすると、どの導入経路にも導入されないトレイの数が多くなってしまう虞がある。
【0009】
これに対して、本発明では、開状態の開閉機構の数に応じて送り出すトレイの数を決定し、決定した数のトレイを送り出し装置に送り出させる送り出し処理を実行する。これにより、どの導入経路にも導入されないトレイの数を抑えることができる。
【0010】
また、本発明の自動ワインダにおいて、前記制御部は、前記送り出し処理において、前記開状態の前記開閉機構の数と同じ数の前記トレイを、前記送り出し装置に送り出させる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
村田機械株式会社
作業台
今日
村田機械株式会社
糸巻取機
7日前
村田機械株式会社
繊維機械
今日
村田機械株式会社
巻取装置
今日
村田機械株式会社
玉揚装置
今日
村田機械株式会社
糸巻取機
1か月前
村田機械株式会社
巻取装置
13日前
村田機械株式会社
糸処理装置
7日前
村田機械株式会社
天井搬送車
3日前
村田機械株式会社
プレス機械
1か月前
村田機械株式会社
天井搬送車
1か月前
村田機械株式会社
数値制御装置
今日
村田機械株式会社
ドラフト装置
1か月前
村田機械株式会社
自動ワインダ
今日
村田機械株式会社
自動ワインダ
今日
村田機械株式会社
搬送車システム
7日前
村田機械株式会社
ローラユニット
今日
村田機械株式会社
ボビン処理装置
今日
村田機械株式会社
ダスト回収装置
7日前
村田機械株式会社
コンベヤシステム
1か月前
村田機械株式会社
自動倉庫システム
1か月前
村田機械株式会社
繊維束ガイド機構
今日
村田機械株式会社
ライナー交換装置
今日
村田機械株式会社
自動倉庫システム
今日
村田機械株式会社
繊維機械及び連結部材
1か月前
村田機械株式会社
糸道ガイド機構及び繊維機械
今日
村田機械株式会社
情報処理装置及び情報処理方法
8日前
村田機械株式会社
紡績機、及び紡績機の制御方法
15日前
村田機械株式会社
フィラメントワインディング装置
今日
村田機械株式会社
フィラメントワインディング装置
今日
村田機械株式会社
フィラメントワインディング装置
今日
村田機械株式会社
端末装置及び端末装置の再起動方法
6日前
村田機械株式会社
ストッカシステム及び加工機システム
1か月前
村田機械株式会社
処理装置、レーザ加工機及び処理方法
21日前
村田機械株式会社
ネスティング装置、及びネスティング方法
1か月前
個人
箱
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ