TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162472
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023078006
出願日
2023-05-10
発明の名称
処理装置、レーザ加工機及び処理方法
出願人
村田機械株式会社
代理人
個人
主分類
B23K
26/00 20140101AFI20241114BHJP(工作機械;他に分類されない金属加工)
要約
【課題】穴あけ加工時に発生するスパッタの影響によってノズルが使用不可となった場合に当該使用不可を検知することができる処理装置、レーザ加工機及び処理方法を提供する。
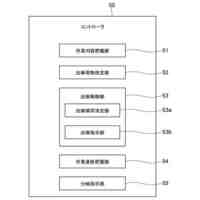
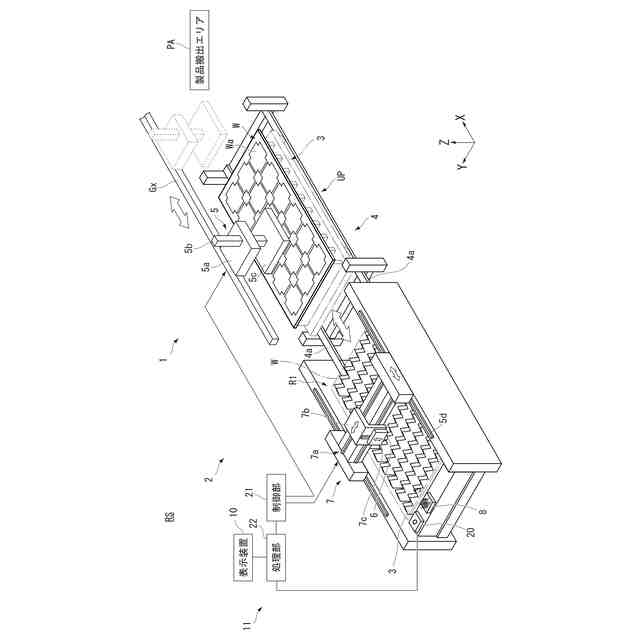
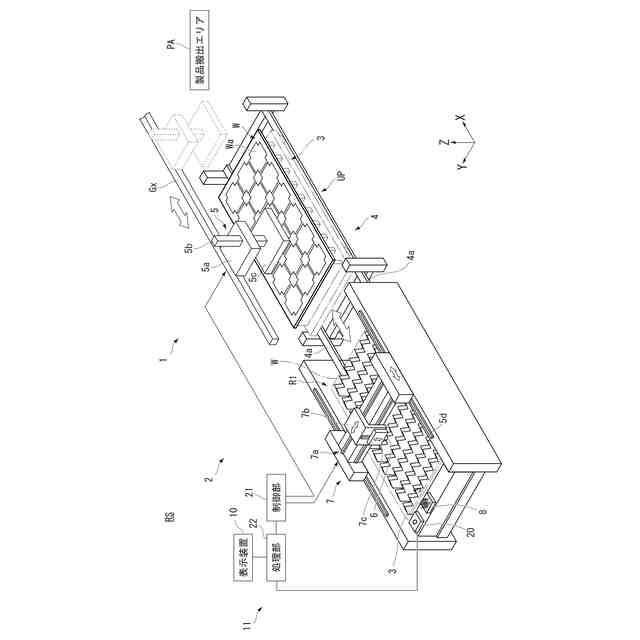
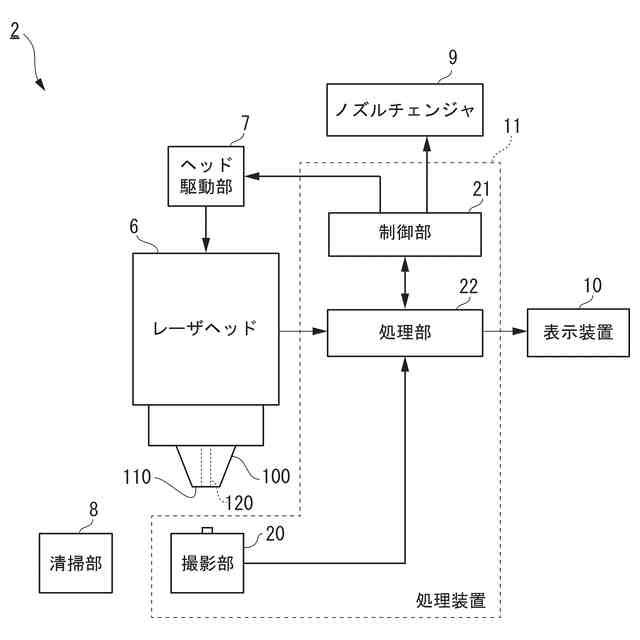
【解決手段】ノズル100の先端面110に形成された出射孔120から出射するレーザ光によりワークWを加工するレーザ加工機2に用いられる処理装置11であって、先端面110を撮影する撮影部20と、レーザ加工機2による穴あけ加工の回数が規定回数に達した場合には、撮影部20が撮影した先端面110の画像に基づいて、ノズル100の使用可否を判定する処理部22と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
ノズルの先端面に形成された出射孔から出射するレーザ光によりワークを加工するレーザ加工機に用いられる処理装置であって、
前記先端面を撮影する撮影部と、
前記レーザ加工機による穴あけ加工の回数が規定回数に達した場合には、前記撮影部が撮影した前記先端面の画像に基づいて、前記ノズルの使用可否を判定する処理部と、
を備える処理装置。
続きを表示(約 1,100 文字)
【請求項2】
前記処理部は、前記穴あけ加工の回数が前記規定回数に達しない場合において、前記ワークの加工に要した累計時間が規定時間に達した場合には、前記ノズルの使用可否を判定する、請求項1に記載の処理装置。
【請求項3】
前記処理部は、前記穴あけ加工の回数が前記規定回数に達した場合には、前記撮影部による前記先端面の撮影を実行させ、前記撮影により得られた前記先端面の画像に基づいて前記使用可否を判定する、
請求項1に記載の処理装置。
【請求項4】
前記レーザ加工機に備える清掃部により前記ノズルの清掃を実行させる制御部を備え、
前記制御部は、前記穴あけ加工の回数が前記規定回数に達した際には、前記清掃を実行させ、
前記処理部は、前記清掃が終了した後に、前記撮影部による前記先端面の撮影を実行させる、
請求項3に記載の処理装置。
【請求項5】
前記処理部は、前記レーザ加工機による穴あけ加工の回数が規定回数に達してから前記ノズルの状態の判定を開始するまでの間と、前記ノズルの状態の判定を行った直後と、のいずれかにおいて、前記穴あけ加工の回数のカウント値を初期値に設定する、
請求項1に記載の処理装置。
【請求項6】
前記処理部は、前記先端面の画像から算出される前記出射孔の形状と、予め取得している前記出射孔の基準形状とを比較して、前記出射孔の形状と前記基準形状とのズレが所定の閾値を超える場合には、前記ノズルについて使用不可と判定する、
請求項1に記載の処理装置。
【請求項7】
前記処理部は、前記ノズルについて使用不可と判定した場合に、前記ノズルが使用不可であることを外部装置に出力する、
請求項6に記載の処理装置。
【請求項8】
前記制御部は、前記ノズルについて使用不可と判定された場合に、前記レーザ加工機に備えるノズル交換部を用いて前記ノズルの交換を実行する、
請求項7に記載の処理装置。
【請求項9】
請求項1から請求項8のいずれか一項に記載の処理装置を備えるレーザ加工機。
【請求項10】
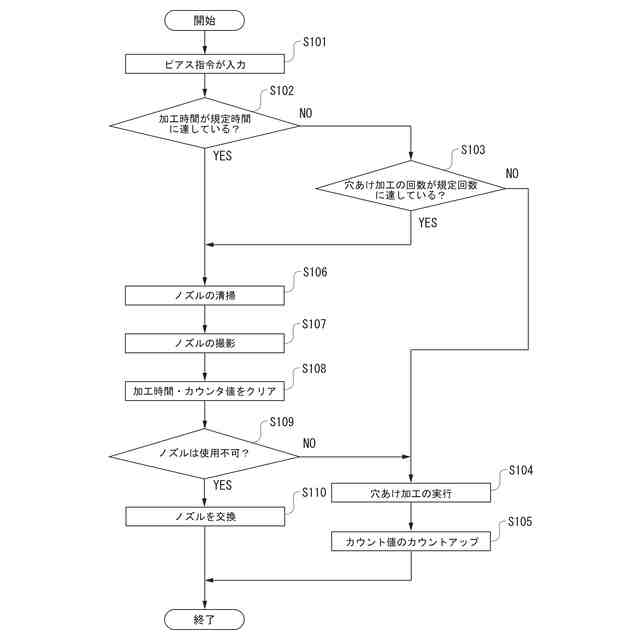
ノズルの先端面に形成された出射孔からレーザを出射するレーザ加工機によって実行される穴あけ加工の回数が規定回数に達したかを判定することと、
前記回数が前記規定回数に達した場合に前記先端面の撮影を行うことと、
前記撮影によって得られた前記先端面の画像に基づいて前記ノズルの状態を判定することと、
を含む、処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、処理装置、レーザ加工機及び処理方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ノズルの出射孔から出射するレーザ光によりワークを加工するレーザ加工機が知られている(例えば、特許文献1参照)。例えば、レーザ加工機は、ワークに対して切断加工を行う場合には、始めに切断加工を行う始点に対して穴あけ加工を行い、穴あけ加工によって形成された穴から切断加工を開始する。
【先行技術文献】
【特許文献】
【0003】
特開2019-155402号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
穴あけ加工では、レーザ光の照射によって溶融した溶融金属がスパッタ(spatter)として周囲上方に飛散する場合がある。穴あけ加工の回数が多い場合には、この飛散されたスパッタがノズルの先端面に付着してノズルが損傷し、ノズルが使用不可となる場合がある。そのため、ノズルの使用可否を判定することは重要であるが、穴あけ加工については何ら考慮されていないのが現状である。従って、穴あけ加工によってノズルが使用不可になったとしても、当該ノズルの使用不可を検出することができない場合がある。
【0005】
本発明の目的は、穴あけ加工時に発生するスパッタの影響によってノズルが使用不可となった場合に当該使用不可を検知することができる処理装置、レーザ加工機及び処理方法を提供することである。
【課題を解決するための手段】
【0006】
本発明の態様に係る処理装置又はレーザ加工機は、ノズルの先端面に形成された出射孔から出射するレーザ光によりワークを加工するレーザ加工機に用いられる処理装置であって、先端面を撮影する撮影部と、レーザ加工機による穴あけ加工の回数が規定回数に達した場合には、撮影部が撮影した先端面の画像に基づいて、ノズルの使用可否を判定する処理部と、を備える。
【0007】
本発明の態様に係る処理方法は、ノズルの先端面に形成された出射孔からレーザを出射するレーザ加工機によって実行される穴あけ加工の回数が規定回数に達したかを判定することと、回数が規定回数に達した場合に先端面の撮影を行うことと、撮影によって得られた先端面の画像に基づいてノズルの状態を判定することと、を含む。
【発明の効果】
【0008】
上記態様に係る処理装置、レーザ加工機又は処理方法によれば、穴あけ加工の回数が規定回数(1以上)に到達した場合に、ノズルの使用可否を判定するため、穴あけ加工時に発生するスパッタの影響によってノズルが使用不可となった場合に当該使用不可を検知することができる。
【0009】
また、上記態様に係る処理装置において、処理部は、穴あけ加工の回数が規定回数に達しない場合において、ワークの加工に要した累計時間が規定時間に達した場合には、ノズルの使用可否を判定してもよい。このような構成により、ノズルを長時間において使用したことによるノズル損傷によってノズルが使用不可になった場合であっても、当該使用不可を検出することができる。
【0010】
また、上記態様に係る処理装置において、処理部は、穴あけ加工の回数が規定回数に達した場合には、撮影部による先端面の撮影を実行させ、撮影により得られた先端面の画像に基づいてノズルの使用可否を判定してもよい。また、上記態様に係る処理装置は、レーザ加工機に備える清掃部によりノズルの清掃を実行させる制御部を備え、制御部は、穴あけ加工の回数が規定回数に達した際には、清掃を実行させ、処理部は、清掃が終了した後に、撮影部による先端面の撮影を実行させてもよい。このような構成により、先端面の付着物を取り除いた状態で先端面の撮像を実行することができ、ノズルの使用可否の判定精度を向上させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
村田機械株式会社
コンベヤシステム
16日前
村田機械株式会社
処理装置、レーザ加工機及び処理方法
3日前
個人
面取り装置
2か月前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
組み付け装置
16日前
シヤチハタ株式会社
組立ライン
18日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社不二越
タップ
3日前
エンシュウ株式会社
工作機械
24日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
アーク溶接制御方法
4日前
株式会社MOLDINO
ドリル
2か月前
株式会社ダイヘン
インチング制御方法
1か月前
株式会社FUJI
ワーク置き台
1か月前
ブラザー工業株式会社
工作機械
2か月前
ダイハツ工業株式会社
冷却構造
16日前
ブラザー工業株式会社
工作機械
2か月前
光精工株式会社
クーラントタンク
1か月前
株式会社不二越
エンドミル
2か月前
旭精工株式会社
シャフトブレーキ
1か月前
株式会社メタルクリエイト
切削装置
10日前
株式会社ムラタ溶研
剪断装置
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
古川精機株式会社
タッピングガイド
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
ブラザー工業株式会社
工作機械
16日前
株式会社アイシン
金属部材の接合方法
1か月前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
トヨタ自動車株式会社
レーザ溶接方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ