TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024171471
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023088492
出願日
2023-05-30
発明の名称
数値制御装置
出願人
村田機械株式会社
,
トヨタ自動車株式会社
代理人
弁理士法人ATEN
主分類
B29C
70/54 20060101AFI20241205BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】繊維束の巻きデータの一部がスキップされる場合でも、当該巻きデータに忠実な制御を実行する。
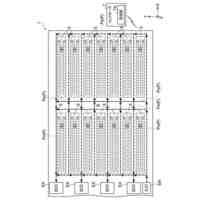
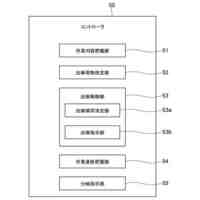
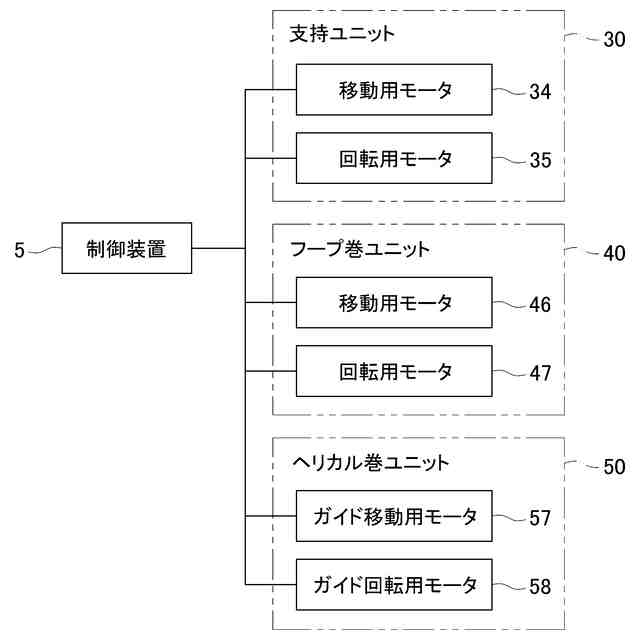
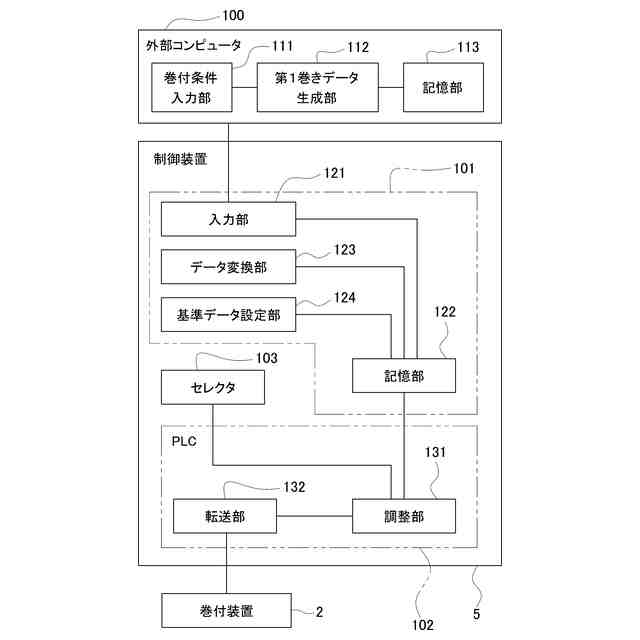
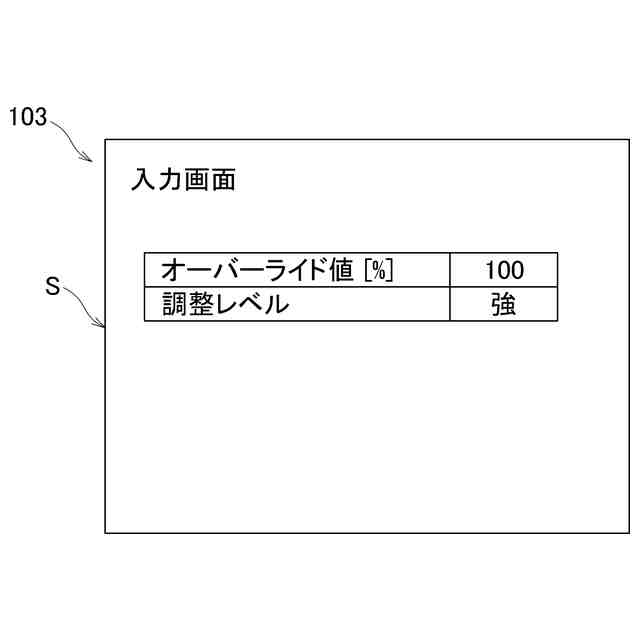
【解決手段】制御装置5は、データ変換部123と、基準データ設定部124と、転送部132と、セレクタ103とを備える。データ変換部123は、巻付条件に基づいて生成された複数の第1巻きデータを、処理順序番号と巻付装置2の状態の情報とが関連付けられて構成された複数の第2巻きデータに変換する。基準データ設定部124は、一部の第2巻きデータを複数の基準データとして予め設定する。転送部132は、単位時間が経過するごとに、選ばれた第2巻きデータを巻付装置2へ順次転送する。セレクタ103は、スキップ数を決めるためのオーバーライド値を設定可能である。さらに、制御装置5は、転送部132が複数の基準データの全てを巻付装置2へ転送するように、複数の基準番号の各々の前後においてスキップ数を調整する調整部131を備える。
【選択図】図11
特許請求の範囲
【請求項1】
ライナーに繊維束を巻き付ける巻付装置を有するフィラメントワインディング装置を制御するように構成された数値制御装置であって、
前記繊維束の前記ライナーへの巻付条件に基づいて予め生成された、時間の情報と前記巻付装置の状態の情報とが関連付けられてそれぞれ構成された複数の第1巻きデータを、所定の単位時間の経過に対応させて付された処理順序番号の情報と前記巻付装置の状態の情報とが関連付けられてそれぞれ構成された複数の第2巻きデータに変換可能に構成されたデータ変換手段と、
前記複数の第2巻きデータのうち一部の第2巻きデータを複数の基準データとして予め設定可能に構成された基準データ設定手段と、
前記単位時間が経過するごとに、前記複数の第2巻きデータの中から順次選ばれる複数の所定巻きデータを前記巻付装置へ順次転送可能に構成された転送手段と、
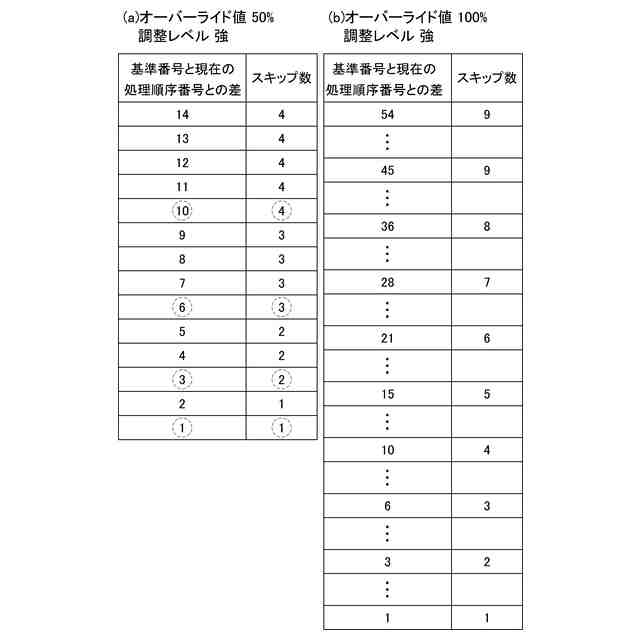
前記複数の所定巻きデータを順次選ぶ際にスキップされる前記処理順序番号の数であるスキップ数を決定するためのオーバーライド値を設定可能に構成されたオーバーライド値設定手段と、
前記転送手段が前記複数の基準データの全てを前記巻付装置へ転送するように、前記オーバーライド値に基づいて、前記複数の基準データに対応する複数の前記処理順序番号である複数の基準番号の各々の前後において前記スキップ数を調整可能に構成された調整手段と、を備えることを特徴とする数値制御装置。
続きを表示(約 460 文字)
【請求項2】
前記調整手段は、
前記オーバーライド値の設定値が所定の値に維持されている状態で、各基準番号の前後における前記スキップ数の変化の大きさに関するレベルである調整レベルを変更可能に構成されたレベル変更手段、を有することを特徴とする請求項1に記載の数値制御装置。
【請求項3】
前記レベル変更手段は、各基準番号の前における前記調整レベルと各基準番号の後ろにおける前記調整レベルとを異ならせることが可能であることを特徴とする請求項2に記載の数値制御装置。
【請求項4】
前記オーバーライド値設定手段は、任意のタイミングで前記オーバーライド値の設定値を切替可能に構成され、
前記調整手段は、
前記巻付装置の動作中に前記オーバーライド値が前記オーバーライド値設定手段によって切り替えられた場合に、変更後の前記オーバーライド値を変更前の前記オーバーライド値と比較して、前記スキップ数を調整することを特徴とする請求項1~3のいずれかに記載の数値制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィラメントワインディング装置を制御する数値制御装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
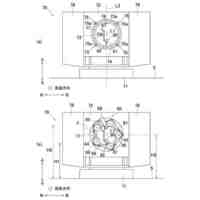
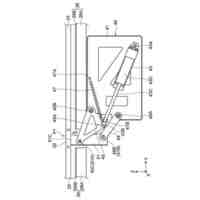
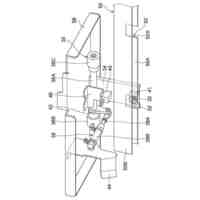
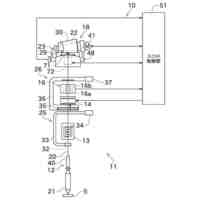
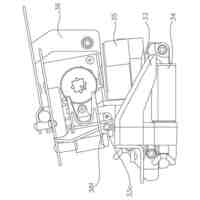
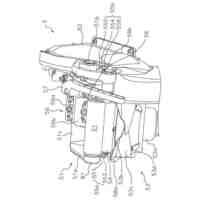
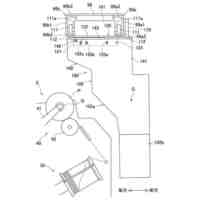
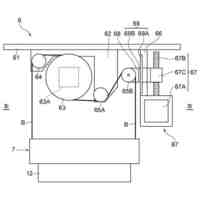
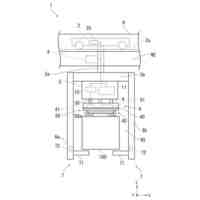
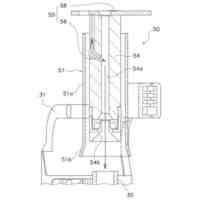
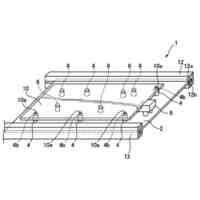
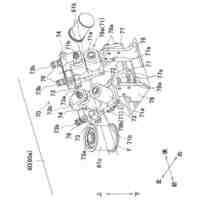
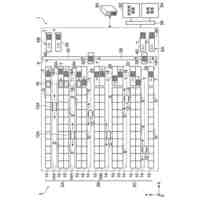
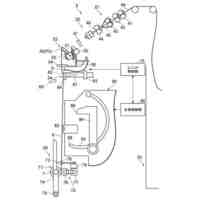
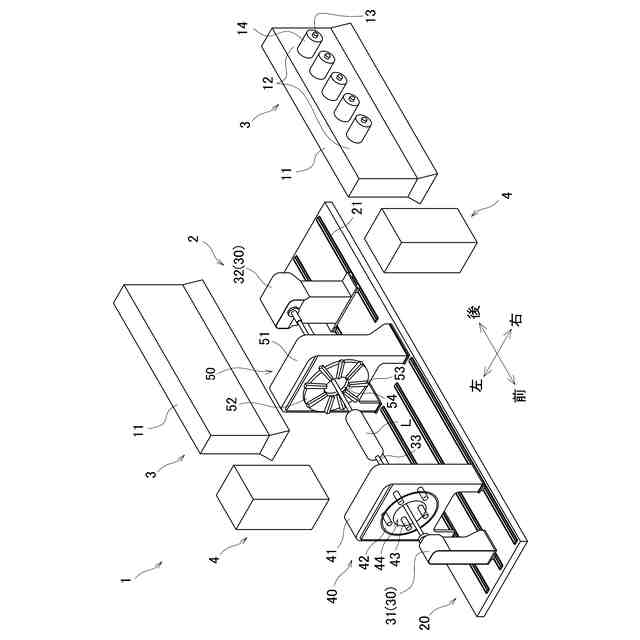
特許文献1には、ライナーに繊維束を巻き付ける巻付装置を備えるフィラメントワインディング装置が開示されている。より具体的には、巻付装置とライナーとを相対的に平行移動及び回転させながら、繊維束を巻付装置からライナーへ供給することにより、繊維束がライナーの外表面に巻き付けられる。これにより、ライナーと繊維束とを含む製品が製造される。巻付装置の動作は、制御装置によって制御される。
【先行技術文献】
【特許文献】
【0003】
特開2021-37702号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
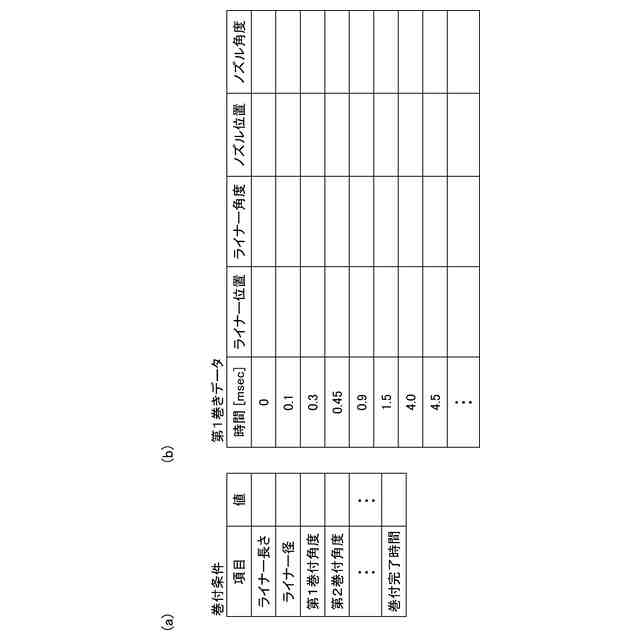
巻付装置の動作用のデータとして、巻付装置とライナーとの各種位置関係(以下、巻付装置の状態)と、時間とが関連付けられて構成された複数の巻きデータ(以下、第1巻きデータ)を公知のソフトウェアによって生成できる。当該ソフトウェアは、ライナーの長さ、ライナーの太さ、巻付角度、及び巻付完了までの時間等の条件に基づき、製品の製造時における巻付装置の一連の動作に対応する複数の第1巻きデータを生成可能にプログラムされている。
【0005】
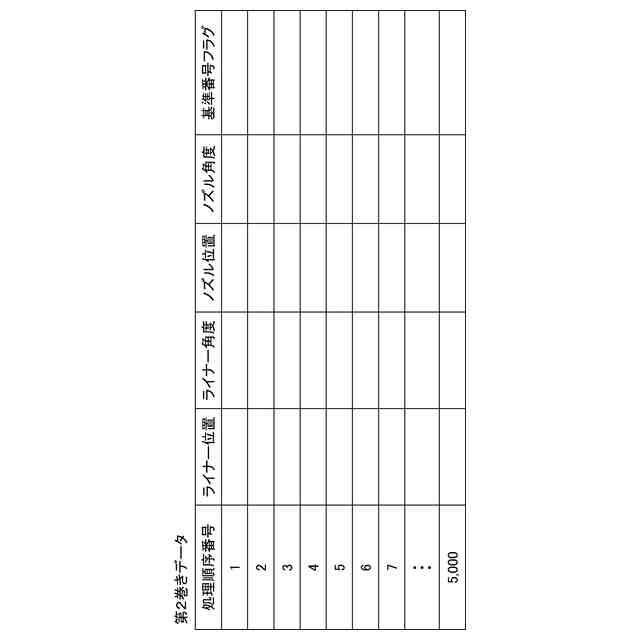
また、複数の第1巻きデータに基づく巻付装置の制御を制御装置が実行できるようにするために、複数の第1巻きデータを所定の複数の第2巻きデータに変換する検討が行われている。複数の第2巻きデータは、巻付装置の動作速度(すなわち、巻付速度)を製品の製造時よりも遅くすることにより各種検討を行えるようにするため、複数の第1巻きデータを補間したデータとして生成される。制御装置は、所定の単位時間が経過するごとに、複数の第2巻きデータの中から選ばれた所定の第2巻きデータを巻付装置に順次転送する(このような制御装置を、以下、数値制御装置と呼ぶ)。数値制御装置が複数の第2巻きデータの全てを巻付装置に順次転送する場合、第2巻きデータを利用した動作のうち最も遅い動作を実行できる。また、数値制御装置が第2巻きデータの一部をスキップすることにより、上記最も遅い動作よりも速い動作を実行できる。つまり、単位時間が経過するごとに、複数の第2巻きデータのうちスキップされない第2巻きデータのみを巻付装置に順次転送することにより、巻付速度を速くすることができる。
【0006】
しかし、数値制御装置が第2巻きデータの一部をスキップする処理を行う場合、巻付装置に本来必ず行わせたい動作が、意図せずスキップされてしまう可能性がある。このような場合、繊維束が巻かれる巻き位置がライナー上の目標位置からずれ、製品の品質が低下するなどの問題が生じうる。
【0007】
本発明の目的は、繊維束の巻きデータの一部がスキップされる場合でも、当該巻きデータに忠実な制御を実行することである。
【課題を解決するための手段】
【0008】
第1の発明の数値制御装置は、ライナーに繊維束を巻き付ける巻付装置を有するフィラメントワインディング装置を制御するように構成された数値制御装置であって、前記繊維束の前記ライナーへの巻付条件に基づいて予め生成された、時間の情報と前記巻付装置の状態の情報とが関連付けられてそれぞれ構成された複数の第1巻きデータを、所定の単位時間の経過に対応させて付された処理順序番号の情報と前記巻付装置の状態の情報とが関連付けられてそれぞれ構成された複数の第2巻きデータに変換可能に構成されたデータ変換手段と、前記複数の第2巻きデータのうち一部の第2巻きデータを複数の基準データとして予め設定可能に構成された基準データ設定手段と、前記単位時間が経過するごとに、前記複数の第2巻きデータの中から順次選ばれる複数の所定巻きデータを前記巻付装置へ順次転送可能に構成された転送手段と、前記複数の所定巻きデータを順次選ぶ際にスキップされる前記処理順序番号の数であるスキップ数を決定するためのオーバーライド値を設定可能に構成されたオーバーライド値設定手段と、前記転送手段が前記複数の基準データの全てを前記巻付装置へ転送するように、前記オーバーライド値に基づいて、前記複数の基準データに対応する複数の前記処理順序番号である複数の基準番号の各々の前後において前記スキップ数を調整可能に構成された調整手段と、を備えることを特徴とする。
【0009】
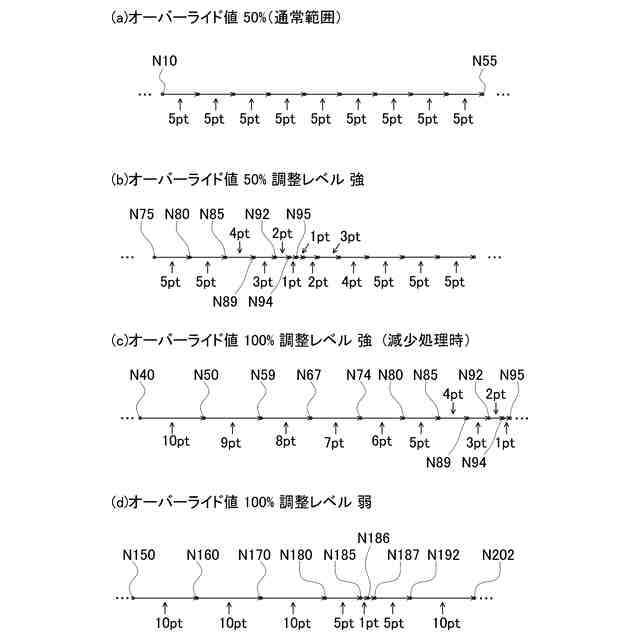
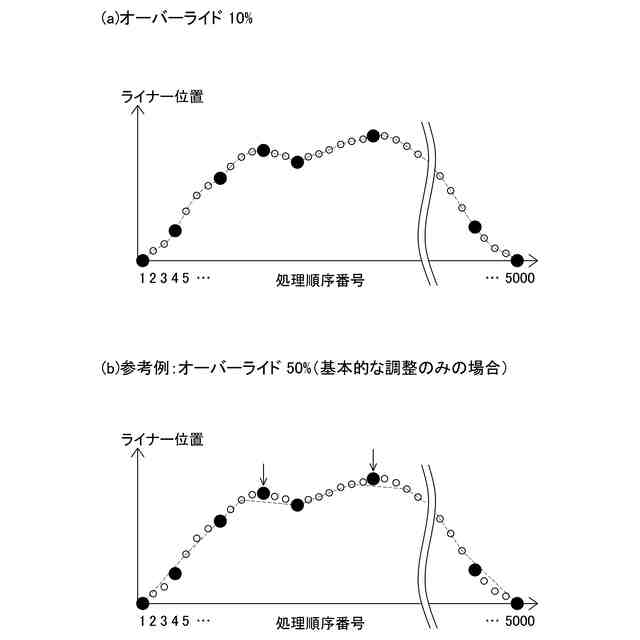
本発明では、転送手段が複数の第2巻きデータの全てを巻付装置に順次転送した場合、繊維束のライナーへの巻付速度を最も遅くすることができる。また、本発明では、オーバーライド値に応じて複数の第2巻きデータの一部をスキップできる。オーバーライド値が最大(すなわち、100%)のとき、巻付速度は最も速くなる。オーバーライド値が大きければ大きいほど(すなわち、100%に近ければ近いほど)、巻付装置に順次転送されるデータの数が少なくなり、巻付速度はより速くなる。
【0010】
さらに、本発明では、各基準番号の前後においてスキップ数が調整される。これにより、オーバーライド値が大きい場合でも、複数の基準データの全てを巻付装置へ転送できる。このため、巻付装置に必ず行わせたい動作がスキップされることを防止できる。したがって、繊維束の巻きデータ(第2巻きデータ)の一部がスキップされる場合でも、当該巻きデータに忠実な制御を実行できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
村田機械株式会社
作業台
今日
村田機械株式会社
自動倉庫
2か月前
村田機械株式会社
糸巻取機
2か月前
村田機械株式会社
糸巻取機
1か月前
村田機械株式会社
巻取装置
13日前
村田機械株式会社
糸巻取機
7日前
村田機械株式会社
玉揚装置
今日
村田機械株式会社
繊維機械
今日
村田機械株式会社
巻取装置
今日
村田機械株式会社
糸処理装置
7日前
村田機械株式会社
天井搬送車
3日前
村田機械株式会社
天井搬送車
1か月前
村田機械株式会社
糸巻取装置
1か月前
村田機械株式会社
基板受け台
2か月前
村田機械株式会社
プレス機械
1か月前
村田機械株式会社
自動ワインダ
今日
村田機械株式会社
ドラフト装置
1か月前
村田機械株式会社
自動ワインダ
今日
村田機械株式会社
数値制御装置
今日
村田機械株式会社
ダスト回収装置
7日前
村田機械株式会社
搬送車システム
7日前
村田機械株式会社
ローラユニット
今日
村田機械株式会社
ボビン処理装置
今日
村田機械株式会社
繊維束ガイド機構
今日
村田機械株式会社
自動倉庫システム
2か月前
村田機械株式会社
自動倉庫システム
今日
村田機械株式会社
コンベヤシステム
1か月前
村田機械株式会社
自動倉庫システム
1か月前
村田機械株式会社
ライナー交換装置
今日
村田機械株式会社
繊維機械及び連結部材
1か月前
村田機械株式会社
糸道ガイド機構及び繊維機械
今日
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
村田機械株式会社
紡績機、及び紡績機の制御方法
15日前
村田機械株式会社
情報処理装置及び情報処理方法
8日前
村田機械株式会社
フィラメントワインディング装置
今日
村田機械株式会社
フィラメントワインディング装置
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ