TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024167534
公報種別
公開特許公報(A)
公開日
2024-12-04
出願番号
2023083674
出願日
2023-05-22
発明の名称
既設管更生方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20241127BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】既設管に屈曲部が有る場合に、その屈曲部に適応した更生管の製管を行なう。
【解決手段】
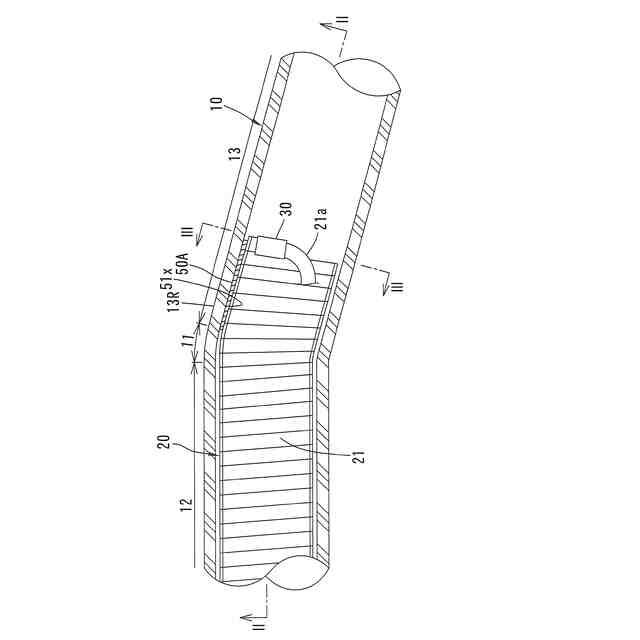
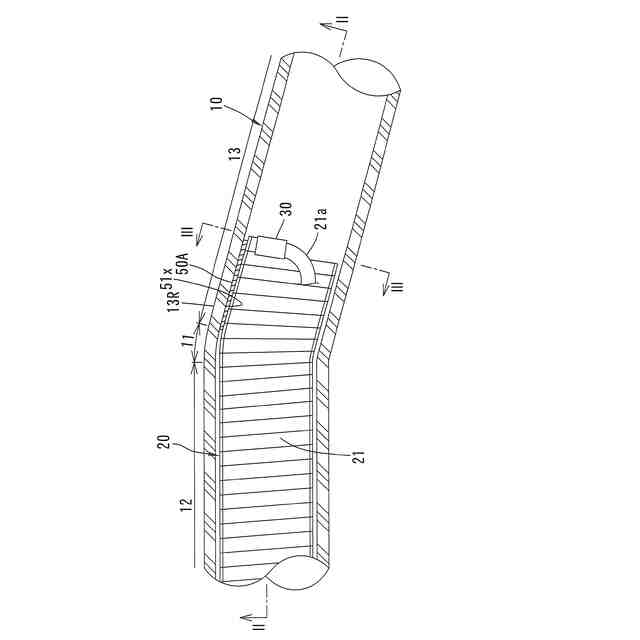
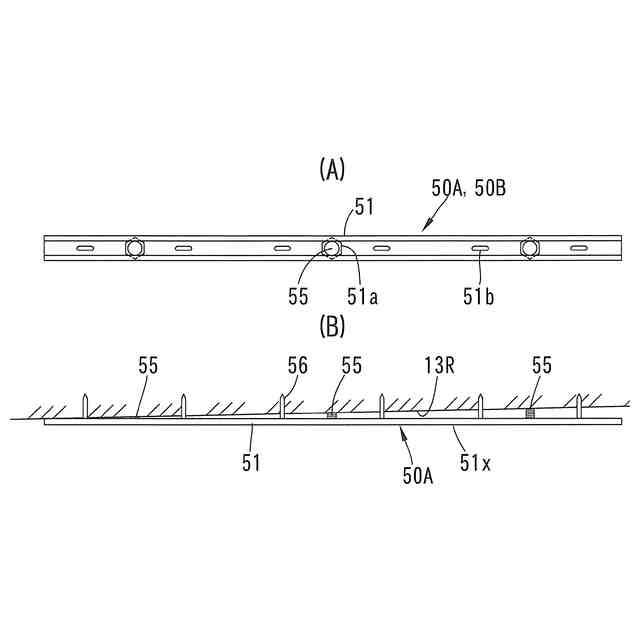
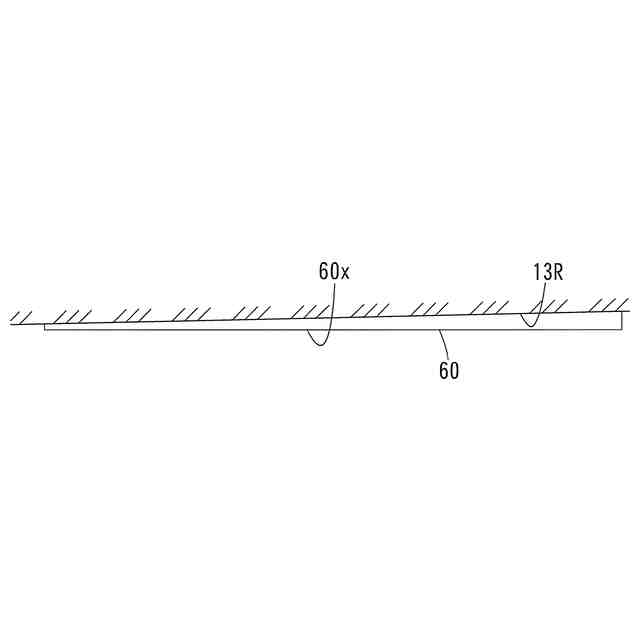
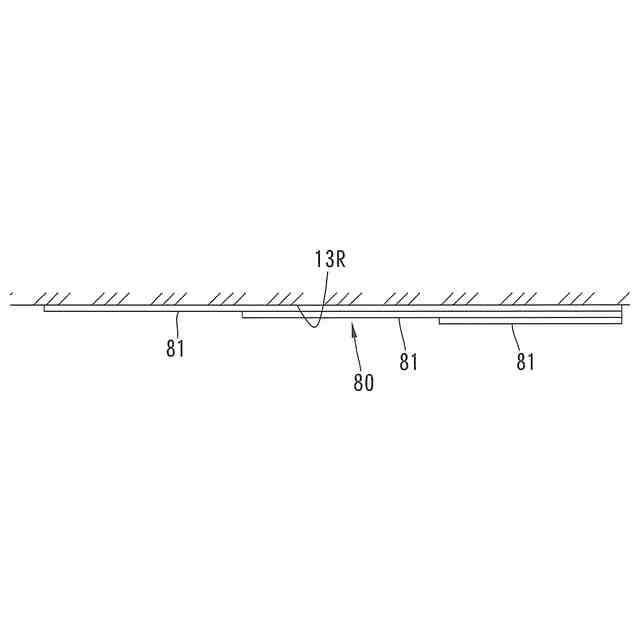
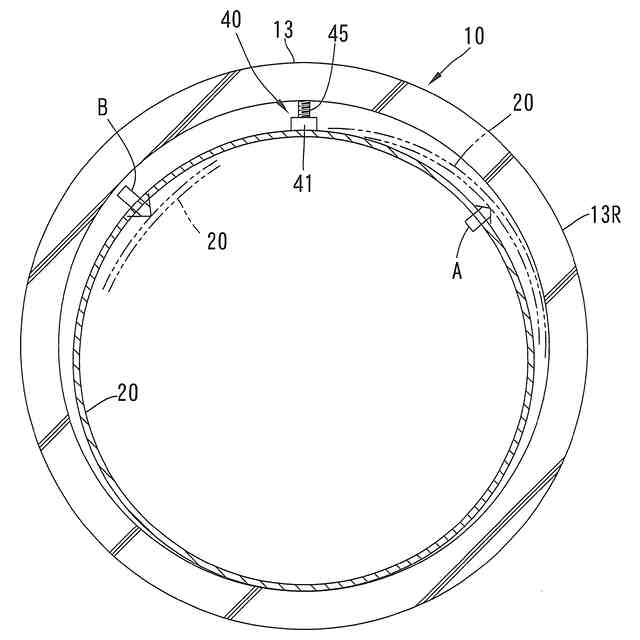
屈曲部11を含む既設管10の内周に沿って、帯状部材21を螺旋状に巻回してなる更生管20を製管することにより、既設管10を更生する方法である。既設管10の屈曲部11に連なり屈曲部11より製管進行側の真直部13において、屈曲部11の屈曲形状の外側部に隣接する領域13Rの内面に、所定長さにわたって管軸方向に延びる細長い側部スペーサ50A,50Bを予め設置する。更生管20の製管が屈曲部11を超えて真直部13を進行する過程において、更生管20を、側部スペーサ50A,50Bにより規制する。
【選択図】図1
特許請求の範囲
【請求項1】
屈曲部を含む既設管の内周に沿って、帯状部材を螺旋状に巻回してなる更生管を製管する既設管更生方法であって、
前記既設管の前記屈曲部に連なり前記屈曲部より製管進行側の真直部において、前記屈曲部の屈曲形状の外側部に隣接する領域の内面に、所定長さにわたって管軸方向に延びる細長い側部スペーサを予め設置し、
前記更生管の製管が前記屈曲部を超えて前記真直部を進行する過程において、前記更生管を、前記側部スペーサにより規制することを特徴とする既設管更生方法。
続きを表示(約 490 文字)
【請求項2】
前記側部スペーサの前記更生管に対向する面は、前記既設管の内面からの高さが製管進行方向に向かって高くなる勾配を有することを特徴とする請求項1に記載の既設管更生方法。
【請求項3】
前記側部スペーサを周方向に離れて複数設置することを特徴とする請求項1に記載の既設管更生方法。
【請求項4】
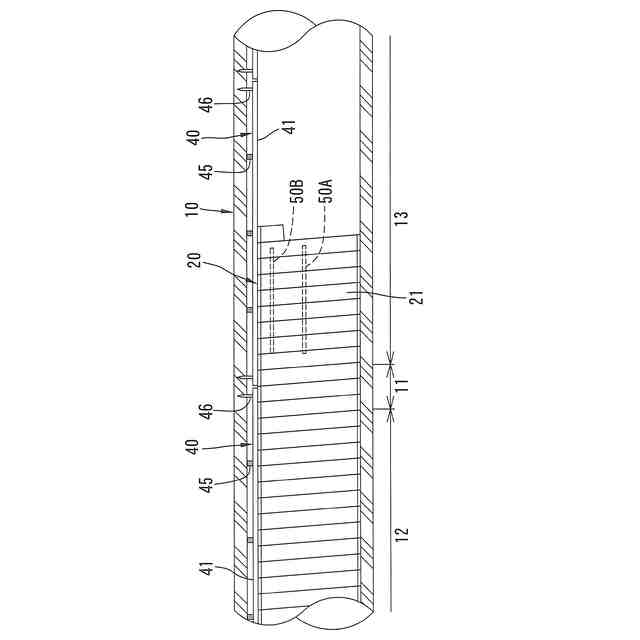
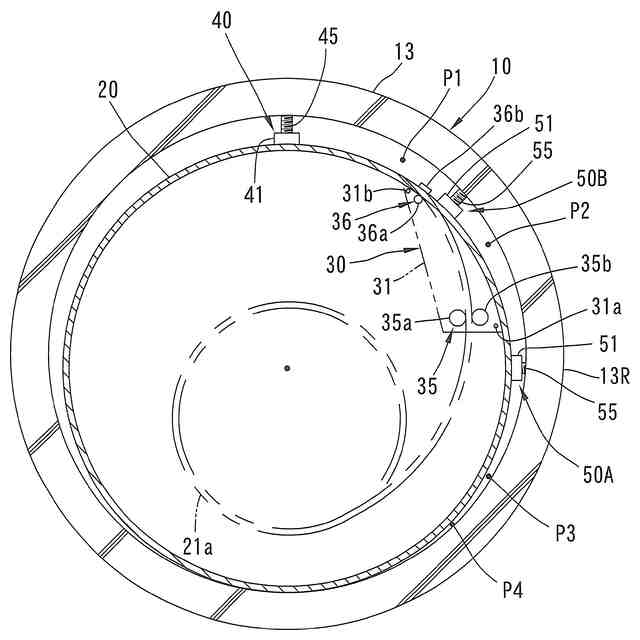
前記更生管の製管工程に先立ち、前記既設管の管頂又はその近傍部の内面に、管頂スペーサを設置し、
前記複数の側部スペーサは、前記既設管または前記更生管の真横部に設置された第1側部スペーサと、前記管頂スペーサと前記第1側部スペーサとの間の角度範囲において、前記管頂スペーサおよび前記第1側部スペーサから周方向に離れて設置された少なくとも1つの第2側部スペーサと、を含むことを特徴とする請求項3に記載の既設管更生方法。
【請求項5】
少なくとも前記第1側部スペーサの前記更生管に対向する面は、前記既設管の内面からの高さが製管進行方向に向かって高くなる勾配を有していることを特徴とする請求項4に記載の既設管更生方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、屈曲部を含む既設管を更生する方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
下水管などの老朽化した既設管を更生する方法として、例えば特許文献1に開示されている自走式の製管機を用い、既設管の内周に沿って帯状部材を螺旋状に巻回して製管することにより、螺旋管状の更生管を構築することは公知である。
【先行技術文献】
【特許文献】
【0003】
国際公開WO2018/043619
【発明の概要】
【発明が解決しようとする課題】
【0004】
既設管は、2つのマンホール間に設置されるが、その全長にわたって真っ直ぐとは限らず、屈曲部を含む場合がある。上記自走式の製管機を用いて更生管を製管する工程において、屈曲部の手前の真直部での製管が完了した後、屈曲部での製管の過程で、更生管が徐々に屈曲形状の外側に偏る。この偏りにより、更生管は、屈曲部より製管進行側の真直部おいて屈曲部の外側部に隣接する領域の内面に接し、真円形状を維持できずに変形する。この更生管の偏り、変形状態は、正常な製管状態(既設管に対して左右に偏らず真円形状を維持した状態)に回復するまで、当該真直部の菅軸方向に長く続く。
上記のように屈曲部より製管進行側の真直部において、更生管が屈曲形状の外側に偏るとともに変形して真円形状を保てない状態が長く続くと、更生管の製管完了後に更生管と既設管との間に裏込め材を充填する際に、更生管の左右に均等に充填できず、更生管のバックリング等を誘発する原因となる。
【課題を解決するための手段】
【0005】
本発明は前記課題を解決するためになされたもので、屈曲部を含む既設管の内周に沿って、帯状部材を螺旋状に巻回してなる更生管を製管する既設管更生方法であって、
前記既設管の前記屈曲部に連なり前記屈曲部より製管進行側の真直部において、前記屈曲部の屈曲形状の外側部に隣接する領域の内面に、所定長さにわたって管軸方向に延びる細長い側部スペーサを予め設置し、前記更生管の製管が前記屈曲部を超えて前記真直部を進行する過程において、前記更生管を、前記側部スペーサにより規制することを特徴とする。
この方法によれば、側部スペーサにより既設管の真直部での更生管の偏り・変形を矯正し、短い製管距離で、更生管を正常な製管状態に復帰させることができる。
【0006】
好ましくは、前記側部スペーサの前記更生管に対向する面は、前記既設管の内面からの高さが製管進行方向に向かって高くなる勾配を有する。この方法によれば、円滑に更生管を正常な製管状態に復帰させることができる。
【0007】
好ましくは、前記側部スペーサを周方向に離れて複数設置する。この方法によれば、更生管の偏り・変形をより効果的に抑制することができる。
【0008】
好ましくは、前記更生管の製管工程に先立ち、前記既設管の管頂又はその近傍部の内面に、管頂スペーサを設置し、前記複数の側部スペーサは、前記既設管または前記更生管の真横部に設置された第1側部スペーサと、前記管頂スペーサと前記第1側部スペーサとの間の角度範囲において、前記管頂スペーサおよび前記第1側部スペーサから周方向に離れて設置された少なくとも1つの第2側部スペーサと、を含む。
第1側部スペーサと管頂スペーサとの間の角度範囲では既設管と更生管の間の隙間が大きく、更生管はこの角度範囲において既設管に向かって偏る傾向があるが、この方法では、第2側部スペーサにより更生管が偏るのを確実に抑制することができる。
【0009】
好ましくは、少なくとも前記第1側部スペーサの前記更生管に対向する面は、前記既設管の内面からの高さが製管進行方向に向かって高くなる勾配を有している。
この方法によれば、真横に位置する第1側部スペーサの勾配により、効果的かつ円滑に更生管を正常な製管状態に復帰させることができる。
【発明の効果】
【0010】
本発明によれば、屈曲部を含む既設管の内周に螺旋管状の更生管を製管する場合に、特に屈曲部より製管進行側の真直部における更生管の偏りや変形を抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
1か月前
シーメット株式会社
光造形装置
15日前
東レ株式会社
プリプレグテープ
3か月前
CKD株式会社
型用台車
22日前
株式会社日本製鋼所
押出機
3か月前
個人
射出ミキシングノズル
3か月前
グンゼ株式会社
ピン
29日前
株式会社リコー
シート剥離装置
5か月前
株式会社FTS
成形装置
15日前
株式会社シロハチ
真空チャンバ
2か月前
東レ株式会社
一体化成形品の製造方法
5か月前
TOWA株式会社
成形型清掃用のブラシ
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社日本製鋼所
押出成形装置
3か月前
株式会社リコー
画像形成システム
1か月前
三菱自動車工業株式会社
予熱装置
3か月前
トヨタ自動車株式会社
3Dプリンタ
1か月前
日東工業株式会社
インサート成形機
1か月前
東レ株式会社
溶融押出装置および押出方法
1日前
株式会社リコー
シート処理システム
4か月前
個人
ノズルおよび熱風溶接機
2日前
株式会社リコー
シート処理システム
5か月前
株式会社ニフコ
樹脂製品の製造方法
2か月前
中川産業株式会社
防火板材の製造方法
1か月前
株式会社コスメック
磁気クランプ装置
3か月前
三菱ケミカル株式会社
複合物品の製造方法。
3か月前
株式会社日本製鋼所
射出成形機
2か月前
日本プラスト株式会社
嵌合構造
3か月前
株式会社日本製鋼所
射出成形機
1か月前
豊田鉄工株式会社
接合体及び接合方法
3か月前
トヨタ自動車株式会社
電池の製造方法
1か月前
株式会社FTS
ブローニードル
1か月前
三光合成株式会社
ガス排出供給構造体
3か月前
株式会社カネカ
再生アクリル樹脂の製造方法
2か月前
株式会社コスメック
磁気クランプ装置
1日前
東ソー株式会社
高純度薬品用容器の製造方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































