TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024166376
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2024161436,2020174189
出願日
2024-09-18,2020-10-15
発明の名称
二重容器の製造方法及び二重容器
出願人
キョーラク株式会社
代理人
SK弁理士法人
,
個人
,
個人
主分類
B29C
49/22 20060101AFI20241121BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ピンチオフ部が開裂する可能性を低減できる二重容器の製造方法及び二重容器を提供する。
【解決手段】本発明によれば、二重容器の製造方法であって、ブロー成形工程を備え、ブロー成形工程は、内プリフォームに外プリフォームを被せた状態で内プリフォームと外プリフォームを加熱して軟化させ、その状態で内プリフォーム内にエアーを吹き込むことによって行われ、内プリフォームは、ブロー成形体であり、ブロー成形工程は、外プリフォームの底部の延伸を抑制した状態で行われる、二重容器の製造方法が提供される。
【選択図】図1
特許請求の範囲
【請求項1】
二重容器の製造方法であって、
ブロー成形工程を備え、
前記ブロー成形工程は、内プリフォームに外プリフォームを被せた状態で前記内プリフォームと前記外プリフォームを加熱して軟化させ、その状態で前記内プリフォーム内にエアーを吹き込むことによって行われ、
前記内プリフォームは、ブロー成形体であり、
前記ブロー成形工程は、前記外プリフォームの底部の延伸を抑制した状態で行われる、方法。
続きを表示(約 970 文字)
【請求項2】
請求項1に記載の方法であって、
前記外プリフォームは、前記外プリフォームの底部の延伸を抑制する補強構造を備える、方法。
【請求項3】
請求項2に記載の方法であって、
前記補強構造は、前記外プリフォームの底部に設けられた環状凸部である、方法。
【請求項4】
請求項1~請求項3の何れか1つに記載の方法であって、
前記ブロー成形工程は、前記外プリフォームの底部を底部支持型で支持することによって前記底部の延伸を抑制した状態で行われる、方法。
【請求項5】
内袋と外殻を備える二重容器の製造方法であって、
ブロー成形工程を備え、
前記ブロー成形工程は、前記内袋となる部位と前記外殻となる部位を備えるプリフォームを加熱して軟化させ、その状態で前記プリフォーム内にエアーを吹き込むことによって行われ、
前記ブロー成形工程は、前記外殻となる部位の底部の延伸を抑制した状態で行われる、方法。
【請求項6】
請求項5に記載の方法であって、
前記外殻となる部位は、前記外殻となる部位の底部の延伸を抑制する補強構造を備える、方法。
【請求項7】
請求項6に記載の方法であって、
前記補強構造は、前記外殻となる部位の底部に設けられた環状凸部である、方法。
【請求項8】
請求項7に記載の方法であって、
前記環状凸部の内側の領域には、前記外殻に外気導入孔が配置されている、方法。
【請求項9】
請求項5~請求項8の何れか1つに記載の方法であって、
前記ブロー成形工程は、前記外殻となる部位の底部を底部支持型で支持することによって前記底部の延伸を抑制した状態で行われる、方法。
【請求項10】
外殻と内袋とを有し且つ前記内袋が収縮可能な容器本体を備える、二重容器であって、
前記容器本体は、前記内袋となる部位と前記外殻となる部位を備えるプリフォームをブロー成形することによって形成され、
前記ブロー成形は、前記外殻となる部位の底部の延伸を抑制した状態で行われる、二重容器。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、二重容器の製造方法及び二重容器に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
特許文献1には、内プリフォームと外プリフォームを重ねた状態でブロー成形することによって二重容器を製造する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
WO2004/071887
【発明の概要】
【発明が解決しようとする課題】
【0004】
内プリフォームがブロー成形体である場合、内プリフォームの底部には、パリソンを閉塞させた位置にピンチオフ部が形成される。ピンチオフ部は、強度が比較的弱いので、ブロー成形の際にピンチオフ部近傍の部位が勢いよく延伸されると、ピンチオフ部が開裂する虞がある。
【0005】
本発明はこのような事情に鑑みてなされたものであり、ピンチオフ部が開裂する可能性を低減できる二重容器の製造方法及び二重容器を提供するものである。
【課題を解決するための手段】
【0006】
[1]二重容器の製造方法であって、ブロー成形工程を備え、前記ブロー成形工程は、内プリフォームに外プリフォームを被せた状態で前記内プリフォームと前記外プリフォームを加熱して軟化させ、その状態で前記内プリフォーム内にエアーを吹き込むことによって行われ、前記内プリフォームは、ブロー成形体であり、前記ブロー成形工程は、前記外プリフォームの底部の延伸を抑制した状態で行われる、方法。
[2][1]に記載の方法であって、前記外プリフォームは、前記外プリフォームの底部の延伸を抑制する補強構造を備える、方法。
[3][2]に記載の方法であって、前記補強構造は、前記外プリフォームの底部に設けられた環状凸部である、方法。
[4][1]~[3]の何れか1つに記載の方法であって、前記ブロー成形工程は、前記外プリフォームの底部を底部支持型で支持することによって前記底部の延伸を抑制した状態で行われる、方法。
[5]内袋と外殻を備える二重容器の製造方法であって、ブロー成形工程を備え、前記ブロー成形工程は、前記内袋となる部位と前記外殻となる部位を備えるプリフォームを加熱して軟化させ、その状態で前記プリフォーム内にエアーを吹き込むことによって行われ、前記ブロー成形工程は、前記外殻となる部位の底部の延伸を抑制した状態で行われる、方法。
[6][5]に記載の方法であって、前記外殻となる部位は、前記外殻となる部位の底部の延伸を抑制する補強構造を備える、方法。
[7][6]に記載の方法であって、前記補強構造は、前記外殻となる部位の底部に設けられた環状凸部である、方法。
[8][7]に記載の方法であって、前記環状凸部の内側の領域には、前記外殻に外気導入孔が配置されている、方法。
[9][5]~[8]の何れか1つに記載の方法であって、前記ブロー成形工程は、前記外殻となる部位の底部を底部支持型で支持することによって前記底部の延伸を抑制した状態で行われる、方法。
[10]外殻と内袋とを有し且つ前記内袋が収縮可能な容器本体を備える、二重容器であって、前記容器本体は、前記内袋となる部位と前記外殻となる部位を備えるプリフォームをブロー成形することによって形成され、前記ブロー成形は、前記外殻となる部位の底部の延伸を抑制した状態で行われる、二重容器。
[11][10]に記載の二重容器であって、前記外殻となる部位は、前記外殻となる部位の底部の延伸を抑制する補強構造を備える、二重容器。
[12]外殻と内袋とを有し且つ前記内袋が収縮可能な容器本体を備える、二重容器であって、前記容器本体は、筒状の胴部と、前記胴部の下端に設けられた底部を備え、前記底部において前記外殻には環状凸部が設けられ、前記環状凸部の内側の領域には、前記外殻に外気導入孔が配置されている、二重容器。
【0007】
本発明によれば、二重容器の製造方法であって、ブロー成形工程を備え、ブロー成形工程は、内プリフォームに外プリフォームを被せた状態で内プリフォームと外プリフォームを加熱して軟化させ、その状態で内プリフォーム内にエアーを吹き込むことによって行われ、内プリフォームは、ブロー成形体であり、ブロー成形工程は、外プリフォームの底部の延伸を抑制した状態で行われる、二重容器の製造方法及び二重容器が提供される。
【0008】
本発明者が鋭意検討を行ったところ、上記の課題は、外プリフォームの底部の延伸を抑制した状態で、プリフォームを膨張させることによって解決することができることを見出した。ピンチオフ部は、外プリフォームの底部に対向する位置に配置されるので、底部の延伸が抑制されると、ピンチオフ部近傍の部位の延伸も抑制され、上記課題が解決される。
【0009】
以下、本発明の種々の実施形態を例示する。以下に示す実施形態は互いに組み合わせ可能である。
好ましくは、前記記載の二重容器であって、前記スペーサーは、前記外殻又は前記内袋に設けられた突起である、二重容器である。
好ましくは、前記記載の二重容器であって、前記スペーサーは、放射状に配置される、二重容器である。
好ましくは、前記記載の二重容器であって、前記スペーサーは、間欠円を構成するように配置される、二重容器である。
好ましくは、前記記載の二重容器であって、前記容器本体は、前記内袋となる内プリフォームに、前記外殻となる外プリフォームを被せた状態で、前記内プリフォームと前記外プリフォームを加熱してブロー成形することによって形成される、二重容器である。
好ましくは、前記記載の二重容器であって、前記内プリフォームは、前記内プリフォームの底部に位置決めピンを備え、前記外プリフォームは、前記外プリフォームの底部に位置決め孔を備え、前記ブロー成形は、前記位置決めピンを前記位置決め孔に挿入した状態で行う、二重容器である。
【図面の簡単な説明】
【0010】
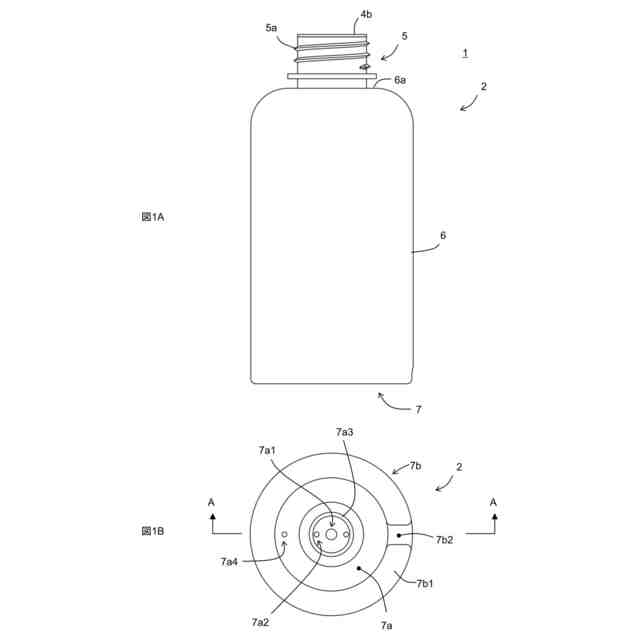
本発明の第1実施形態の二重容器1の容器本体2を示し、図1Aは正面図であり、図1Bは底面図である。
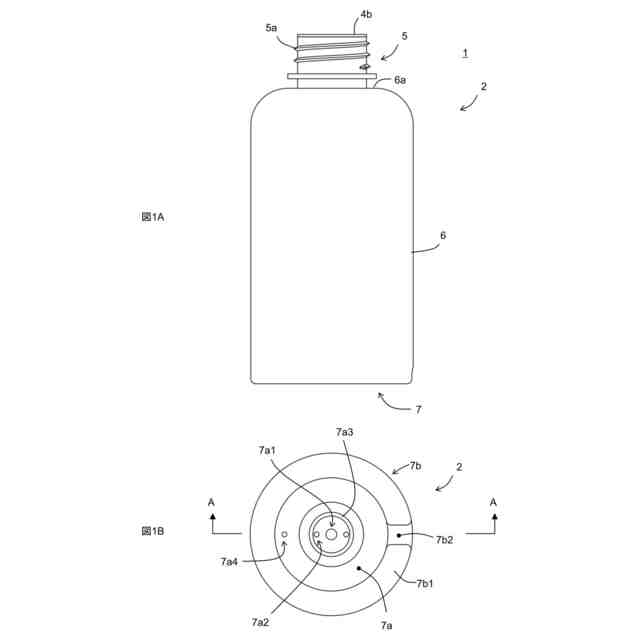
図2Aは、図1の容器本体2を底部7側から見た斜視図であり、図2Bは、外殻3の底部7近傍を、容器の内側から見た断面斜視図である。
図3Aは、図1B中のA-A断面図であり、図3Bは、図3A中のB-B断面図である。
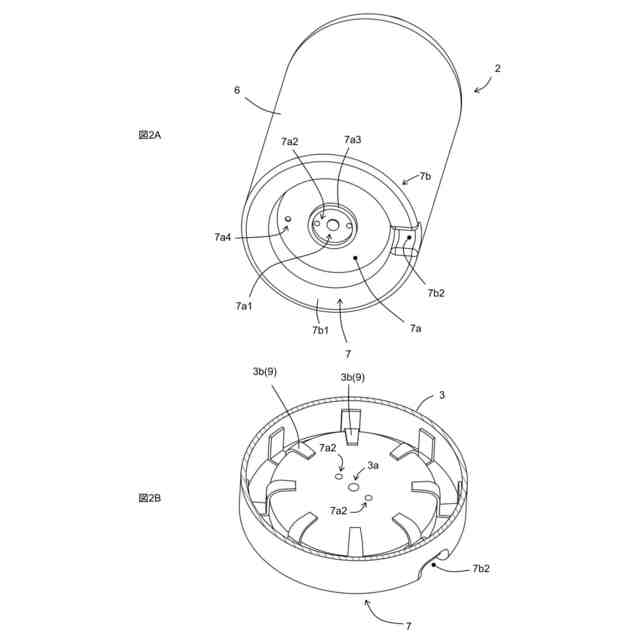
内プリフォーム14及び外プリフォーム13が分離されている状態を示す斜視図である。
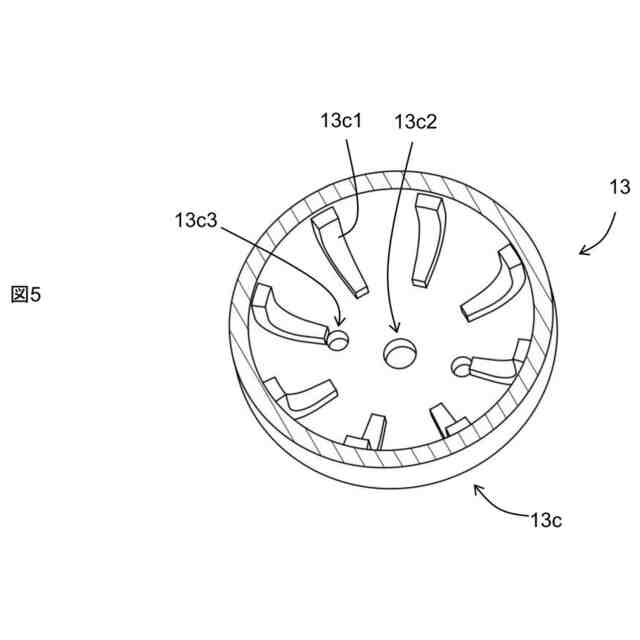
図4の外プリフォーム13の底部13c近傍を、外プリフォーム13の内側から見た断面斜視図である。
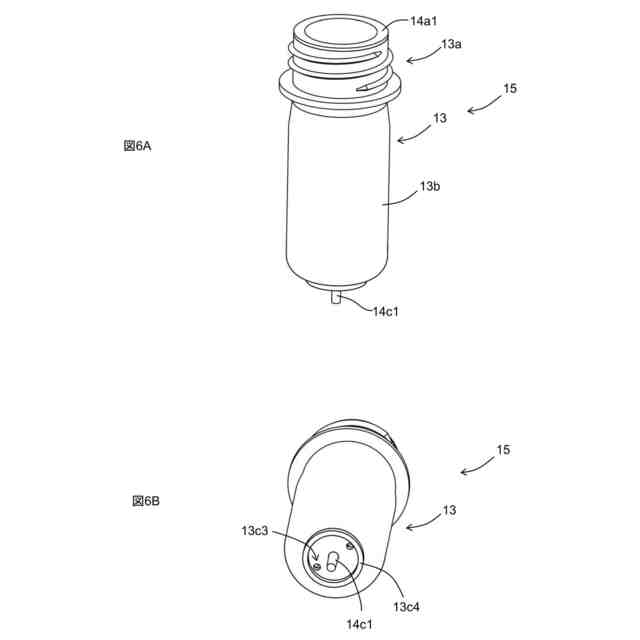
図6Aは、内プリフォーム14に外プリフォーム13を被せることによって構成されたアセンブリ15の斜視図であり、図6Bは、図6Aを別の角度から見た斜視図である。
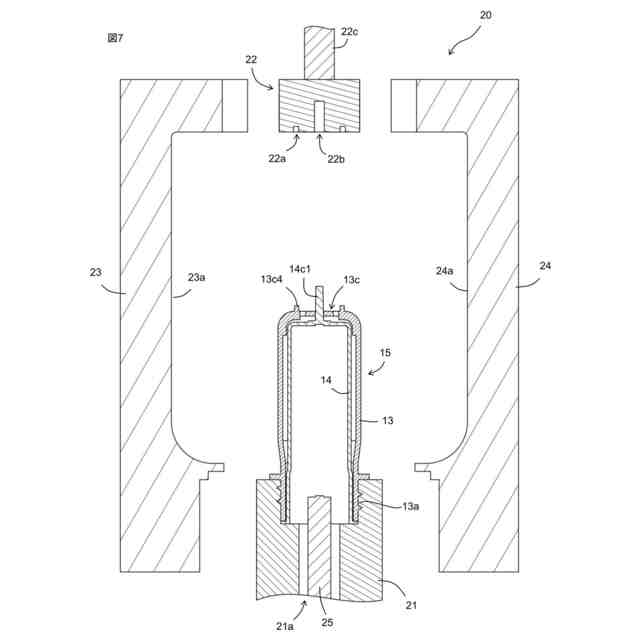
二軸延伸ブロー成形工程を示し、口部支持型21にアセンブリ15を装着した状態を示す断面図である。
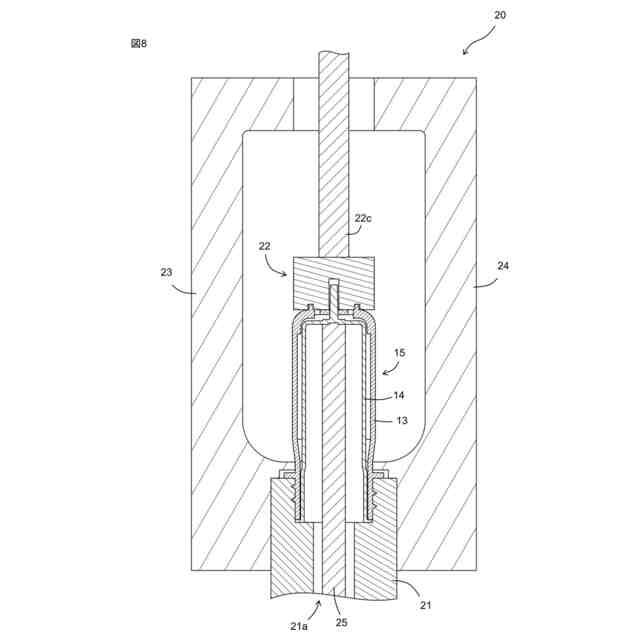
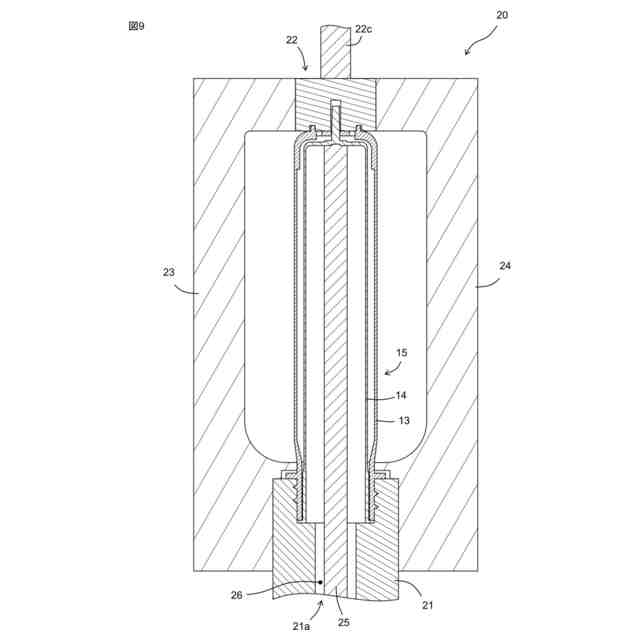
図7の状態から、成形型23,24を閉じ、底部支持型22が外プリフォーム13の底部13cを支持した後の状態を示す断面図である。
図8の状態から、支持棒25を伸長させると共に底部支持型22を後退させてアセンブリ15を縦延伸させた後の状態を示す断面図である。
間欠円状の突起13c1を有する外プリフォーム13を示す、図5に対応する断面斜視図である。
底部14cに放射状の突起14c2が設けられた構成の内プリフォーム14を示す斜視図である。
底部14cに間欠円状の突起14c2が設けられた構成の内プリフォーム14を示す斜視図である。
変形例の内プリフォーム14の底部14g近傍の拡大図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
5日前
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
2か月前
個人
射出ミキシングノズル
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
帝人株式会社
成形体の製造方法
5か月前
株式会社シロハチ
真空チャンバ
1か月前
株式会社リコー
シート剥離装置
3か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
小林工業株式会社
振動溶着機
5か月前
株式会社リコー
シート処理システム
3か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社リコー
シート処理システム
3か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形方法
6か月前
トヨタ自動車株式会社
真空成形装置
7か月前
株式会社日本製鋼所
射出成形機
5か月前
株式会社イクスフロー
成形装置
7か月前
三光合成株式会社
ガス排出供給構造体
1か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
日本プラスト株式会社
嵌合構造
2か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社FTS
ブローニードル
5日前
株式会社コスメック
磁気クランプ装置
2か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
株式会社スリーエス
光造形装置
6か月前
株式会社日本製鋼所
射出成形機
25日前
ヒロホー株式会社
搬送容器の製造方法
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































