TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024166310
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2024156554,2022541546
出願日
2024-09-10,2021-08-02
発明の名称
金型ユニットおよびブロー成形装置
出願人
日精エー・エス・ビー機械株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
49/64 20060101AFI20241121BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】外層、内層の順で複数段階の射出成形を行ってプリフォームを成形するとともに、ホットパリソン式のブロー成形法を適用して樹脂製容器を製造する製造方法で適用される金型ユニットを提供する。
【解決手段】ホットパリソン式の樹脂製容器の製造方法に適用され、射出成形金型から離型された保有熱を有する有底形状の樹脂製のプリフォームを収容し、プリフォームを冷却するための金型ユニットは、プリフォームの内部形状に対応する外形を有し、プリフォームの内部に挿入可能なコア金型と、プリフォームを収容し、プリフォームの温度を調整するキャビティ型と、プリフォームの底部に臨む可動部材と、を備える。金型ユニットは、コア金型または可動部材のいずれかに、プリフォームの底部を貫通する開口を形成する穿孔部を有する。
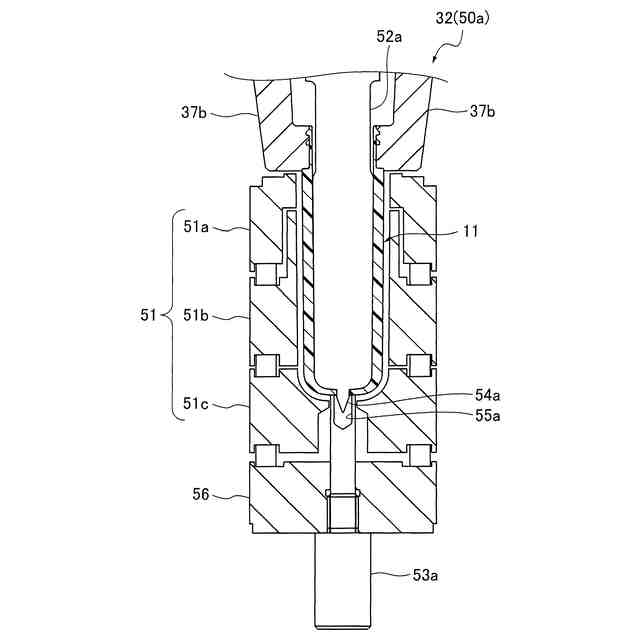
【選択図】図5
特許請求の範囲
【請求項1】
ホットパリソン式の樹脂製容器の製造方法に適用され、射出成形金型から離型された保有熱を有する有底形状の樹脂製のプリフォームを収容し、前記プリフォームを冷却するための金型ユニットであって、
前記プリフォームの内部形状に対応する外形を有し、前記プリフォームの内部に挿入可能なコア金型と、
前記プリフォームを収容し、前記プリフォームの温度を調整するキャビティ型と、
前記プリフォームの底部に臨む可動部材と、を備え、
前記コア金型または前記可動部材のいずれかに、前記プリフォームの底部を貫通する開口を形成する穿孔部を有する
金型ユニット。
続きを表示(約 490 文字)
【請求項2】
前記穿孔部は、前記コア金型の先端から前記プリフォームの軸方向に突出して形成され、
前記可動部材は、前記穿孔部を受ける凹部を有する
請求項1に記載の金型ユニット。
【請求項3】
前記穿孔部は、前記コア金型の軸方向に突出して前記可動部材に形成され、
前記コア金型は、前記穿孔部を受ける凹部を有する
請求項1に記載の金型ユニット。
【請求項4】
有底筒状のプリフォームの第1層を、第1の樹脂材料で射出成形する第1射出成形部と、
請求項1から請求項3のいずれか一項に記載の金型ユニットを有し、前記第1射出成形部で製造された前記第1層の温度調整を行うとともに、前記第1層の底部に開口部を形成する温度調整部と、
前記開口部から前記第1層の内周側に第2の樹脂材料を射出し、前記第1層の内周に第2層を積層する第2射出成形部と、
前記第2射出成形部で得られた多層のプリフォームを、射出成形時の保有熱を有する状態でブロー成形して樹脂製容器を製造するブロー成形部と、を備える
ブロー成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂製容器の製造に適用される金型ユニットおよびブロー成形装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から樹脂製容器は様々な用途に適用されており、複数の樹脂層を有する樹脂製容器も種々実用化されている。例えば、内層および外層の二層構造を有し、内容物の排出に応じて内層が外層から剥離してゆく樹脂製の剥離容器が知られている。この種の剥離容器は、デラミボトルまたはエアレスボトルとも称され、例えば醤油などの調味液や化粧品の化粧液、シャンプーやハンドソープなどの液状洗剤、消毒・殺菌などで用いられる液状薬剤の容器に利用されている。
現状、この種の剥離容器の製造では、押出ブロー方式の利用が一般的であって、延伸ブロー方式の利用は少ない(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第5267901号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
例えば、剥離容器の外観、寸法精度、物性強度などの向上や、無駄な材料の抑制による環境負荷の低減の観点から、剥離容器の製造において、射出成形工程からブロー成形工程までを連続して行う1ステージのホットパリソン式のブロー成形法を適用することが検討されている。
【0005】
しかしながら、剥離容器は、水分バリア性やガスバリア性などの機能面、耐座屈性(耐荷重性)や耐衝撃性(落下強度)などの物性面、外観デザイン面といった要望に全て応えるよう設計すると、外層用の樹脂材料の融点が内層用の樹脂材料の融点より高く設定される場合がある。二層構造のプリフォームを成形する射出成形工程において、内層を形成した後に高温の外層の樹脂材料を充填すると、外層の樹脂材料に接触した内層の表面が溶融して熱変形してしまう。このため、ホットパリソン式のブロー成形法を適用して剥離容器を製造すること自体が極めて困難である。
【0006】
そこで、本発明はこのような課題に鑑みてなされたものであり、外層、内層の順で複数段階の射出成形を行ってプリフォームを成形するとともに、ホットパリソン式のブロー成形法を適用して樹脂製容器を製造する製造方法で適用される金型ユニットを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一態様の金型ユニットは、ホットパリソン式の樹脂製容器の製造方法に適用され、射出成形金型から離型された保有熱を有する有底形状の樹脂製のプリフォームを収容し、プリフォームを冷却するための金型ユニットであって、プリフォームの内部形状に対応する外形を有し、プリフォームの内部に挿入可能なコア金型と、プリフォームを収容し、プリフォームの温度を調整するキャビティ型と、プリフォームの底部に臨む可動部材と、を備える。金型ユニットは、コア金型または可動部材のいずれかに、プリフォームの底部を貫通する開口を形成する穿孔部を有する。
【発明の効果】
【0008】
本発明の一態様によれば、外層、内層の順で複数段階の射出成形を行ってプリフォームを成形するとともに、ホットパリソン式のブロー成形法を適用して樹脂製容器を製造する製造方法で適用される金型ユニットが提供される。
【図面の簡単な説明】
【0009】
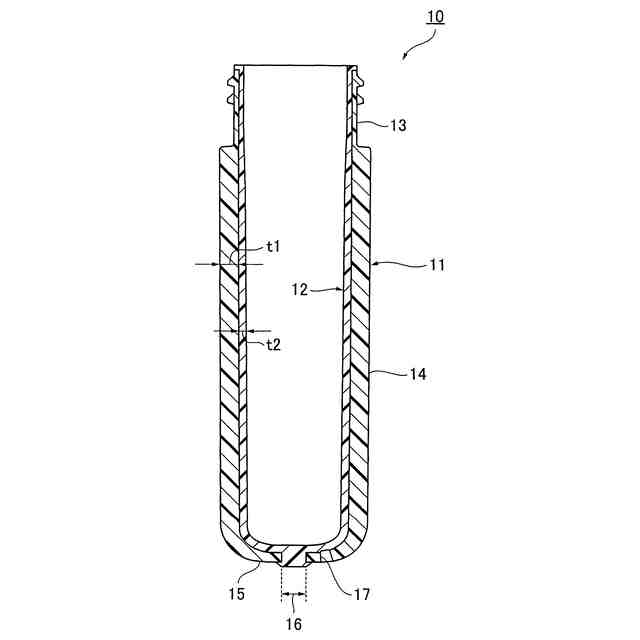
本実施形態の多層構造のプリフォームの縦断面図である。
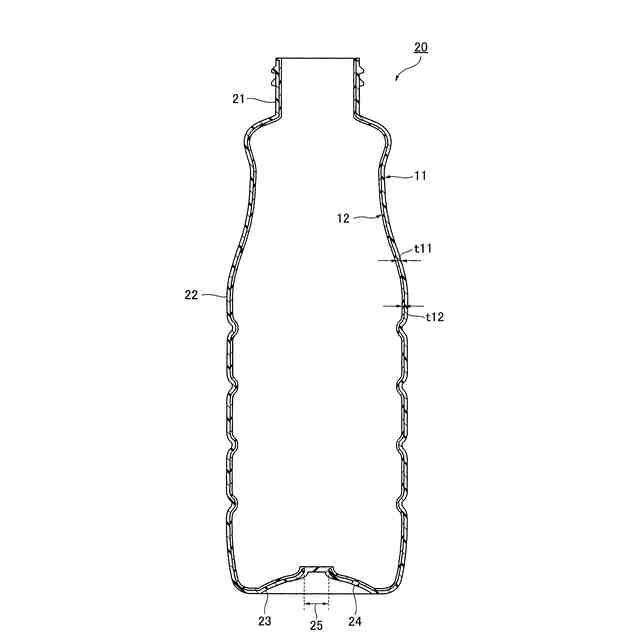
本実施形態の樹脂製容器の例を示す図である。
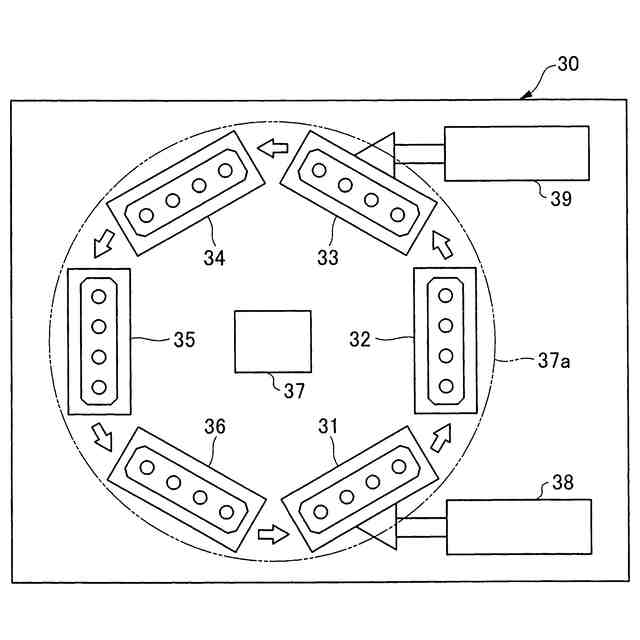
本実施形態のブロー成形装置の構成を模式的に示す図である。
第1射出成形部の構成例を示す図である。
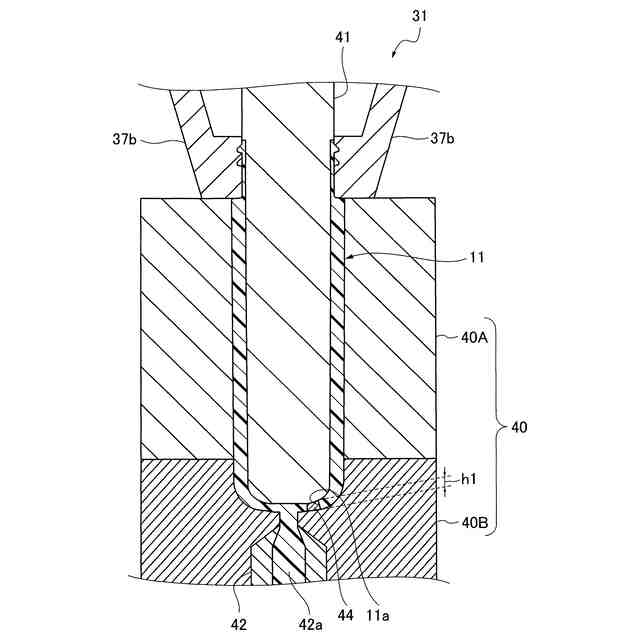
第1温度調整部の第1例の金型ユニットを示す図である。
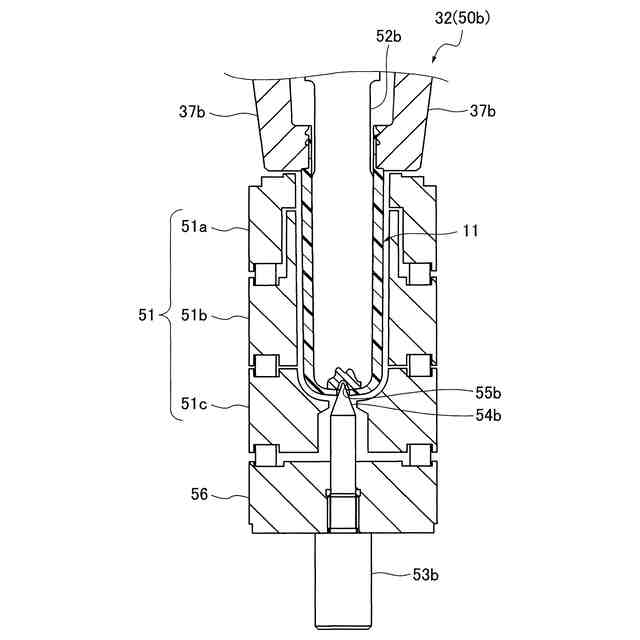
第1温度調整部の第2例の金型ユニットを示す図である。
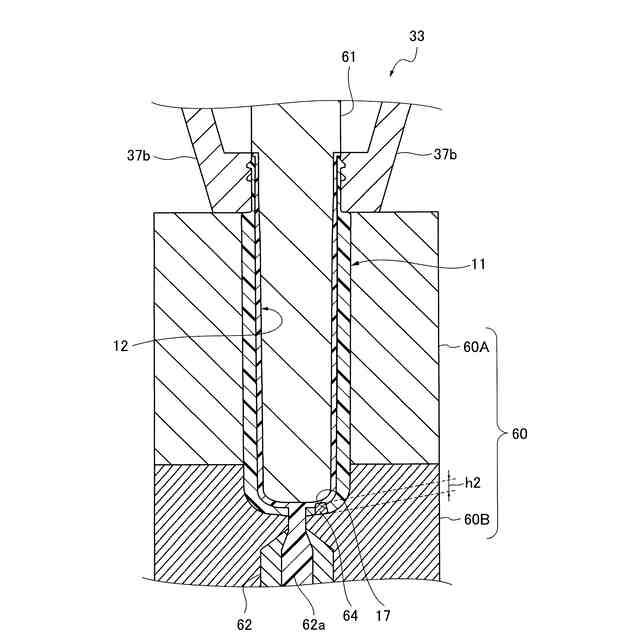
第2射出成形部の構成例を示す図である。
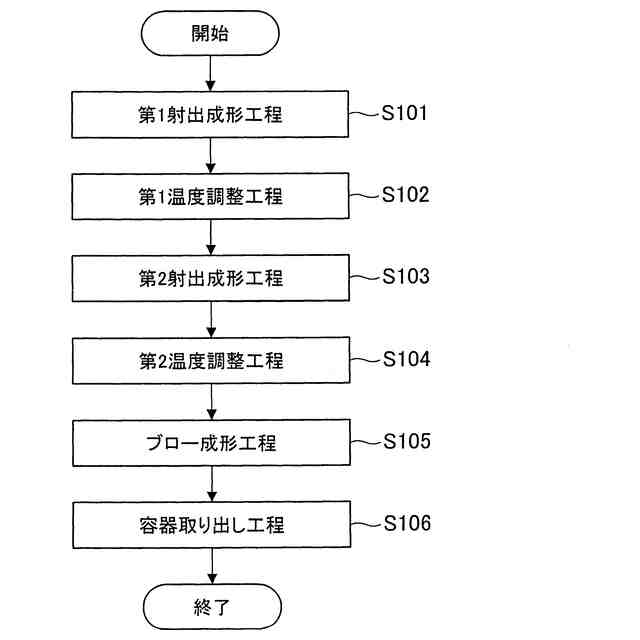
容器の製造方法の工程を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について図面を参照して説明する。以下の実施形態では、多層構造のプリフォームを用いたホットパリソン式のブロー成形法による容器の製造例として、剥離容器を製造する場合について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
5日前
津田駒工業株式会社
連続成形機
9か月前
東レ株式会社
プリプレグテープ
2か月前
個人
射出ミキシングノズル
1か月前
株式会社日本製鋼所
押出機
2か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
1か月前
帝人株式会社
成形体の製造方法
5か月前
東レ株式会社
一体化成形品の製造方法
3か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
グンゼ株式会社
印刷層の除去方法
10か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社リコー
シート処理システム
3か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形方法
6か月前
トヨタ自動車株式会社
真空成形装置
7か月前
株式会社リコー
シート処理システム
3か月前
小林工業株式会社
振動溶着機
5か月前
株式会社城北精工所
押出成形用ダイ
8か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社コスメック
磁気クランプ装置
2か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
株式会社日本製鋼所
射出成形機
25日前
NISSHA株式会社
加飾成形品の製造方法
7か月前
株式会社スリーエス
光造形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社イクスフロー
成形装置
7か月前
株式会社FTS
ブローニードル
5日前
三光合成株式会社
ガス排出供給構造体
1か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































