TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024165663
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082033
出願日
2023-05-18
発明の名称
構造体及びその製造方法
出願人
SOLIZE株式会社
代理人
個人
主分類
B29C
64/393 20170101AFI20241121BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】軸部のガタつきの少ない構造体を提供する。
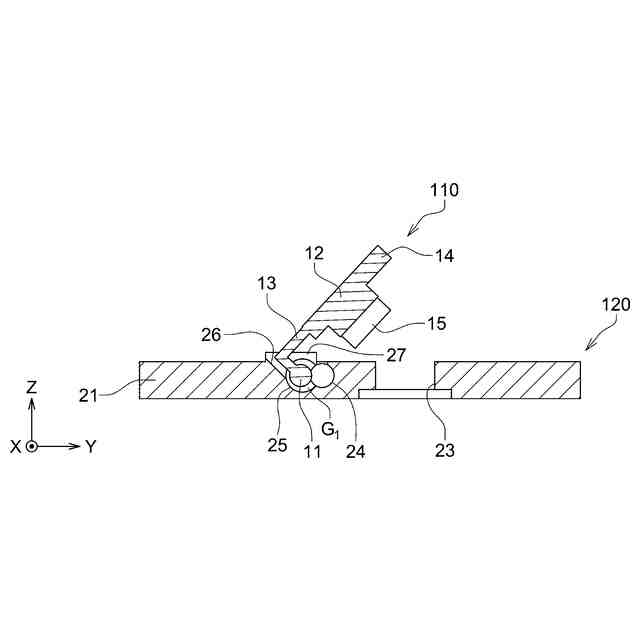
【解決手段】構造体1は、軸部11を有する第1の積層造形部材10と、第1の積層造形部材10の軸部11を受ける実用軸受部24と、実用軸受部24に接続される造形用軸受部25とを含む第2の積層造形部材20とを備える。第2の積層造形部材20の造形用軸受部25は、第1の積層造形部材10の軸部11の外面と第2の積層造形部材20の造形用軸受部25の内面との間に、軸部11と造形用軸受部25とを同一の積層面で連続的に造形するのに必要な間隙G
1
を形成可能とする溝により構成される。
【選択図】図8A
特許請求の範囲
【請求項1】
軸部を有する第1の積層造形部材と、
前記第1の積層造形部材の前記軸部を受ける実用軸受部と、前記実用軸受部に接続される造形用軸受部とを含む第2の積層造形部材と
を備え、
前記第2の積層造形部材の前記造形用軸受部は、前記第1の積層造形部材の前記軸部の外面と前記第2の積層造形部材の前記造形用軸受部の内面との間に、前記軸部と前記造形用軸受部とを同一の積層面で連続的に造形するのに必要な間隙を形成可能とする溝により構成される、
構造体。
続きを表示(約 690 文字)
【請求項2】
前記第2の積層造形部材は、前記第1の積層造形部材の前記軸部が前記造形用軸受部の前記溝から離脱することを防止する離脱防止部を有する、請求項1に記載の構造体。
【請求項3】
前記第1の積層造形部材の前記軸部は、前記第2の積層造形部材の前記実用軸受部内で軸方向に移動するように構成される、請求項1に記載の構造体。
【請求項4】
請求項1から3のいずれか一項に記載の構造体を含む、回転機構。
【請求項5】
請求項1から3のいずれか一項に記載の構造体を含む、固定機構。
【請求項6】
軸部を有する第1の部材と、実用軸受部と前記実用軸受部に接続される造形用軸受部とを含む第2の部材とを含む複数の部材を積層造形する積層造形工程と、
前記積層造形工程の後に、前記複数の部材を相対的に移動して構造体を形成する部材移動工程と
を含み、
前記積層造形工程は、
前記第1の部材の前記軸部と前記第2の部材の前記造形用軸受部とを同一の積層面で連続的に積層造形する同一積層面造形工程
を含み、
前記同一積層面造形工程においては、前記第1の部材の前記軸部の外面と前記第2の部材の前記造形用軸受部の内面との間に、前記軸部と前記造形用軸受部の積層造形に必要な間隙が形成されるような収容空間を形成し、
前記部材移動工程は、
前記第1の部材の前記軸部を前記第2の部材の前記造形用軸受部から前記実用軸受部に移動する移動工程
を含む、
構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、構造体及びその製造方法に係り、特に軸を有する部材とこの軸を受ける軸受部を有する部材とを含む構造体に関するものである。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
従来から3Dプリンタにより材料を1層ずつ積み重ねて立体構造物を造形する積層造形法が知られている。このような積層造形法は、軸を有する部材(軸部材)とこの軸を受ける軸受部を有する部材(軸受部材)とを含む構造体を作製する際にも用いられている(例えば、特許文献1参照)。このような構造体を積層造形法により作製する場合には、造形中に軸部材と軸受部材とが癒着してしまわないように軸部材と軸受部材との間に十分な間隙を確保する必要がある。この結果、作製された軸部材と軸受部材との間にも間隙が形成されることになり、作製された構造体において軸部材のガタつきが生じやすくなってしまう。
【先行技術文献】
【特許文献】
【0003】
特開2018-12981号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、このような従来技術の問題点に鑑みてなされたもので、軸部のガタつきの少ない構造体及びそのような構造体を簡単に製造することができる方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の第1の態様によれば、軸部のガタつきの少ない構造体及びそのような構造体が提供される。この構造体は、軸部を有する第1の積層造形部材と、上記第1の積層造形部材の上記軸部を受ける実用軸受部と、上記実用軸受部に接続される造形用軸受部とを含む第2の積層造形部材とを備える。上記第2の積層造形部材の上記造形用軸受部は、上記第1の積層造形部材の上記軸部の外面と上記第2の積層造形部材の上記造形用軸受部の内面との間に、上記軸部と上記造形用軸受部とを同一の積層面で連続的に造形するのに必要な間隙を形成可能とする溝により構成される。
【0006】
本発明の第2の態様によれば、軸部のガタつきの少ない構造体を簡単に製造することができる方法が提供される。この方法は、軸部を有する第1の部材と、実用軸受部と上記実用軸受部に接続される造形用軸受部とを含む第2の部材とを含む複数の部材を積層造形する積層造形工程と、上記積層造形工程の後に、上記複数の部材を相対的に移動して構造体を形成する部材移動工程とを含む。上記積層造形工程は、上記第1の部材の上記軸部と上記第2の部材の上記造形用軸受部とを同一の積層面で連続的に積層造形する同一積層面造形工程を含む。上記同一積層面造形工程においては、上記第1の部材の上記軸部の外面と上記第2の部材の上記造形用軸受部の内面との間に、上記軸部と上記造形用軸受部の積層造形に必要な間隙が形成されるような収容空間を形成する。上記部材移動工程は、上記第1の部材の上記軸部を上記第2の部材の上記造形用軸受部から上記実用軸受部に移動する移動工程を含む。
【図面の簡単な説明】
【0007】
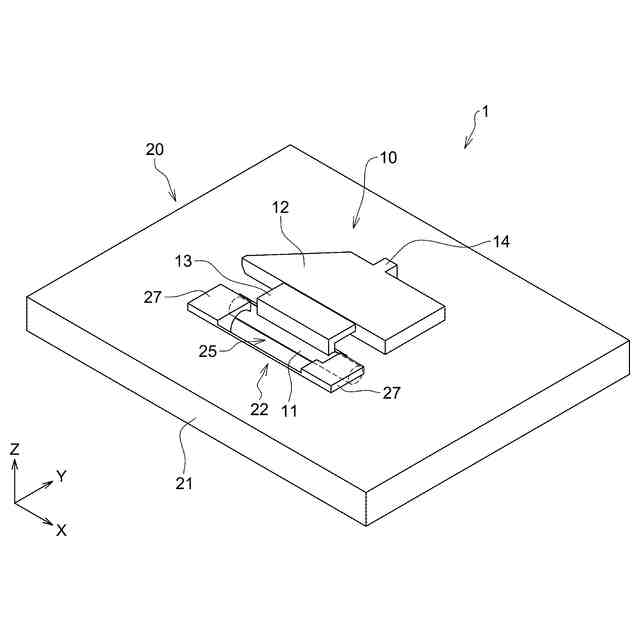
図1は、本発明の一実施形態における構造体を示す斜視図である。
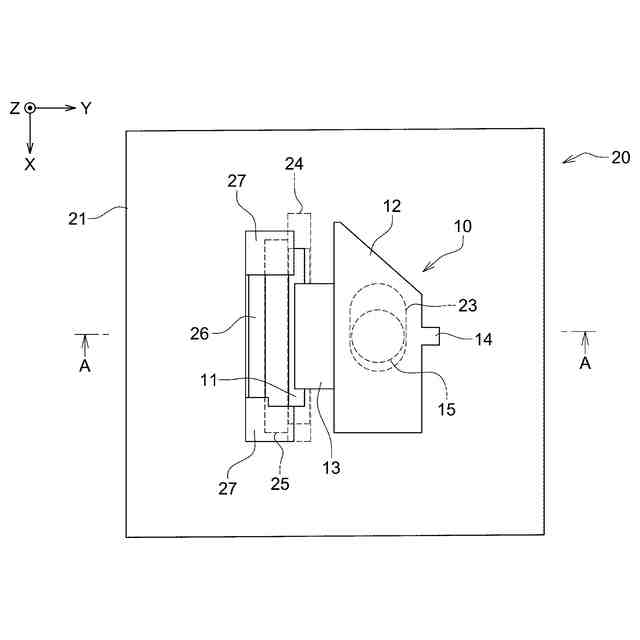
図2は、図1に示す構造体の平面図である。
図3は、図2のA-A線断面図である。
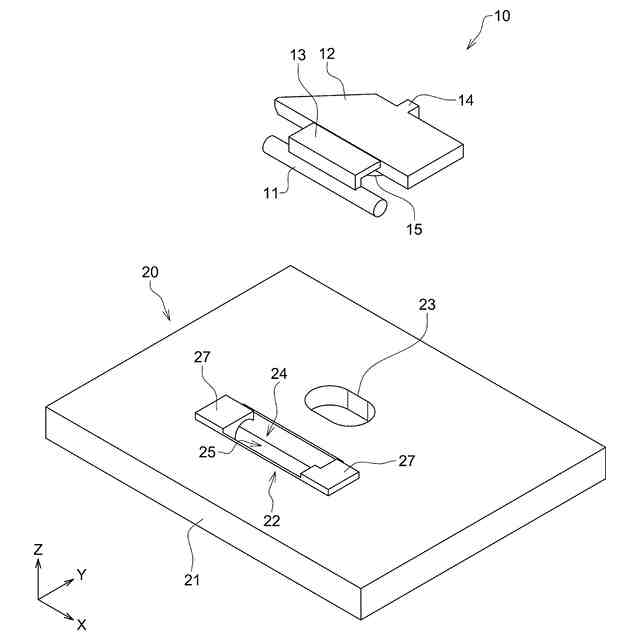
図4は、図1に示す構造体の分解斜視図である。
図5Aは、図4に示す構造体における第1の積層造形部材を示す平面図である。
図5Bは、図5Aに示す第1の積層造形部材の左側面図である。
図5Cは、図5Aに示す第1の積層造形部材の正面図である。
図5Dは、図5Aに示す第1の積層造形部材の底面図である。
図6Aは、図4に示す構造体における第2の積層造形部材を示す平面図である。
図6Bは、図6AのA-A線断面図である。
図6Cは、図6BのB-B線断面図である。
図7は、図1に示す構造体を製造する方法を説明する斜視図である。
図8Aは、図1に示す構造体を製造するための積層造形工程を示す模式的断面図である。
図8Bは、図1に示す構造体を製造するための部材移動工程を示す模式的断面図である。
図8Cは、図1に示す構造体を製造するための部材移動工程を示す模式的断面図である。
【発明を実施するための形態】
【0008】
以下、本発明に係る構造体及びその製造方法の実施形態について図1から図8Cを参照して詳細に説明する。図1から図8Cにおいて、同一又は相当する構成要素には、同一の符号を付して重複した説明を省略する。また、図1から図8Cにおいては、各構成要素の縮尺や寸法が誇張されて示されている場合や一部の構成要素が省略されている場合がある。以下の説明では、特に言及がない場合には、「第1」や「第2」などの用語は、構成要素を互いに区別するために使用されているだけであり、特定の順位や順番を表すものではない。
【0009】
図1は、本発明の一実施形態における構造体1を示す斜視図、図2は平面図、図3は図2のA-A線断面図、図4は分解斜視図である。図1から図4に示すように、この構造体1は、第1の積層造形部材10と第2の積層造形部材20とを含んでいる。これらの積層造形部材10,20は、後述するように3Dプリンタを用いた積層造形法によって製造されるものである。本実施形態における構造体1は、第1の積層造形部材10をX方向に移動させることでオンオフの切替を行うことができるスライドスイッチ機構であるものとして説明するが、本発明は、このようなスライドスイッチ機構に限らず、軸とこの軸を受ける軸受とを含む任意の構造体に適用できるものである。
【0010】
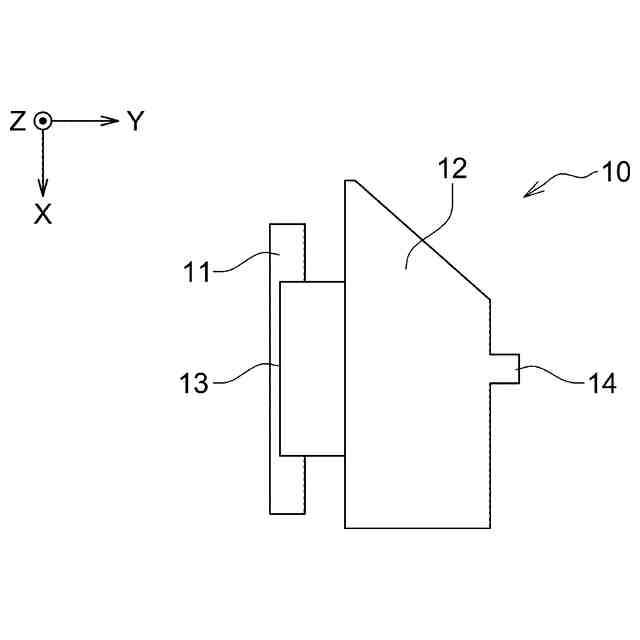
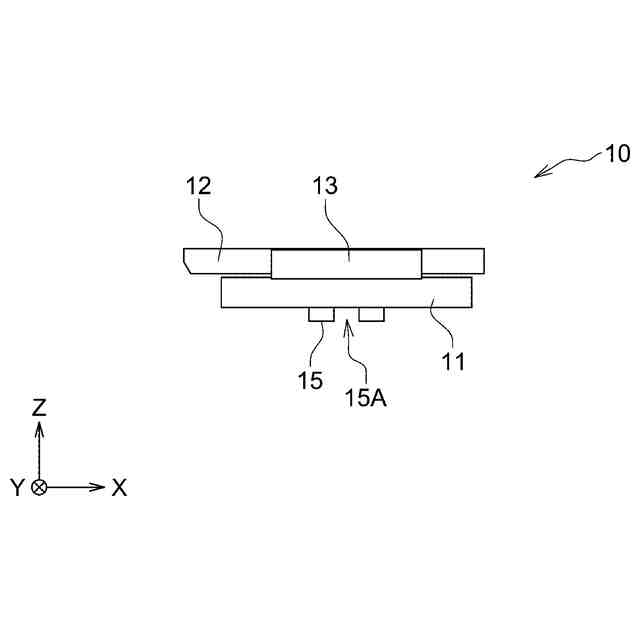
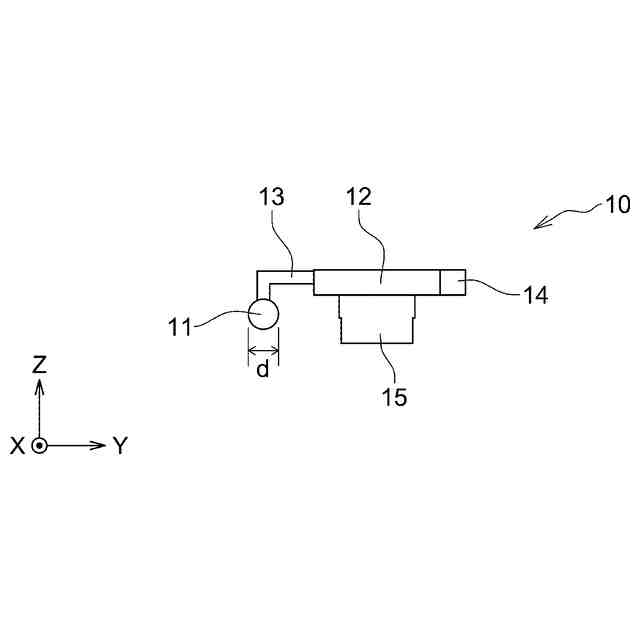
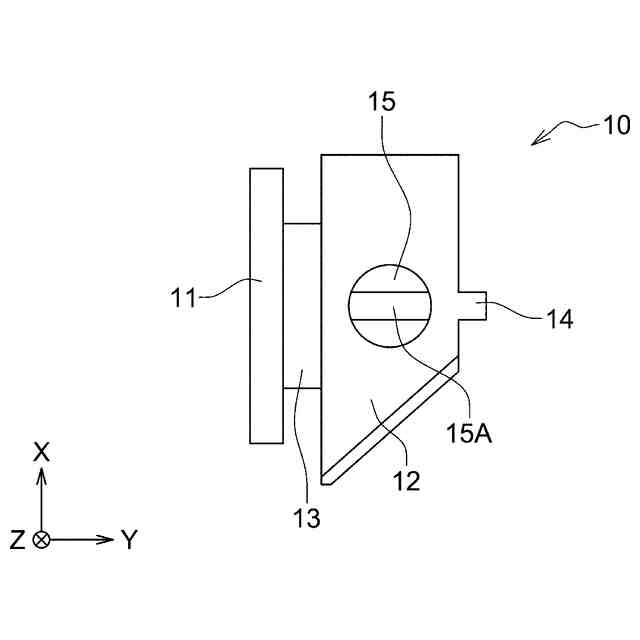
図5Aは第1の積層造形部材10を示す平面図、図5Bは左側面図、図5Cは正面図、図5Dは底面図である。図5Aから図5Dに示すように、第1の積層造形部材10は、X方向に延びる円柱状の軸部11と、XY平面に沿って延びる台形状板部12と、台形状板部12と軸部11とを接続する接続部13と、台形状板部12からY方向に突出する矩形突起14と、台形状板部12から-Z方向に延びる筒状突起15とを有している。筒状突起15の-Z方向の端面には、Y方向に延びる溝15Aが形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
7か月前
シーメット株式会社
光造形装置
1か月前
東レ株式会社
プリプレグテープ
4か月前
CKD株式会社
型用台車
1か月前
グンゼ株式会社
ピン
1か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
3か月前
株式会社FTS
ロッド
12日前
個人
樹脂可塑化方法及び装置
19日前
東レ株式会社
一体化成形品の製造方法
5か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社リコー
シート剥離装置
6か月前
株式会社FTS
成形装置
1か月前
株式会社シロハチ
真空チャンバ
3か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社FTS
セパレータ
6日前
株式会社リコー
画像形成システム
2か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
株式会社日本製鋼所
押出成形装置
4か月前
KTX株式会社
シェル型の作製方法
7か月前
個人
ノズルおよび熱風溶接機
28日前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
27日前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
トヨタ自動車株式会社
真空成形装置
9か月前
トヨタ自動車株式会社
真空成形方法
8か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
小林工業株式会社
振動溶着機
7か月前
株式会社リコー
シート処理システム
5か月前
株式会社FTS
ブローニードル
2か月前
東レ株式会社
二軸配向ポリエステルフィルム
7か月前
東ソー株式会社
高純度薬品用容器の製造方法
7か月前
株式会社イクスフロー
成形装置
10か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































