TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024162754
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023078620
出願日
2023-05-11
発明の名称
拡張製管工法における拘束弱化用ワイヤの接続方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20241114BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】拡張製管工法の施工中、拘束弱化用ワイヤを接続する場合、ワイヤ接続部が雌雄の嵌合部どうしの凹凸嵌合の妨げになったり拘束弱化の妨げになったりするのを防止する、拘束弱化用ワイヤ接続方法を提供する。
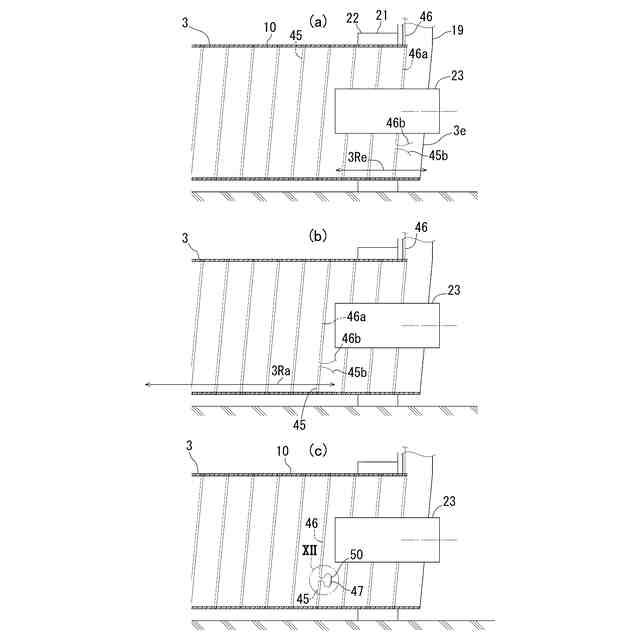
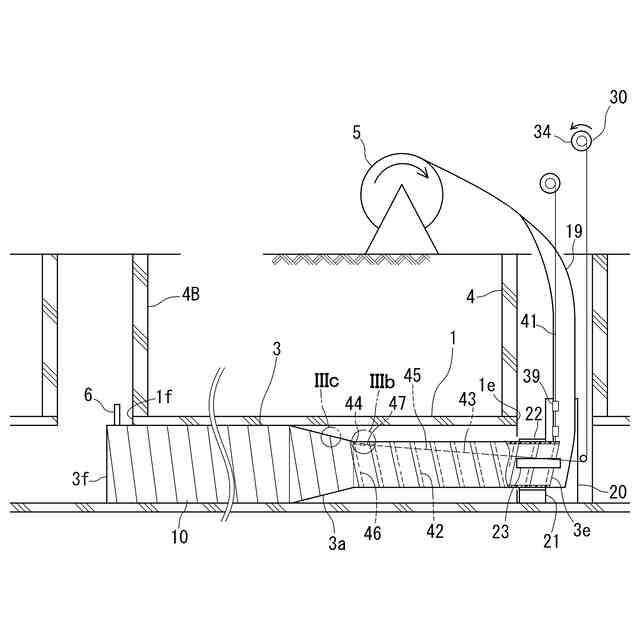
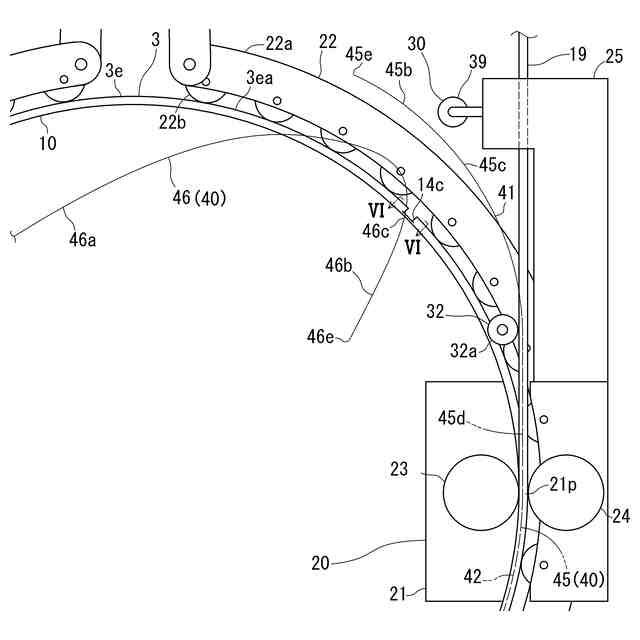
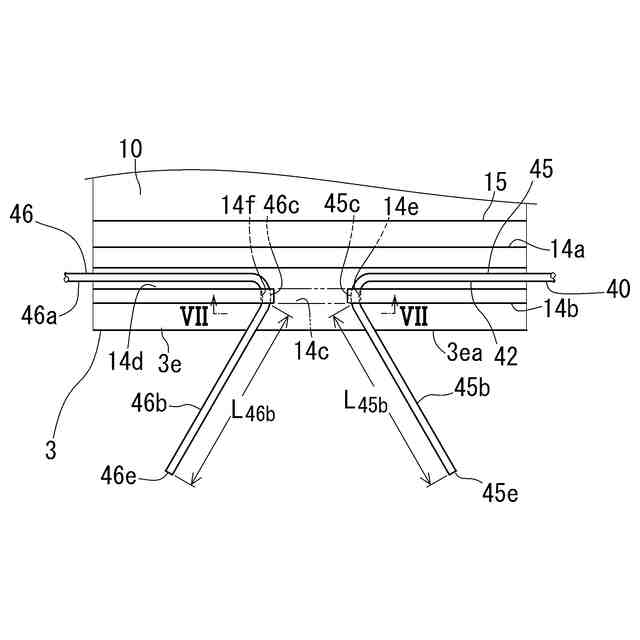
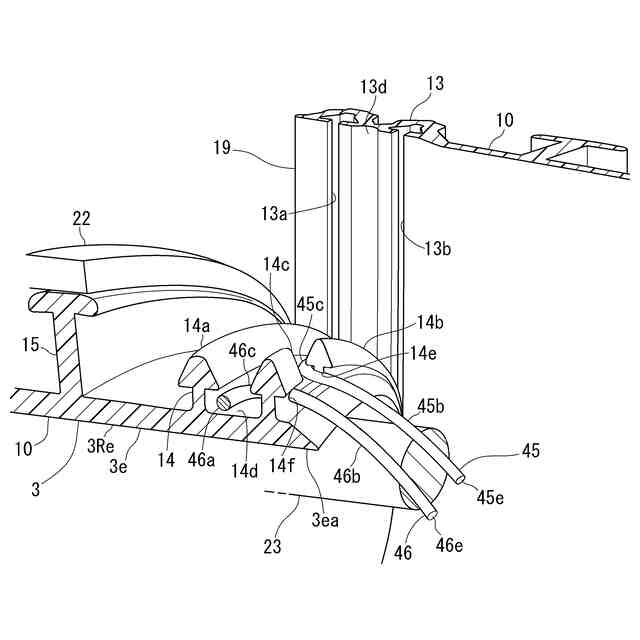
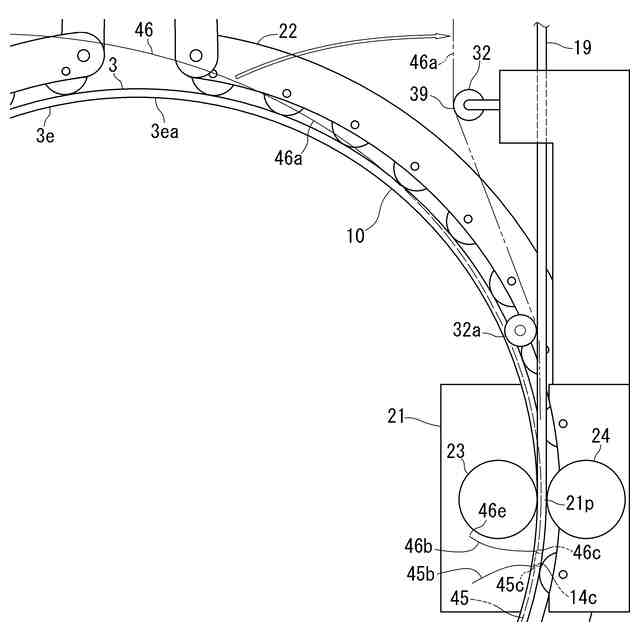
【解決手段】拘束弱化用ワイヤを接続する際は、先行ワイヤ45の終端部分45bが、嵌合部間に導入されていない時点で、製管機を停止させ、終端部分45bを更生管3の内周面から延出可能に配置する。拘束弱化用ワイヤのうち後続ワイヤ46の始端近傍部を未嵌合の雄嵌合部に係止させ、始端部分46bを更生管3の内周面から延出可能、かつ後続部分46aを雌雄の嵌合部間へ導入可能に配置する。その後、製管機を一時的に運転し、終端近傍部及び始端近傍部が非干渉域3Raへ移行するまで製管を行なう。非干渉域3Raにおいて、終端部分45bと始端部分46bとを接続する。
【選択図】図11
特許請求の範囲
【請求項1】
帯幅方向の両縁に雌雄の嵌合部が形成された帯状部材を、製管機によって、既設管の内径より小径の螺旋状に巻回して、前記雌雄の嵌合部どうしを互いの間に拘束弱化用ワイヤを挟んで凹凸嵌合させることによって、前記帯状部材からなる螺旋管状の更生管を製管して前記既設管内に設置した後、前記拘束弱化用ワイヤを引き取って前記雌雄の嵌合部どうしの拘束力を弱化させるとともに更に前記製管を行なうことによって、前記更生管の周長を拡張させる拡張製管工法における、前記拘束弱化用ワイヤの接続方法であって、
前記拘束弱化用ワイヤのうち先行して前記更生管へ送り込んだ先行ワイヤの少なくとも終端近傍部から終端までの終端部分が、前記更生管における前記製管機と係合する管端部の前記雌雄の嵌合部どうし間に未だ導入されていない時点で、前記製管機を停止させる工程と、
前記終端部分を前記更生管の内周面から延出可能に配置する工程と、
前記拘束弱化用ワイヤのうち前記先行ワイヤに継ぎ足される後続ワイヤの始端近傍部を、前記終端近傍部と近接するように、未だ凹凸嵌合されていない雌雄何れかの嵌合部に係止させる工程と、
前記後続ワイヤの前記始端近傍部から始端までの始端部分を前記内周面から延出可能、かつ前記後続ワイヤの前記始端近傍部の前記始端とは反対側に続く後続部分を前記雌雄の嵌合部どうし間へ導入可能に配置する工程と、
その後、前記製管機を一時的に運転して、前記終端近傍部及び前記始端近傍部が、前記更生管における前記製管機との係合が解除された非干渉域へ移行するまで、前記製管を行なう工程と、
前記非干渉域において、延出された前記終端部分と延出された前記始端部分とを接続する工程と、
を備えたことを特徴とする拡張製管工法における拘束弱化用ワイヤ接続方法。
続きを表示(約 630 文字)
【請求項2】
前記終端部分の配置工程の際、前記終端近傍部を、前記始端近傍部が係止される嵌合部に前記始端近傍部と近接するように係止させる、請求項1に記載の拘束弱化用ワイヤ接続方法。
【請求項3】
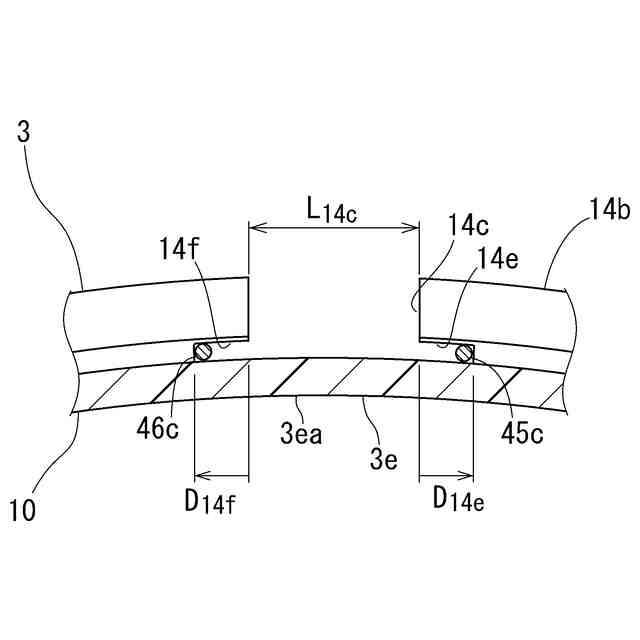
前記未だ凹凸嵌合されていない雌雄の嵌合部のうち雄嵌合部に切欠部を形成し、前記切欠部に前記終端近傍部及び前記始端近傍部を係止する、請求項2に記載の拘束弱化用ワイヤ接続方法。
【請求項4】
前記帯状部材の送り方向における前記切欠部の先行側の縁に前記終端近傍部を係止し、前記切欠部の後続側の縁に前記始端近傍部を係止する、請求項3に記載の拘束弱化用ワイヤ接続方法。
【請求項5】
前記先行側又は前記後続側の縁に切込みを形成し、前記切込みに前記終端近傍部又は前記始端近傍部を挿し込む、請求項4に記載の拘束弱化用ワイヤ接続方法。
【請求項6】
前記管端部における未だ凹凸嵌合されていない雄嵌合部に前記切欠部を形成する、請求項3~5の何れか1項に記載の拘束弱化用ワイヤ接続方法。
【請求項7】
前記終端近傍部及び前記始端近傍部の係止後、これら終端近傍部及び始端近傍部が前記管端部における前記雌雄の嵌合部どうし間に挟まれるまで前記製管機を一時的に運転し、
その後、前記後続ワイヤの前記後続部分を前記雌雄の嵌合部どうし間への導入経路に設置する、請求項6に記載の拘束弱化用ワイヤ接続方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、帯状部材から螺旋管状の更生管を製管した後、更生管の周長を拡張させる拡張製管工法に関し、特に、該工法に用いる拘束弱化用ワイヤを接続する方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
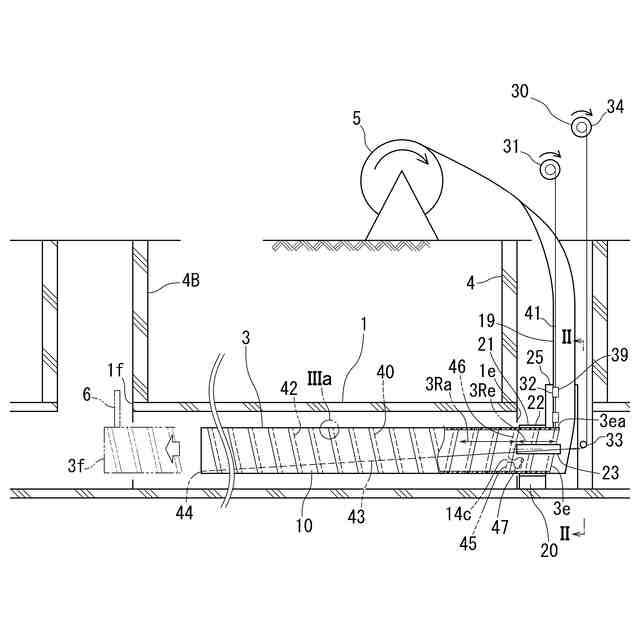
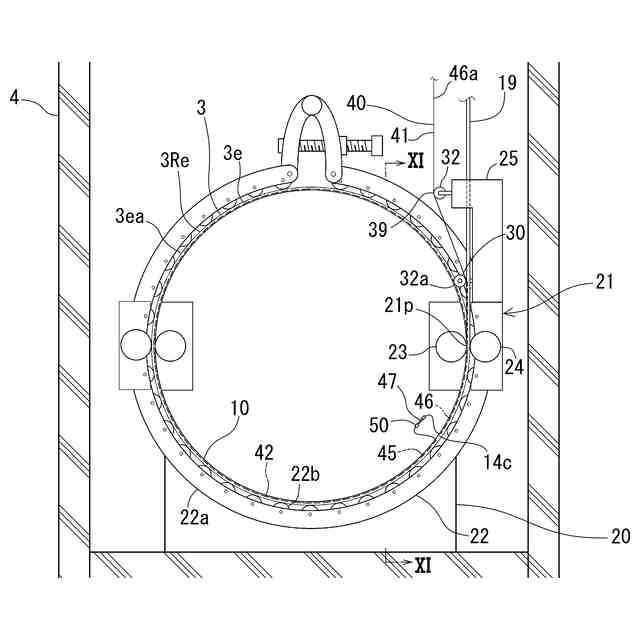
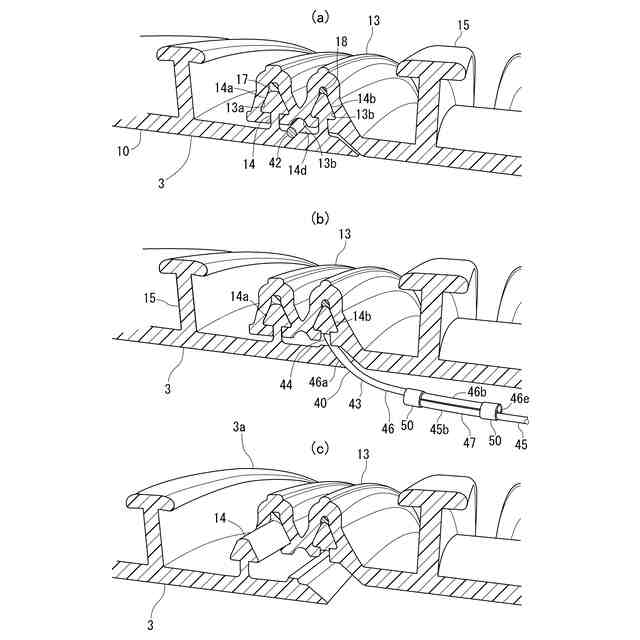
この種の拡張製管工法は、例えば老朽化した下水道管等の既設管を更生する更生工法の1つとして知られている(特許文献1等参照)。該拡張製管工法においては、発進人孔に設置した元押し式製管機(特許文献2等参照)を用いて、合成樹脂製の帯状部材から螺旋管状の更生管を既設管の内径より小径になるよう製管しながら既設管内に押し出すことで、既設管内に更生管を設置する。帯状部材の帯幅方向の両縁には雌雄の嵌合部が形成されている(特許文献3等参照)。製管時、螺旋状に巻回した帯状部材の対向する雌雄の嵌合部どうしを凹凸嵌合させる。これら嵌合部どうしの間に拘束弱化用ワイヤを挟んでおく。
【0003】
小径に製管した更生管の押し出し方向の先端側の管端部を回り止めしたうえで、更に製管を進めながら、拘束弱化用ワイヤを引き取る。このとき、嵌合部の一部が切断されることによって、嵌合部どうしの螺旋巻回方向への拘束力が弱化される。これによって、嵌合部どうしが螺旋巻回方向へ摺動され、更生管の周長が拡張(拡径)される。
【先行技術文献】
【特許文献】
【0004】
特表平02-504543号公報
特開2012-000786号公報
特開2020-090077号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前記の拡張製管工法の施工中、拘束弱化用ワイヤ(先行ワイヤ)が切れたり長さが不足したりした場合、新たな拘束弱化用ワイヤ(後続ワイヤ)を継ぎ足す必要がある。2本のワイヤを接続する場合、例えば筒状の接続金具が用いられる。該接続金具内に2本のワイヤを挿通した後、接続金具を圧し潰すことで、2本のワイヤどうしを圧着する。
【0006】
このようにして形成されたワイヤ接続部の断面積は、1本の拘束弱化用ワイヤの断面積よりも必然的に大きい。このため、螺旋状に巻回した帯状部材の対向する雌雄の嵌合部どうしの間にワイヤ接続部を挟もうとすると、嵌合部どうしが嵌合不能又は嵌合困難になる。嵌合出来たとしても、拘束弱化用ワイヤを引き取る際に、ワイヤ接合部が、嵌合部の切断ひいては拘束弱化の妨げになることが考えられる。
本発明は、かかる事情に鑑み、拡張製管工法の施工中、拘束弱化用ワイヤを接続する場合、ワイヤ接続部が雌雄の嵌合部どうしの凹凸嵌合の妨げになったり拘束弱化の妨げになったりするのを防止することを目的とする。
【課題を解決するための手段】
【0007】
前記課題を解決するために、本発明は、帯幅方向の両縁に雌雄の嵌合部が形成された帯状部材を、製管機によって、既設管の内径より小径の螺旋状に巻回して、前記雌雄の嵌合部どうしを互いの間に拘束弱化用ワイヤを挟んで凹凸嵌合させることによって、前記帯状部材からなる螺旋管状の更生管を製管して前記既設管内に設置した後、前記拘束弱化用ワイヤを引き取って前記雌雄の嵌合部どうしの拘束力を弱化させるとともに更に前記製管を行なうことによって、前記更生管の周長を拡張させる拡張製管工法における、前記拘束弱化用ワイヤの接続方法であって、
前記拘束弱化用ワイヤのうち先行して前記更生管へ送り込んだ先行ワイヤの少なくとも終端近傍部から終端までの終端部分が、前記更生管における前記製管機と係合する管端部の前記雌雄の嵌合部どうし間に未だ導入されていない時点で、前記製管機を停止させる工程と、
前記終端部分を、前記更生管の内周面から延出可能に配置する工程と、
前記拘束弱化用ワイヤのうち前記先行ワイヤに継ぎ足される後続ワイヤの始端近傍部を、前記終端近傍部と近接するように、未だ凹凸嵌合されていない雌雄何れかの嵌合部に係止させる工程と、
前記後続ワイヤの前記始端近傍部から始端までの始端部分を前記内周面から延出可能、かつ前記後続ワイヤの前記始端近傍部の前記始端とは反対側に続く後続部分を前記雌雄の嵌合部どうし間へ導入可能に配置する工程と、
その後、前記製管機を一時的に運転して、前記終端近傍部及び前記始端近傍部が、前記更生管における前記製管機との係合が解除された非干渉域へ移行するまで、前記製管を行なう工程と、
前記非干渉域において、延出された前記終端部分と延出された前記始端部分とを接続する工程と、
を備えたことを特徴とする。
【0008】
当該接続方法によれば、先行ワイヤの終端部分が、管端部の雌雄の嵌合部どうし間に未だ導入されていない時点で、製管機を一旦停止して、終端部分の配置工程、後続ワイヤの始端近傍部の係止工程、後続ワイヤの配置工程を行なった後、製管機を一時的に運転する。この時点では、先行ワイヤと後続ワイヤとが未だ接続されていないから、製管機によって雌雄の嵌合部どうしを円滑に嵌合させることができ、嵌合不良が起きるのを回避できる。
「延出可能に配置」とは、その後の製管機の一時的運転によって新たに製管された更生管の新規製管部分の内周面から終端部分及び始端部分が更生管の内部空間へ延び出るように、終端部分及び始端部分を配置しておくことを言う。一時的運転時、終端部分及び始端部分は、製管機のインナーピンチローラ等と更生管の内周面との間に挟まれるが、終端部分及び始端部分は十分に細いから、製管機の運転の妨げにならない。
「導入可能に配置」とは、その後、製管機を一時的に運転したとき、後続ワイヤの後続部分が雌雄の嵌合部どうし間へ導入されるように、後続部分を配置しておくことを言う。
そして、非干渉域で終端部分及び始端部分を接続することでワイヤ接続部が形成される。
このようにして拘束弱化用ワイヤの接続を行なった後、拡張製管を再開する。拘束弱化用ワイヤのワイヤ接続部は非干渉域に在るから製管機の運転の妨げにならない。
拘束弱化用ワイヤを引き取る拘束弱化工程では、ワイヤ接続部は更生管の外部に飛び出していて雌雄の嵌合部の拘束弱化に関与しないから、拘束弱化に支障が出るのを回避できる。
【0009】
好ましくは、前記終端部分の配置工程の際、前記終端近傍部を、前記始端近傍部が係止される嵌合部に前記始端近傍部と近接するように係止させる。
これによって、終端近傍部と始端近傍部とが更生管内において確実に近接して配置されるようにでき、更生管から外へ延び出た終端部分及び始端部分どうしを確実に近接させることができる。
【0010】
好ましくは、前記未だ凹凸嵌合されていない雌雄の嵌合部のうち雄嵌合部に切欠部を形成し、前記切欠部に前記終端近傍部及び前記始端近傍部を係止する。
これによって、終端近傍部及び始端近傍部を確実かつ安定的に係止できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
今日
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社シロハチ
真空チャンバ
1か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社日本製鋼所
押出成形装置
2か月前
トヨタ自動車株式会社
真空成形方法
6か月前
KTX株式会社
シェル型の作製方法
5か月前
小林工業株式会社
振動溶着機
5か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社日本製鋼所
射出成形機
20日前
ヒロホー株式会社
搬送容器の製造方法
5か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
株式会社コスメック
磁気クランプ装置
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社スリーエス
光造形装置
6か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
株式会社FTS
ブローニードル
今日
NISSHA株式会社
加飾成形品の製造方法
7か月前
三菱ケミカル株式会社
構造体及びその製造方法
1か月前
グンゼ株式会社
樹脂フィルムの回収方法
20日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































