TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024141918
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023053798
出願日
2023-03-29
発明の名称
構造体及びその製造方法
出願人
三菱ケミカル株式会社
代理人
主分類
B29C
70/46 20060101AFI20241003BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】本発明は、ワックスからなるコアを用いて、少なくともプリプレグ予備成形体を加圧しながら硬化させること、少なくとも一部が発泡接着剤で接合された接合部を含む構造体の製造方法に関する、有益な改良が提供される。
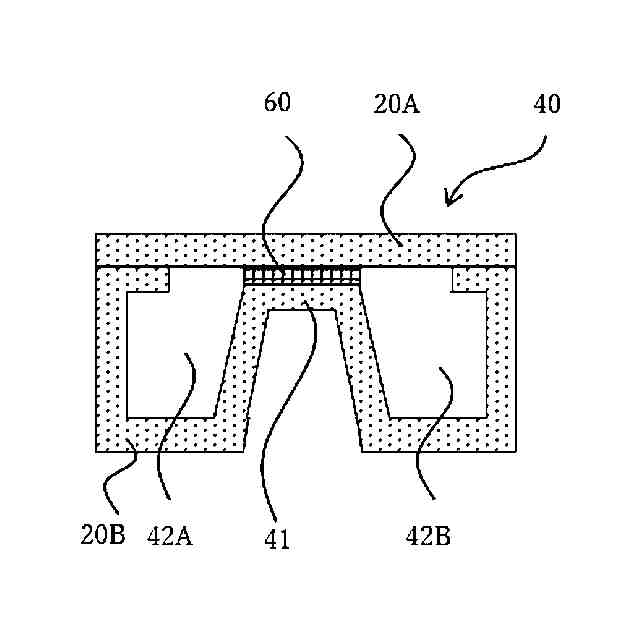
【解決手段】繊維強化樹脂を含み、且つ実質的に閉じた空間を有する構造体40であって、前記構造体の少なくとも一部が発泡接着剤60で接合された構造体。金属板と繊維強化樹脂を含み、且つ実質的に閉じた空間を有する構造体であって、金属材と繊維強化樹脂との少なくとも一部が発泡接着剤で接合された構造体。プリプレグと発泡接着剤を含む予備成形体20A、20Bを、ワックスからなる可融コアと共に金型内に配置し、加熱して硬化物とし、前記硬化物から前記可融コアを除去し、前記予備成形体の少なくとも一部が前記可融コアの膨張により加圧され、前記可融コアが、熱分解ワックスからなるワックスで形成された、製造方法。
【選択図】図6
特許請求の範囲
【請求項1】
繊維強化樹脂を含み、且つ実質的に閉じた空間を有する構造体であって、前記構造体の少なくとも一部が発泡接着剤で接合された構造体。
続きを表示(約 910 文字)
【請求項2】
金属板と繊維強化樹脂を含み、且つ実質的に閉じた空間を有する構造体であって、金属板と繊維強化樹脂との少なくとも一部が発泡接着剤で接合された構造体。
【請求項3】
金属板と繊維強化樹脂が接合して実質的に閉じた空間を形成する請求項2に記載の構造体。
【請求項4】
繊維強化樹脂に、1つ以上の貫通する孔を有し、孔の大きさが30~500mm
2
である請求項1または2に記載の構造体。
【請求項5】
前記空間内に中間接続部を有し、中間接続部の少なくとも一部が発泡接着剤で接合されている、請求項1または2に記載の構造体。
【請求項6】
前記繊維強化樹脂がチョップド繊維を含む、請求項1または2に記載の構造体。
【請求項7】
前記繊維強化樹脂が連続繊維を含む、請求項1または2に記載の構造体。
【請求項8】
プリプレグと発泡接着剤を含む予備成形体を、ワックスからなる可融コアと共に金型内に配置し、加熱して硬化物とする成形工程と、前記硬化物から前記可融コアを除去するコア除去工程とを有し、前記成形工程では前記予備成形体の少なくとも一部を前記可融コアの膨張により加圧する、繊維強化樹脂を含む構造体の製造方法であって、前記可融コアが、熱分解ワックスからなるワックスで形成された、製造方法。
【請求項9】
プリプレグと金属板と発泡接着剤を含む予備成形体と、ワックスからなる可融コアを予備成形体の内部に接触した状態で共に金型内に配置し、加熱して硬化物とする成形工程と、前記硬化物から前記可融コアを除去するコア除去工程とを有し、前記成形工程では前記予備成形体の少なくとも一部を前記可融コアの膨張により加圧する、繊維強化樹脂を含む構造体の製造方法であって、前記可融コアが、熱分解ワックスからなるワックスで形成された、製造方法。
【請求項10】
前記成形工程では、前記可融コアが少なくとも一部でゲル状に軟化する、請求項6または7に記載の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、主として、構造体及びその製造方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
繊維強化樹脂(FRP)は、自動車用の補強部材を含む様々な用途で使用されている。
中空部や断面U字形部を有するFRP物品の成形方法として、プリプレグ予備成形体をワックスからなるコアと共に金型内に配置し、金型内で該コアを膨張させることにより、加圧しながら硬化させる方法が提案されている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
国際公開第2018/079824号
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、実質的に閉じた空間を有する構造体であって、前記構造体の少なくとも一部が発泡接着剤で接合された構造体、及びプリプレグ予備成形体をワックスからなるコアと共に金型内に配置して加熱し、硬化させることを含む繊維強化樹脂を含む構造体の製造方法に関する、有益な改良を提供することを主たる目的とする。
本発明の各実施形態により解決される課題は、本明細書中に明示的または黙示的に開示される場合がある。
【課題を解決するための手段】
【0005】
本発明の実施形態は以下を含むが、これらに限定されるものではない。
[1]繊維強化樹脂を含み、且つ実質的に閉じた空間を有する構造体であって、前記構造体の少なくとも一部が発泡接着剤で接合された構造体。
[2]金属板と繊維強化樹脂を含み、且つ実質的に閉じた空間を有する構造体構造体であって、金属材と繊維強化樹脂との少なくとも一部が発泡接着剤で接合された構造体。
[3]金属板と繊維強化樹脂が接合して実質的に閉じた空間を形成する[2]に記載の構造体。
[4]繊維強化樹脂に、1つ以上の貫通する孔を有し、孔の大きさが30~500mm
2
である[1]~[3]のいずれかに記載の構造体。
[5]前記空間内に中間接続部を有し、中間接続部の少なくとも一部が発泡接着剤で接合されている、[1]~[4]のいずれかに記載の構造体。
[6]前記繊維強化樹脂がチョップド繊維を含む、[1]~[5]のいずれかに記載の構造体。
[7]前記繊維強化樹脂が連続繊維を含む、[1]~[5]のいずれかに記載の構造体。
[8]プリプレグと発泡接着剤を含む予備成形体を、ワックスからなる可融コアと共に金型内に配置し、加熱して硬化物とする成形工程と、前記硬化物から前記可融コアを除去するコア除去工程とを有し、前記成形工程では前記予備成形体の少なくとも一部が前記可融コアの膨張により加圧される、繊維強化樹脂物品の製造方法であって、前記可融コアが、熱分解ワックスからなるワックスで形成された、製造方法。
[9]プリプレグと金属板と発泡接着剤を含む予備成形体を、ワックスからなる可融コアと共に金型内に配置し、加熱して硬化物とする成形工程と、前記硬化物から前記可融コアを除去するコア除去工程とを有し、前記成形工程では前記予備成形体の少なくとも一部が前記可融コアの膨張により加圧される、繊維強化樹脂物品の製造方法であって、前記可融コアが、熱分解ワックスからなるワックスで形成された、製造方法。
[10]前記成形工程では、前記可融コアが少なくとも一部でゲル状に軟化する、[8]または[9]に記載の製造方法。
[11]前記ワックスがポリプロピレンの熱分解物を含有する、[8]~[10]に記載の製造方法。
[12]前記ワックスがポリエチレンの熱分解物を含有する、[8]~[11]に記載の製造方法。
[13]前記ワックスがポリプロピレンの熱分解物およびポリエチレンの熱分解物を含有する、[8]~[12]に記載の製造方法
[14]前記プリプレグ予備成形体とプリプレグ予備成形体の間の少なくとも一部に発泡接着剤を配置する、[8]~[13]のいずれかに記載の製造方法。
[15]前記プリプレグ予備成形体と金属板の間の少なくとも一部に発泡接着剤を配置する、[9]~[14]のいずれかに記載の製造方法。
[16]前記予備成形体がSMCを含む、[8]~[15]のいずれかに記載の製造方法。
[17]前記予備成形体が連続繊維強化熱硬化樹脂を含む、[8]~[16]のいずれかに記載の製造方法。
[18]前記可融コアが外皮を介して予備成形体と接している、[8]~[17]のいずれかに記載の製造方法。
【発明の効果】
【0006】
ワックスからなるコアを用いて、少なくともプリプレグ予備成形体を加圧しながら硬化させること、少なくとも一部が発泡接着剤で接合された接合部を含む構造体の製造方法に関する、有益な改良が提供される。
発砲接着剤で接合することにより、構造体表面の外観を良くすることができる。
【図面の簡単な説明】
【0007】
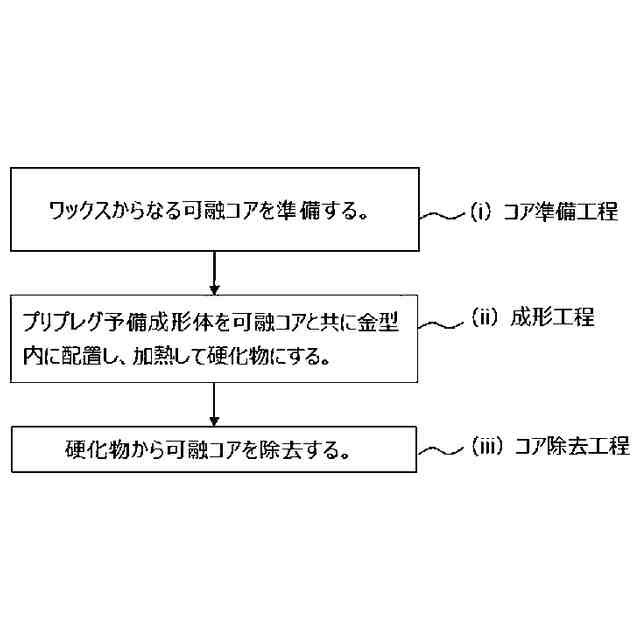
図1は、実施形態に係る構造体の製造方法のフロー図である。
図2は、実施形態に係る構造体製造方法で使用され得る可融コアの構造を示す断面図である。
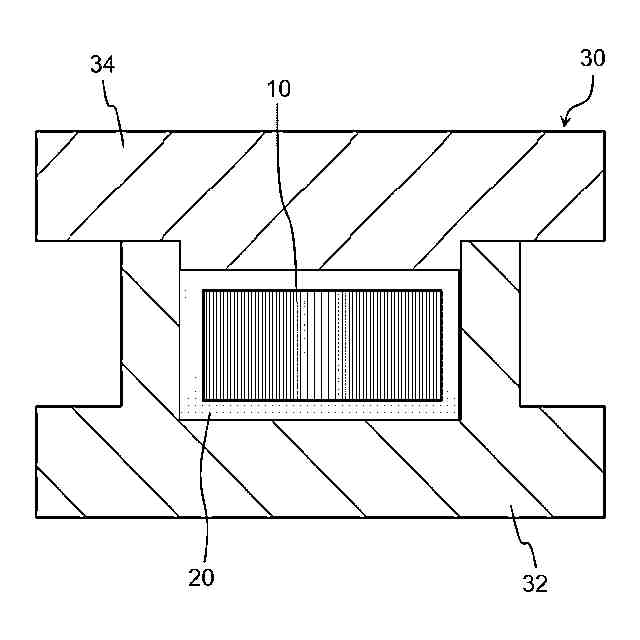
図3は、プリプレグ予備成形体が、その内側に包まれた可融コアと共に金型内に配置されたところを示す断面図である。
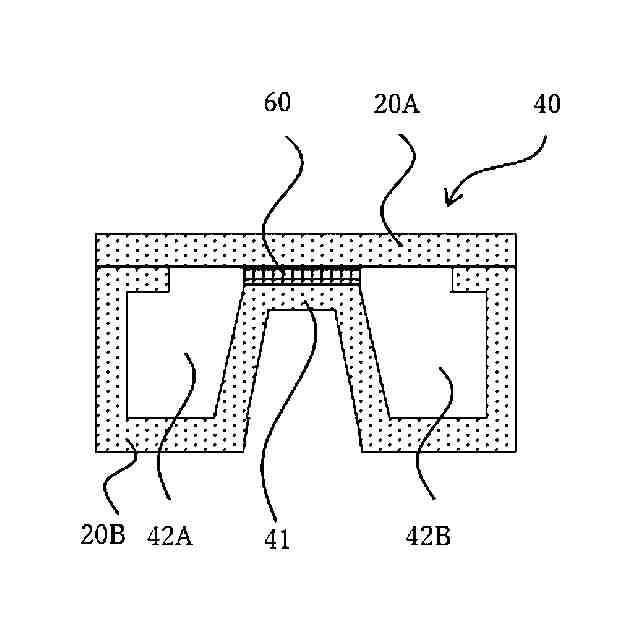
図4は、中間接続部を有するプリプレグ予備成形体が、その内側に包まれた可融コア及び発泡接着剤と共に金型内に配置されたところを示す断面図である。
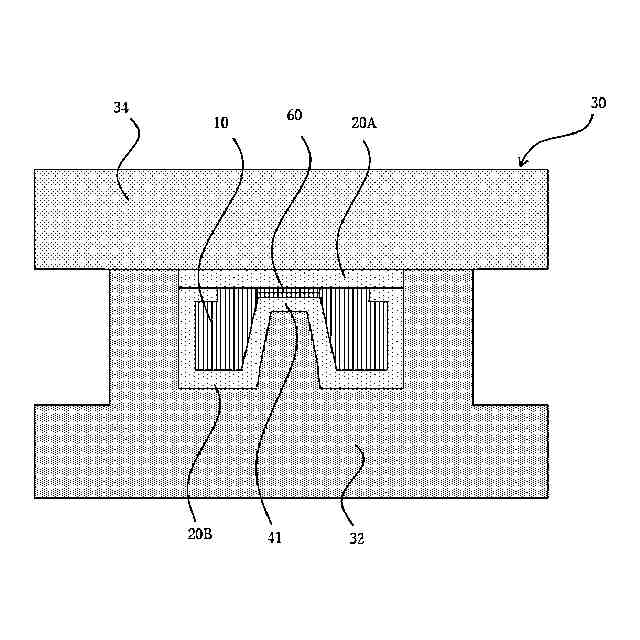
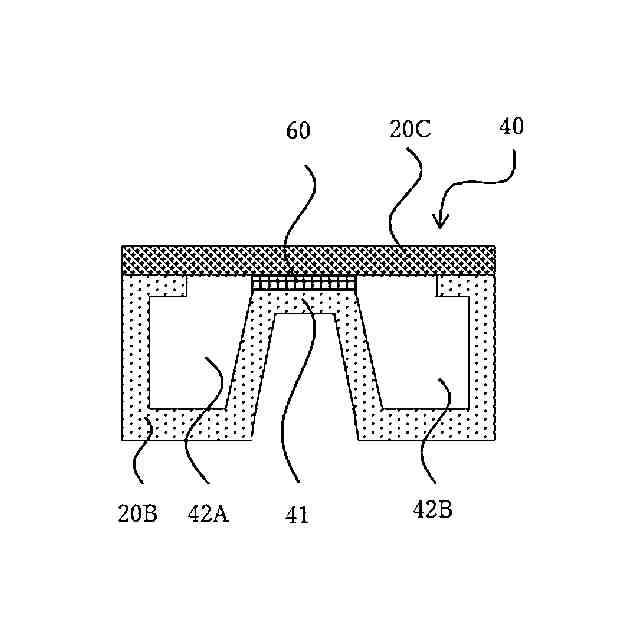
図5は、中間接続部を有するプリプレグ及び金属板の予備成形体が、その内側に包まれた可融コア及び発泡接着剤と共に金型内に配置されたところを示す断面図である。
図6は、図4に示す中間接続部を有するプリプレグ予備成形体から成形される構造体を示す断面図である。
図7は、図5に示す中間接続部を有するプリプレグ及び金属板からなる予備成形体から成形される構造体を示す断面図である。
【発明を実施するための形態】
【0008】
プリプレグは、繊維強化樹脂(FRP)を含む構造体の製造で中間材料として使用される、繊維強化材を未硬化の熱硬化性樹脂組成物で含浸させた複合体である。構造体は、プリプレグで予備成形体を作製したうえ、その予備成形体を、金型を用いて硬化させることにより製造される。
プリプレグにおける繊維強化材の形態は、連続繊維、チョップド繊維、織物、不織布、ノンクリンプファブリックなど様々である。
平行に並べられた複数の連続繊維束を繊維強化材として有するシート型プリプレグは一方向プリプレグ(UDプリプレグ)と呼ばれる。
連続繊維束からなる織物を繊維強化材として用いたプリプレグはクロスプリプレグと呼ばれる。
チョップド繊維束を堆積させて形成したマットを繊維強化材として用いたプリプレグはSMCと呼ばれる。SMCは複雑な構造にも形が変形しやすいので好ましい。
単一の連続繊維束を強化材として用いたプリプレグはトウプリプレグと呼ばれる。
プリプレグに使用される繊維は、例えば、炭素繊維、ガラス繊維、アラミド繊維、炭化ケイ素繊維、金属繊維である。2種以上の繊維が併用されることもある。
【0009】
プリプレグに用いられる熱硬化性樹脂は、例えば、エポキシ樹脂、ユリア樹脂、ビニルエステル樹脂(エポキシアクリレート樹脂とも呼ばれる)、不飽和ポリエステル、ポリウレタン、フェノール樹脂である。2種以上の熱硬化性樹脂が混合されて用いられることもある。
プリプレグにおける熱硬化性樹脂組成物の含有量は、限定するものではないが、多くの場合15~50質量%である。該含有量は、15~20質量%、20~25質量%、25~40質量%、40~45質量%または45~50質量%であり得る。
熱硬化性樹脂組成物には、様々な添加剤が添加され得る。例えば、反応性希釈剤、難燃剤、消泡剤、脱泡剤、離型剤、粒子状充填剤、着色剤、シランカップリング剤等である。
【0010】
1.構造体の製造方法
本発明の実施形態のひとつは構造体の製造方法に関する。
以下の説明では、実施形態に係る構造体の製造方法を、説明の便宜上、図1にフローを示すように次の3つの工程に分ける。
(i)ワックスからなる可融コアを準備するコア準備工程。
(ii)プリプレグ予備成形体を前記可融コアと共に金型内に配置し、加熱して硬化物(構造体)とする成形工程。
(iii)前記硬化物から前記可融コアを除去するコア除去工程。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
シーメット株式会社
光造形装置
3か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
プリプレグテープ
6か月前
個人
射出ミキシングノズル
5か月前
グンゼ株式会社
ピン
3か月前
株式会社日本製鋼所
押出機
6か月前
東レ株式会社
フィルムの製造方法
16日前
個人
樹脂可塑化方法及び装置
2か月前
株式会社FTS
ロッド
2か月前
東レ株式会社
一体化成形品の製造方法
7か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社リコー
シート剥離装置
8か月前
帝人株式会社
成形体の製造方法
9か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社FTS
成形装置
3か月前
株式会社神戸製鋼所
混練機
1か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社リコー
画像形成システム
4か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社FTS
セパレータ
2か月前
三菱自動車工業株式会社
予熱装置
6か月前
株式会社不二越
射出成形機
4日前
東レ株式会社
溶融押出装置および押出方法
2か月前
株式会社リコー
シート処理システム
7か月前
個人
ノズルおよび熱風溶接機
2か月前
株式会社リコー
シート処理システム
8か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
日東工業株式会社
インサート成形機
4か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
株式会社コスメック
磁気クランプ装置
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
5か月前
三光合成株式会社
ガス排出供給構造体
5か月前
株式会社日本製鋼所
射出成形機
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































