TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162363
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077790
出願日
2023-05-10
発明の名称
編組端末処理装置及び編組端末処理方法
出願人
矢崎総業株式会社
代理人
個人
,
個人
,
個人
主分類
H01B
13/26 20060101AFI20241114BHJP(基本的電気素子)
要約
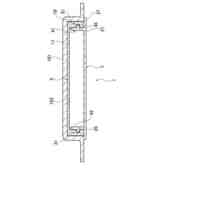
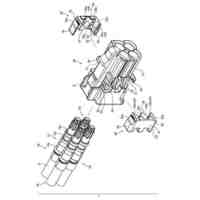
【課題】編組を良好な作業性の下でセットできるとともに、加締め用の小型のリングに対応した折返し端部を形成することができる編組端末処理装置及び編組端末処理方法を提供する。
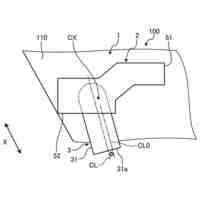
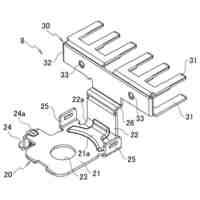
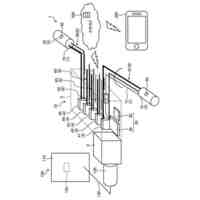
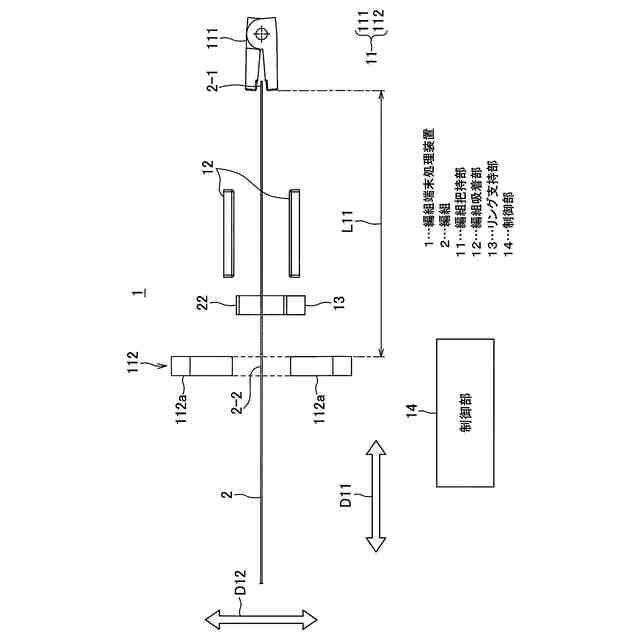
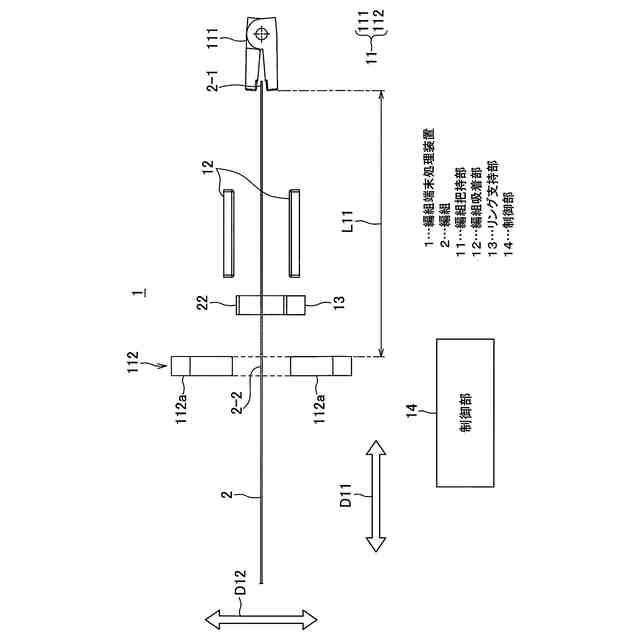
【解決手段】編組端末処理装置1が、扁平に潰された状態の編組2の一端2-1及び離隔部分2-2を各々が把持するとともに相互間距離L11を変更可能な一対の編組把持部11と、一対の編組把持部11の間で、扁平な編組2の表裏面に各々が解除可能に吸着するとともに交差方向D12に離隔することで編組2の一部を拡開する一対の編組吸着部12と、一対の編組把持部11に編組2を把持させ、一対の編組吸着部12に編組2を吸着拡開させるとともに、一対の編組把持部11に編組2の拡開部分を長手方向D11に折り畳ませて折返し端部を形成する制御部14と、を備えたことを特徴とする。
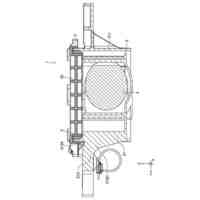
【選択図】図1
特許請求の範囲
【請求項1】
チューブ状の網部材で長手方向に対する交差方向に扁平に潰された状態の編組の一端、及び、前記長手方向について前記一端から離れた離隔部分、を各々が前記交差方向に把持するとともに相互間距離を変更可能な一対の編組把持部と、
前記一対の編組把持部の間で、扁平な前記編組の表裏面に各々が解除可能に吸着するとともに前記交差方向に離隔することで前記編組の一部を拡開する一対の編組吸着部と、
前記一対の編組把持部に前記編組を把持させ、前記一対の編組吸着部に前記編組を吸着拡開させるとともに、前記一対の編組把持部の前記相互間距離を縮めて前記編組の拡開部分を前記長手方向に折り畳むことで、前記編組の前記一端側に、前記編組が二重に重なる折返し端部を形成する制御部と、
を備えたことを特徴とする編組端末処理装置。
続きを表示(約 1,400 文字)
【請求項2】
前記一対の編組把持部のうち前記一端を把持する第1把持部とは別の第2把持部と前記一対の編組吸着部との間で前記編組に外挿されるとともに、前記第1把持部が内側を通過可能なリングを前記長手方向に移動可能に支持するリング支持部を更に備え、
前記制御部は、前記拡開部分の折り畳みによって前記折返し端部が形成された後に前記リング支持部を、前記折返し端部ごと前記第1把持部が前記リングの内側に嵌る位置まで前記長手方向に移動させて前記折返し端部を前記長手方向に伸ばすことで、当該折返し端部を、前記第1把持部が把持した前記一端に向かって内向きに折り返された折返し筒形状に形成することを特徴とする請求項1に記載の編組端末処理装置。
【請求項3】
前記リングが、前記折返し端部を所定の加締め先に加締めるための部材であり、
前記リング支持部が、前記リングを着脱可能に支持するものであって、
前記制御部は、前記折返し端部が前記折返し筒形状に形成された後、前記折返し端部の外周側に前記リングを残したまま前記リング支持部を退避させることで、前記折返し端部を、前記リングを介して加締め可能な端部に形成することを特徴とする請求項2に記載の編組端末処理装置。
【請求項4】
チューブ状の網部材で長手方向に対する交差方向に扁平に潰された状態の編組の一端、及び、前記長手方向について前記一端から離れた離隔部分、を一対の編組把持部で相互間距離を変更可能に把持させる編組把持工程と、
前記一対の編組把持部の間で、扁平な前記編組の表裏面に一対の編組吸着部を吸着させるとともに、前記一対の編組吸着部を前記交差方向に離隔させて前記編組の一部を拡開させる編組吸着工程と、
前記一対の編組把持部の前記相互間距離を縮めて前記編組の拡開部分を前記長手方向に折り畳むことで、前記編組の前記一端側に、前記編組が二重に重なる折返し端部を形成する編組折畳み工程と、
を備えたことを特徴とする編組端末処理方法。
【請求項5】
前記一対の編組把持部のうち前記一端を把持する第1把持部とは別の第2把持部と前記一対の編組吸着部との間で前記編組に外挿されるとともに、前記第1把持部が内側を通過可能なリングを前記長手方向に移動可能に支持するリング支持部を用い、前記編組折畳み工程の後に、前記リング支持部を、前記折返し端部ごと前記第1把持部が前記リングの内側に嵌る位置まで前記長手方向に移動させて前記折返し端部を前記長手方向に伸ばすことで、当該折返し端部を、前記第1把持部が把持した前記一端に向かって内向きに折り返された折返し筒形状に形成するリング移動工程を、更に備えたことを特徴とする請求項4に記載の編組端末処理方法。
【請求項6】
前記リングが、前記折返し端部を所定の加締め先に加締めるための部材であり、
前記リング支持部が、前記リングを着脱可能に支持するものであって、
前記折返し端部が前記折返し筒形状に形成された後、前記折返し端部の外周側に前記リングを残したまま前記リング支持部を退避させることで、前記折返し端部を、前記リングを介して加締め可能な端部に形成する退避工程を、更に備えたことを特徴とする請求項5に記載の編組端末処理方法。
発明の詳細な説明
【技術分野】
【0001】
編組の端末処理を行う編組端末処理装置及び編組端末処理方法に関するものとなっている。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来、自動車用の高圧ワイヤーハーネス等において、ノイズ対策として編組が使用されている。この編組の種類の1つに、複数本の電線を一括して通すように用いられる一括編組がある。一括編組は、複数本の電線を通した後でコネクタのシェル等といった加締め先に加締め用のリングを介して加締められる。この一括編組をシェルに加締める際、そのままでは編組の先端を揃えるのが困難なため、先端を折り返す端末処理が行われ、加締め用のリングが編組の折返し端部に外挿されて用いられる場合がある。そして、このような場合の端末処理を行う編組端末処理装置及び編組端末処理方法が知られている(例えば、特許文献1参照。)。この特許文献1に記載の編組端末処理装置及び編組端末処理方法では、まず、棒状部材が挿入されて開かれた編組の先端が把持部で把持される。その後、把持部が動かされて編組の先端近傍を拡開させて折り畳むことで折返し端部が形成される。
【先行技術文献】
【特許文献】
【0003】
特開2020-064798号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、上述した編組端末処理装置及び編組端末処理方法では、編組のセット時に先端が開かれて棒状部材が挿入されるが、編組の状態によっては先端が開き難い場合があり、セット時の作業性の点で改善の余地が見られる。また、上述した編組端末処理装置及び編組端末処理方法では、棒状部材が挿入済みの編組の先端を把持部が把持するように構成されていることから、把持部が棒状部材よりも大きくならざるを得ず、その小型化に限界がある。そして、このような把持部の大きさが折返し端部の大きさに影響を与える場合があり、加締め用のリングとして小型のリングを用いるときに折返し端部への外挿が困難となりがちである。
【0005】
従って、本発明は、上記のような問題に着目し、編組を良好な作業性の下でセットできるとともに、加締め用の小型のリングに対応した折返し端部を形成することができる編組端末処理装置及び編組端末処理方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、編組端末処理装置は、チューブ状の網部材で長手方向に対する交差方向に扁平に潰された状態の編組の一端、及び、前記長手方向について前記一端から離れた離隔部分、を各々が前記交差方向に把持するとともに相互間距離を変更可能な一対の編組把持部と、前記一対の編組把持部の間で、扁平な前記編組の表裏面に各々が解除可能に吸着するとともに前記交差方向に離隔することで前記編組の一部を拡開する一対の編組吸着部と、前記一対の編組把持部に前記編組を把持させ、前記一対の編組吸着部に前記編組を吸着拡開させるとともに、前記一対の編組把持部の前記相互間距離を縮めて前記編組の拡開部分を前記長手方向に折り畳むことで、前記編組の前記一端側に、前記編組が二重に重なる折返し端部を形成する制御部と、を備えたことを特徴とする。
【0007】
また、上記課題を解決するために、編組端末処理方法は、チューブ状の網部材で長手方向に対する交差方向に扁平に潰された状態の編組の一端、及び、前記長手方向について前記一端から離れた離隔部分、を一対の編組把持部で相互間距離を変更可能に把持させる編組把持工程と、前記一対の編組把持部の間で、扁平な前記編組の表裏面に一対の編組吸着部を吸着させるとともに、前記一対の編組吸着部を前記交差方向に離隔させて前記編組の一部を拡開させる編組吸着工程と、前記一対の編組把持部の前記相互間距離を縮めて前記編組の拡開部分を前記長手方向に折り畳むことで、前記編組の前記一端側に、前記編組が二重に重なる折返し端部を形成する編組折畳み工程と、を備えたことを特徴とする。
【発明の効果】
【0008】
上記の編組端末処理装置及び編組端末処理方法によれば、編組を良好な作業性の下でセットできるとともに、加締め用の小型のリングに対応した折返し端部を形成することができる。
【図面の簡単な説明】
【0009】
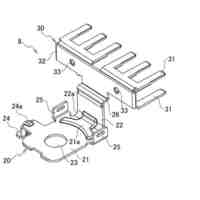
一実施形態に係る編組端末処理装置を示す模式図である。
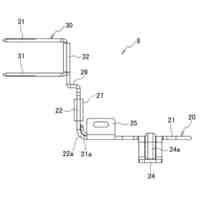
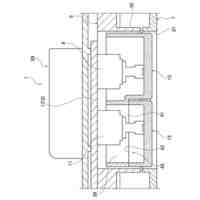
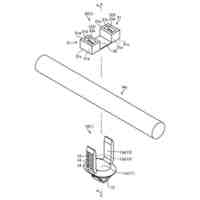
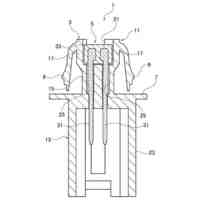
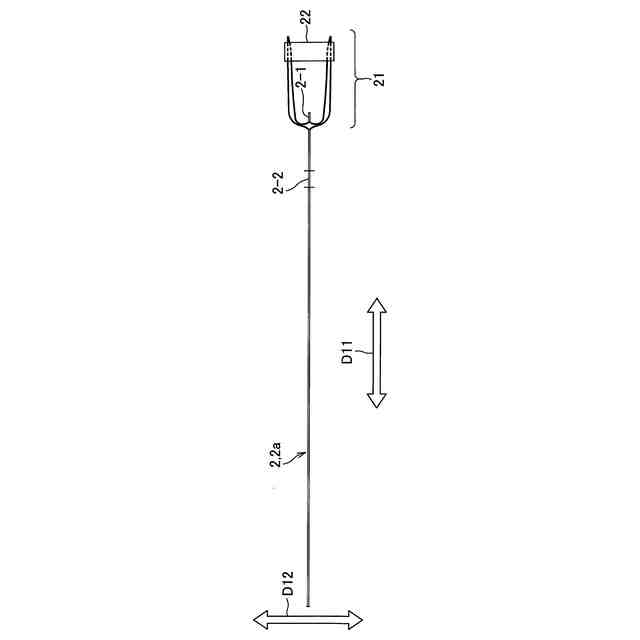
図1に示されている編組端末処理装置によって端末処理が行われた処理後の編組を示す模式図である。
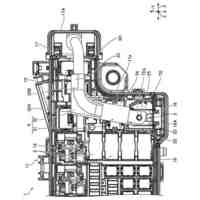
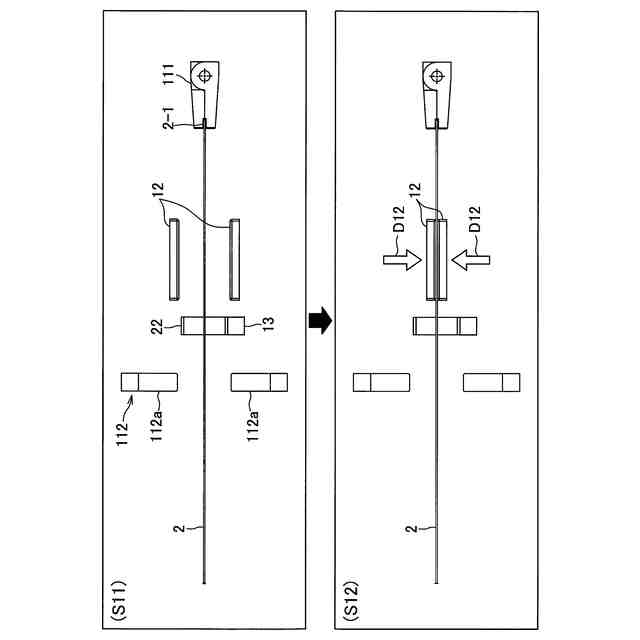
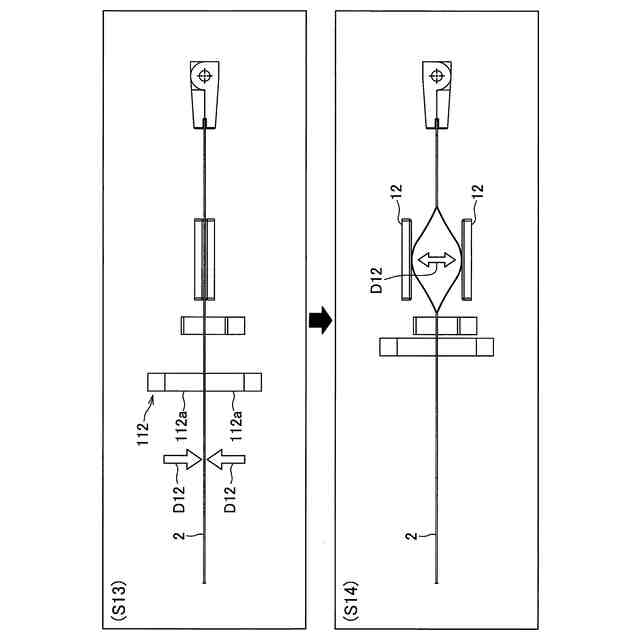
図1に示されている編組端末処理装置を用いた編組端末処理方法の第1ステップ及び第2ステップを示す模式図である。
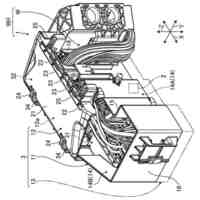
図1に示されている編組端末処理装置を用いた編組端末処理方法の第3ステップ及び第4ステップを示す模式図である。
図1に示されている編組端末処理装置を用いた編組端末処理方法の第5ステップ及び第6ステップを示す模式図である。
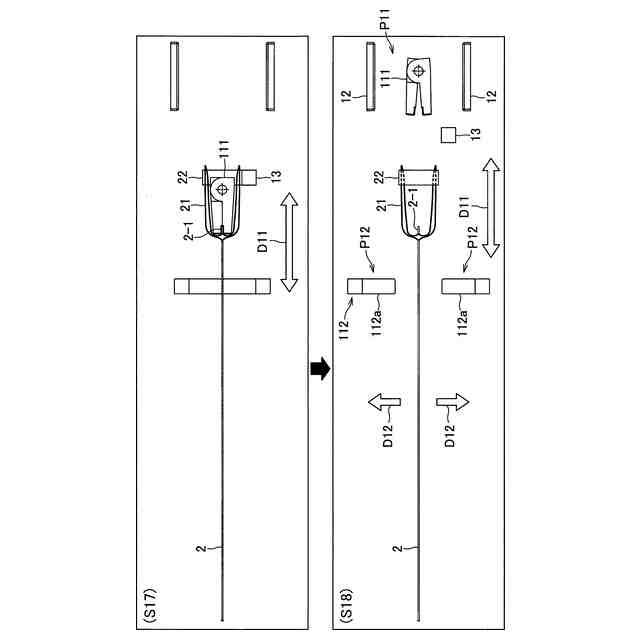
図1に示されている編組端末処理装置を用いた編組端末処理方法の第7ステップ及び第8ステップを示す模式図である。
【発明を実施するための形態】
【0010】
以下、編組端末処理装置及び編組端末処理方法の一実施形態について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
配索構造
13日前
矢崎総業株式会社
給電装置
19日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
12日前
矢崎総業株式会社
コネクタ
13日前
矢崎総業株式会社
コネクタ
13日前
矢崎総業株式会社
コネクタ
13日前
矢崎総業株式会社
コネクタ
13日前
矢崎総業株式会社
照明装置
13日前
矢崎総業株式会社
照明装置
13日前
矢崎総業株式会社
コネクタ
19日前
矢崎総業株式会社
照明装置
12日前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
4日前
矢崎総業株式会社
コネクタ
25日前
矢崎総業株式会社
端子金具
25日前
矢崎総業株式会社
コネクタ
25日前
矢崎総業株式会社
コネクタ
26日前
矢崎総業株式会社
クランプ
29日前
矢崎総業株式会社
照明装置
12日前
矢崎総業株式会社
多層筒状体
19日前
矢崎総業株式会社
電気接続箱
29日前
矢崎総業株式会社
電気接続箱
5日前
矢崎総業株式会社
電気接続箱
5日前
矢崎総業株式会社
電気接続箱
4日前
矢崎総業株式会社
サーミスタ
5日前
矢崎総業株式会社
充電システム
4日前
矢崎総業株式会社
車両用充電部
25日前
矢崎総業株式会社
メスコネクタ
25日前
矢崎総業株式会社
端子接合装置
19日前
矢崎総業株式会社
端子接続構造
29日前
矢崎総業株式会社
被覆除去装置
29日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ