TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024162158
公報種別
公開特許公報(A)
公開日
2024-11-21
出願番号
2023077444
出願日
2023-05-09
発明の名称
情報処理装置、情報処理方法、及びプログラム
出願人
株式会社MAZIN
代理人
個人
,
個人
主分類
G05B
19/18 20060101AFI20241114BHJP(制御;調整)
要約
【課題】工作機械において取得された時系列データにおいて、正確な異常検出を行うことができる1サイクルを特定することができる情報処理装置を提供する。
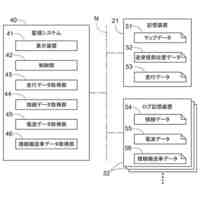
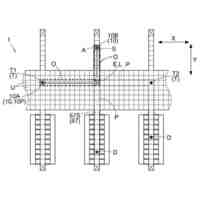
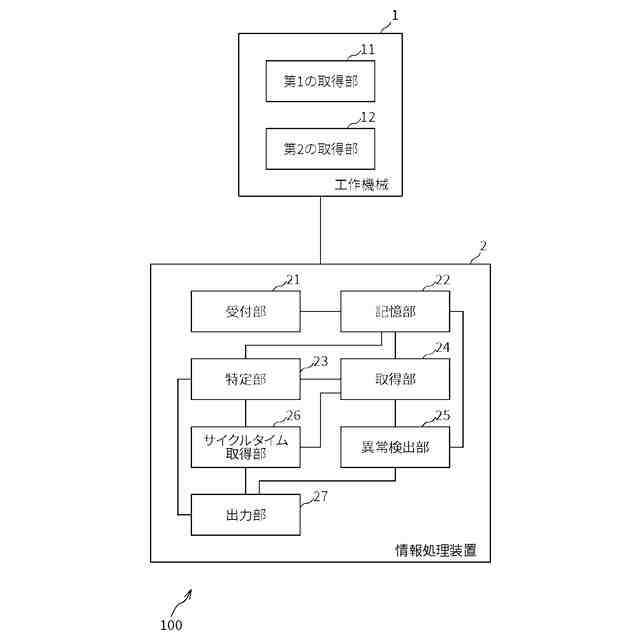
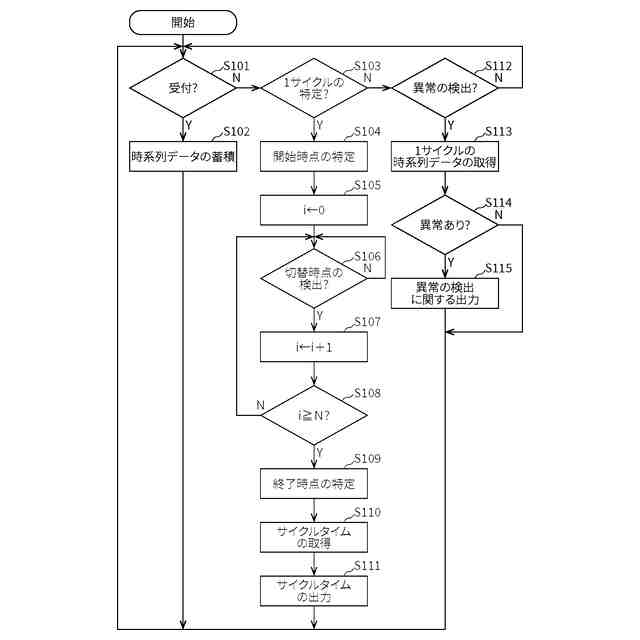
【解決手段】情報処理装置2は、工作機械1における工具の切り替えに関連する第1の時系列データを受け付ける受付部21と、第1の時系列データにおいて工具の切替時点を検出し、その検出結果を用いて、工作機械1において繰り返される加工の1サイクルの開始時点から工具の切り替えをカウントして1サイクルの終了時点を特定することによって1サイクルを特定する特定部23とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
工作機械における工具の切り替えに関連する第1の時系列データを受け付ける受付部と、
前記第1の時系列データにおいて工具の切替時点を検出し、当該検出結果を用いて、前記工作機械において繰り返される加工の1サイクルの開始時点から工具の切り替えをカウントして1サイクルの終了時点を特定することによって1サイクルを特定する特定部と、を備えた情報処理装置。
続きを表示(約 800 文字)
【請求項2】
前記特定部は、前記第1の時系列データにおいて、1サイクルの開始時点からの工具の切り替えのカウント値が、1サイクルにおける工具の切替回数に等しくなった時点である1サイクルの終了時点を特定する、請求項1記載の情報処理装置。
【請求項3】
前記受付部は、前記工作機械における主軸の回転及びサーボモータの回転の少なくとも一方に関連する第2の時系列データをも受け付け、
前記特定部は、前記第1の時系列データにおいて、1サイクルの開始時点からの工具の切り替えのカウント値が、1サイクルにおける工具の切替回数に等しくなった時点より以前において、前記第2の時系列データにおいて加工の終了を検出した最後の時点である1サイクルの終了時点を特定する、請求項1記載の情報処理装置。
【請求項4】
受付部と、特定部とを用いて処理される情報処理方法であって、
前記受付部が、工作機械における工具の切り替えに関連する第1の時系列データを受け付けるステップと、
前記特定部が、前記第1の時系列データにおいて工具の切替時点を検出し、当該検出結果を用いて、前記工作機械において繰り返される加工の1サイクルの開始時点から工具の切り替えをカウントして1サイクルの終了時点を特定することによって1サイクルを特定するステップと、を備えた情報処理方法。
【請求項5】
コンピュータに、
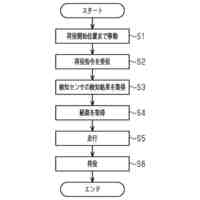
工作機械における工具の切り替えに関連する第1の時系列データを受け付けるステップと、
前記第1の時系列データにおいて工具の切替時点を検出し、当該検出結果を用いて、前記工作機械において繰り返される加工の1サイクルの開始時点から工具の切り替えをカウントして1サイクルの終了時点を特定することによって1サイクルを特定するステップと、を実行させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工作機械において取得された時系列情報について処理を行う情報処理装置等に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、ワーク及び工具の一方が取り付けられた主軸を回転させ、工具によってワークの切削加工等を行う工作機械において、主軸等を駆動するためのモータの電流を計測し、その電流を用いて、工具の摩耗や破損などの異常を検出することが行われている(例えば、特許文献1参照)。
【0003】
例えば、工具の摩耗が進むと、摩耗していない正常な工具よりも削りにくくなるため、正常な工具と比較して大きな力で削るための制御を工作機械が行うことになり、その結果として、主軸のモータの電流値が正常時よりも増加する。また、工具が折れた場合には、工具がワークに当たらなくなるため、主軸のモータの電流値が正常時よりも低下する。したがって、主軸のモータの電流値を、正常時の電流値と比較することによって、工具の摩耗や工具の破損などの異常を検出することができる。
【0004】
大量生産を行う工作機械では複数の工具を切り替えながら同じ加工が繰り返して行われるため、主軸を駆動するモータの電流値の時系列データから、繰り返される加工の開始から終了までの1サイクルのデータを取得し、その1サイクルのデータを工具ごとに分割して以前のデータと比較することによって、工具の異常を検出することができる。また、繰り返される加工の開始から終了までの1サイクルのデータの特定を行うことによって、工作機械の操作者に、異常の検出された工具を特定できる情報を出力することができるようになる。例えば、特定した1サイクルにおける3番目の加工の工程の工具に異常が検出された旨を出力することによって、工作機械の操作者は、異常の検出された加工の工程を特定することができ、また、その加工の工程で使用されている工具、すなわち異常の検出された工具を特定することができる。
【先行技術文献】
【特許文献】
【0005】
特開2022-093204号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
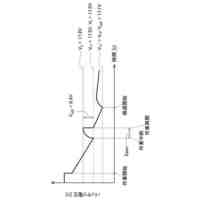
しかしながら、モータの電流値である時系列データにおいて、加工の開始から終了までの1サイクルのデータを正確に特定することが困難であるという問題がある。図3Aは、工作機械の電流センサで取得された電流値の時系列データを示す波形図である。第1の時系列データは、工具の切り替えを行うモータの電流値の時系列データであり、第2の時系列データは、主軸を回転させるモータの電流値の時系列データである。図3Bは、第1及び第2の時系列データを重ねて表示した波形図である。
【0007】
図3Bにおいて、加工の開始から終了までの1サイクルに対応するのは期間P1であるが、加工が繰り返されているため、例えば、期間P2の時系列データを1サイクルの時系列データとして取得することも考えられる。ここで、1サイクルの加工が終了してから、次の1サイクルの加工が開始するまでの期間P3は、時間が一定しておらず、時間のばらつきが大きいため、期間P3を挟んで2個のサイクルにまたがる期間を1サイクルとすると、1サイクルごとに波形を切り出して比較することによって異常の検出を行う場合に、正確な異常の検出を行うことができないという問題がある。また、例えば、1サイクルにおける何番目の加工の工程について異常が検出されたのかを工作機械の操作者に出力する場合に、2個のサイクルにまたがる期間が1サイクルとして特定されていると、操作者の認識している加工の開始から終了までの1サイクルと、特定された1サイクルとが異なることになり、操作者が異常の検出された工具を正確に特定することができなくなるという問題もある。
【0008】
本発明は、上記課題を解決するためになされたものであり、工作機械において繰り返される加工の開始から終了までの1サイクルを正確に特定するための情報処理装置等を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明の一態様による情報処理装置は、工作機械における工具の切り替えに関連する第1の時系列データを受け付ける受付部と、第1の時系列データにおいて工具の切替時点を検出し、検出結果を用いて、工作機械において繰り返される加工の1サイクルの開始時点から工具の切り替えをカウントして1サイクルの終了時点を特定することによって1サイクルを特定する特定部と、を備えたものである。
【0010】
このような構成により、工具の切り替えをカウントして1サイクルの終了時点を特定することによって、正確な1サイクルの特定を行うことができるようになる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
無人作業システム
17日前
アズビル株式会社
制御装置
10日前
村田機械株式会社
産業機械
1か月前
コフロック株式会社
流量制御装置
11日前
トヨタ自動車株式会社
自律移動体
1か月前
株式会社丸和製作所
入力機器
10日前
株式会社クボタ
作業車
1か月前
株式会社豊田自動織機
荷役車両
3日前
株式会社明電舎
車両
1か月前
アズビル株式会社
パラメータ調整装置
1か月前
株式会社フジキン
流量制御装置
10日前
株式会社村田製作所
温度補償回路
17日前
株式会社ダイフク
搬送設備
18日前
トヨタ自動車株式会社
ロボットシステム
1か月前
トヨタ自動車株式会社
ロボットシステム
1か月前
株式会社ダイフク
物品搬送設備
24日前
株式会社ダイフク
物品搬送設備
18日前
キヤノン株式会社
情報処理装置
1か月前
株式会社ダイフク
物品搬送設備
18日前
ルネサスエレクトロニクス株式会社
半導体装置
11日前
旭精機工業株式会社
監視データ処理装置
25日前
ブラザー工業株式会社
数値制御装置及び工作機械
1か月前
株式会社ディスコ
搬送車
1か月前
株式会社FUJI
工作機械
11日前
ローム株式会社
定電圧生成回路
1か月前
ローム株式会社
定電圧生成回路
1か月前
ブラザー工業株式会社
調整方法及び数値制御装置
4日前
キヤノン株式会社
制御システム及び制御方法
24日前
株式会社マキタ
作業ロボット
18日前
アズビル株式会社
保全システム
3日前
富士電機株式会社
制御システム
1か月前
株式会社リコー
移動体、プログラム、位置推定方法
1か月前
株式会社シマノ
人力駆動車の操作装置
3日前
ミネベアパワーデバイス株式会社
半導体装置
24日前
富士電機株式会社
分析装置、分析方法及びプログラム
28日前
株式会社クボタ
フロントローダの操作機構及び作業車両
今日
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ