TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025002923
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023103315
出願日
2023-06-23
発明の名称
搬送車
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
G05D
1/43 20240101AFI20241226BHJP(制御;調整)
要約
【課題】走行路のラインに沿って正確に走行することができる搬送車を提供すること。
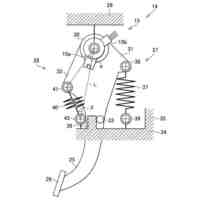
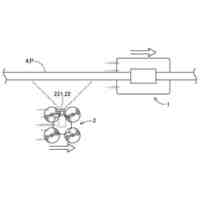
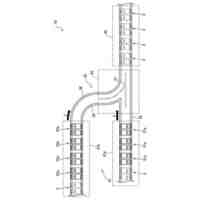
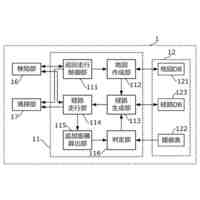
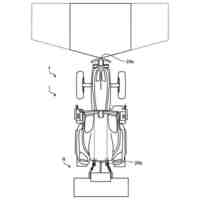
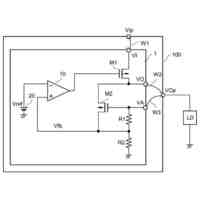
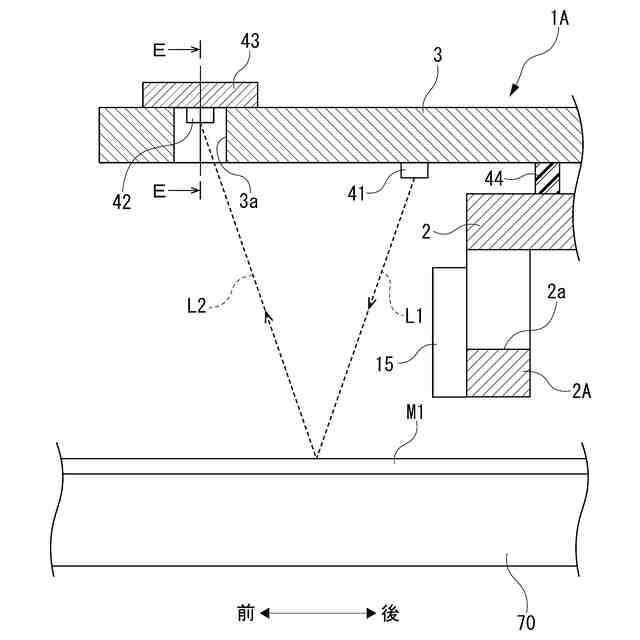
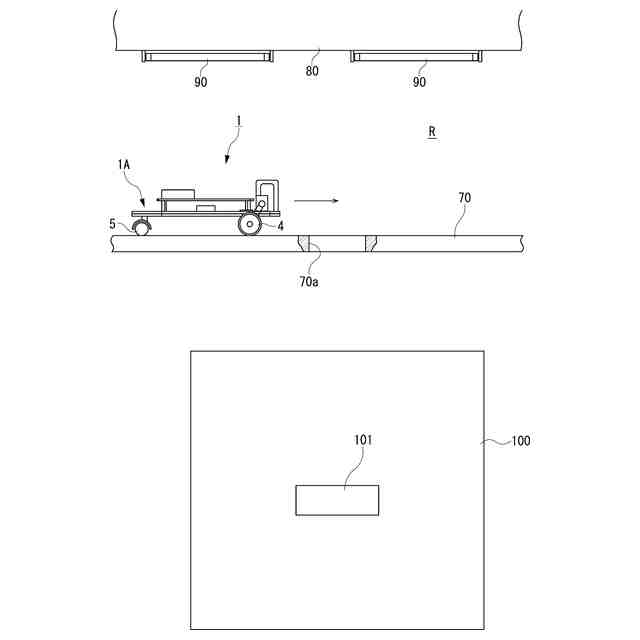
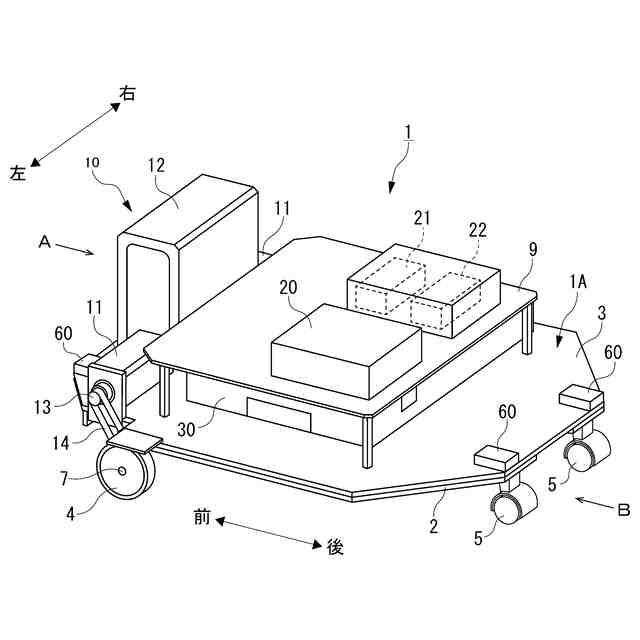
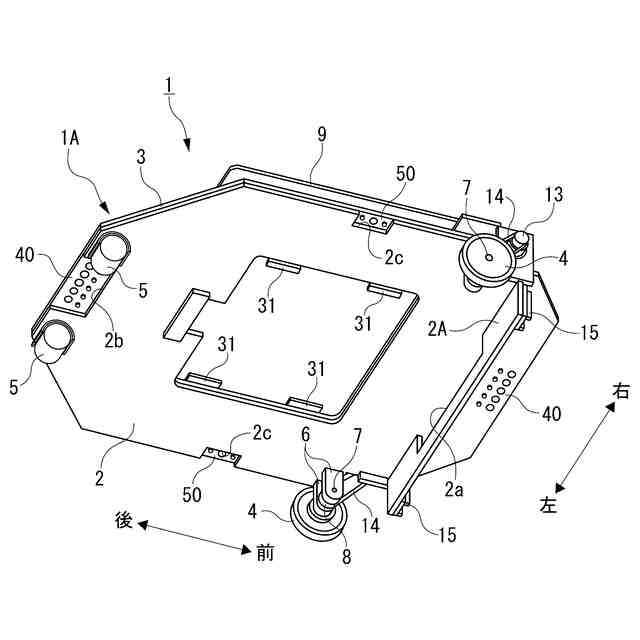
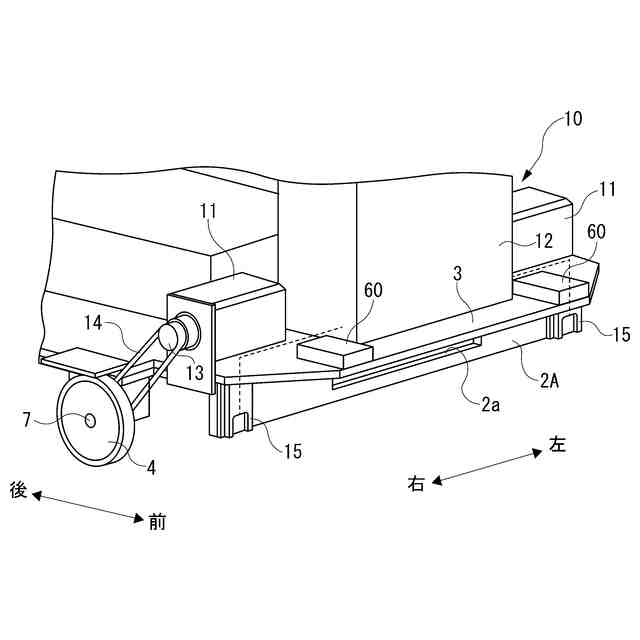
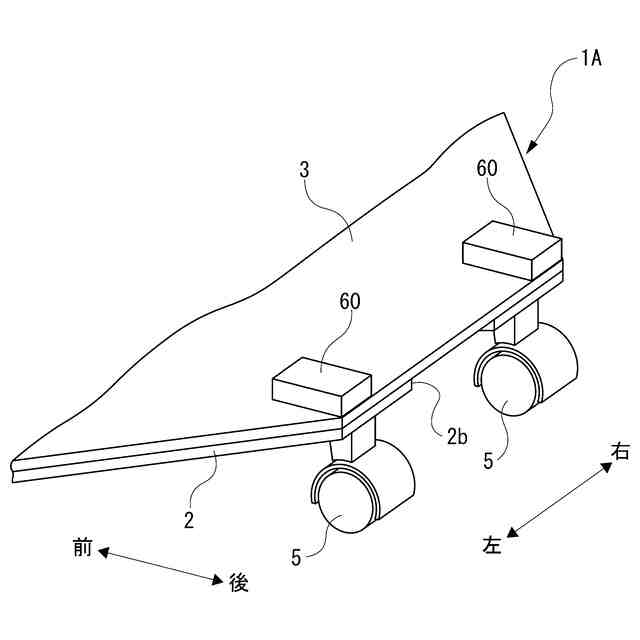
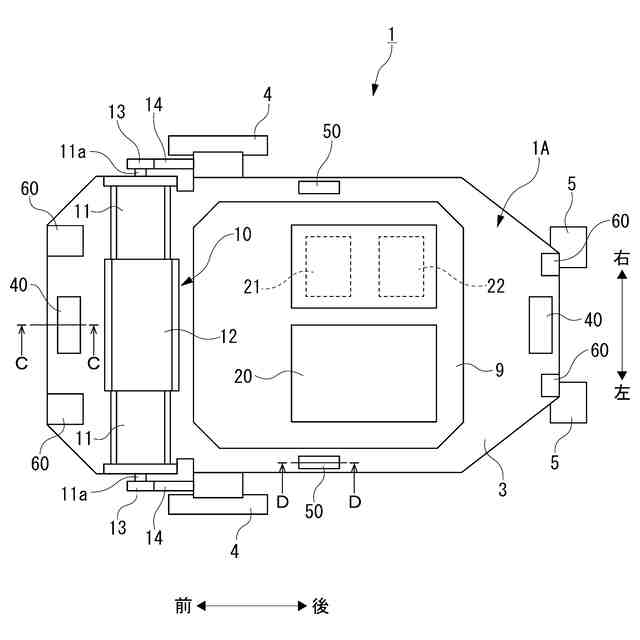
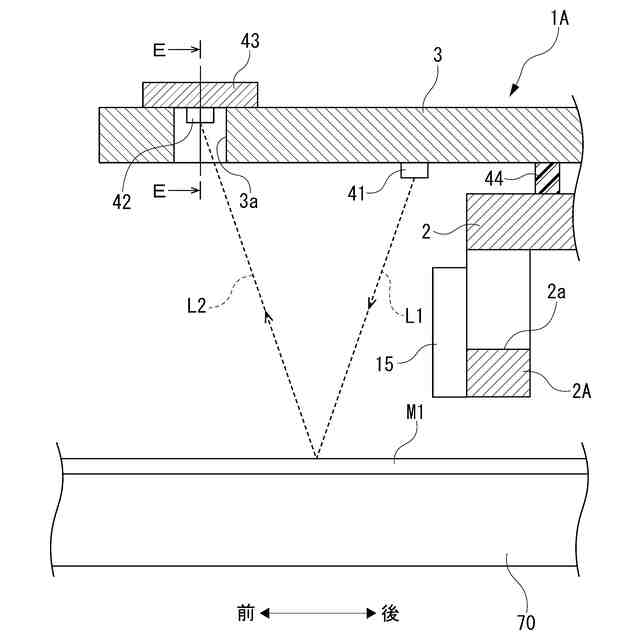
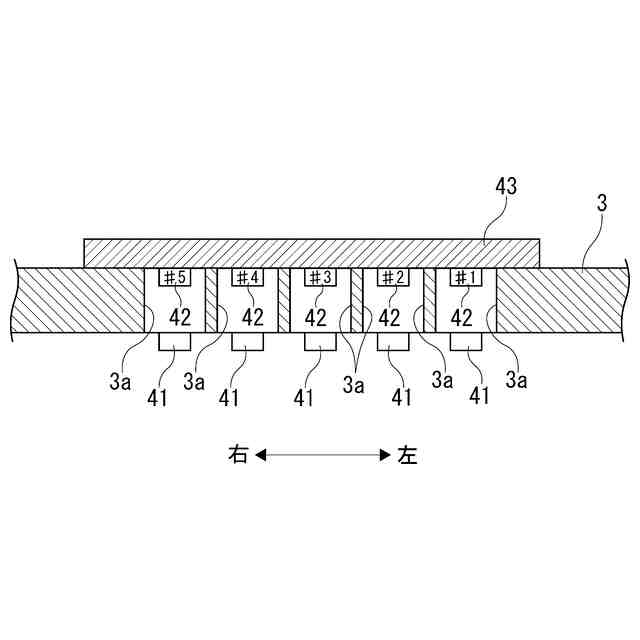
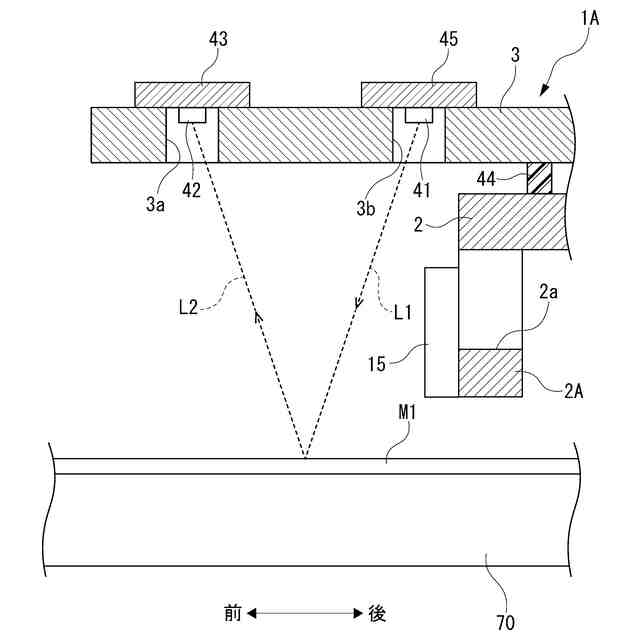
【解決手段】加工装置100の上方に設置された走行路70上を誘導用の第1マークM1に沿って走行して被加工物を加工装置100に搬送する搬送車1は、板状のシャーシ2の上に配置された基板3と、該基板3に配置され第1マークM1を検知する第1センサ40と、を備え、該第1センサ40は、第1マークM1に向かって光L1を出射する第1発光部41と、該第1発光部41から出射して該第1マークM1で反射した反射光L2を受光する第1受光部42と、を備え、基板3は、第1受光部42を収容する第1受光部収容穴3aを備えている。
【選択図】図7
特許請求の範囲
【請求項1】
加工装置の上方に設置された走行路上を誘導用の第1マークに沿って走行して被加工物を加工装置に搬送する搬送車であって、
板状のシャーシの上に配置された基板と、
該基板に配置され該第1マークを検知する第1センサと、
を備え、
該第1センサは、該第1マークに向かって光を出射する第1発光部と、該第1発光部から出射して該第1マークで反射した反射光を受光する第1受光部と、を備え、
該基板は、該第1受光部を収容する第1受光部収容穴を備える、
ことを特徴とする搬送車。
続きを表示(約 360 文字)
【請求項2】
該基板は、該第1発光部を収容する第1発光部収容穴を備えることを特徴とする請求項1記載の搬送車。
【請求項3】
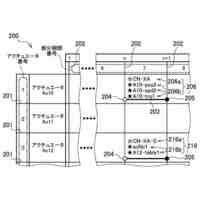
該走行路は、該第1マークに直交し走行方向に等間隔で配置された複数の第2マークを備えており、
該基板に配置され該第2マークを検知する第2センサを備え、
該第2センサは、該第2マークに向かって光を出射する第2発光部と、該第2発光部から出射して該第2マークで反射した反射光を受光する第2受光部と、を備え、
該基板は、該第2受光部を収容する第2受光部収容穴を備える、
ことを特徴とする請求項1または2記載の搬送車。
【請求項4】
該基板は、該第2発光部を収容する第2発光部収容穴を備えることを特徴とする請求項3記載の搬送車。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の加工装置の間を走行路に沿って走行して被加工物を各加工装置に搬送する搬送車に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
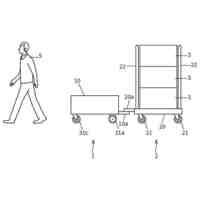
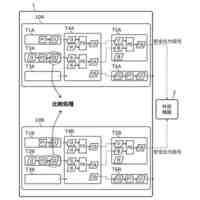
例えば、被加工物としてのウェーハを加工する研削装置などの加工装置は、クリーンルーム内に複数設置されているが、これらの複数の加工装置には、複数のウェーハを収納したカセットを作業者が運んでいる。また、加工装置よって加工された複数のウェーハは、カセット内に収納されるが、このカセットは、作業者によって加工装置から取り出されて別の加工装置へと運ばれている。
【0003】
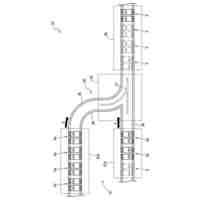
ところが、複数のウェーハが収納されたカセットを作業者が複数の加工装置の間を運ぶ作業は、面倒で効率が悪く、カセットの落下などの思わぬ事故を招く可能性がある。このため、カセットを保持した搬送車を、加工装置の上方に配設された走行路に沿って走行(自走)させることによって、ウェーハを複数の加工装置の間で受け渡し、受け取ることが行われている(例えば、特許文献1参照)。
【0004】
上述のように、搬送車を走行路に沿って走行(自走)させる場合、走行路上に搬送車の走行方向に沿って延在するライン(マーク)を、搬送車に設置されたセンサが非接触で検知することが行われており、これによって搬送車は、ラインから外れることなく該ラインに沿って走行(自走)することができる。
【0005】
ここで、搬送路上のラインを非接触で検知する手法としては、ラインをカメラによって撮像することが考えられるが、この方式では、カメラユニットや画像処理ユニット、充電池などが大型化することなどから、これらの機器が高価にならざるを得ないという問題がある。
【0006】
そこで、ラインを非接触で光学的に検知する反射型フォトセンサを採用することが考えられる。この反射型フォトセンサは、発光部と受光部を備え、発光部からラインに向かって光を出射させ、ラインで反射して受光部に戻ってくる反射光を該受光部が検知することによって、ラインを非接触で検知するものである。
【先行技術文献】
【特許文献】
【0007】
特開2021-082090号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、反射型フォトセンサを用いて非接触でラインを検知する方式においては、ラインで一度反射した反射光が搬送車の下面で再び反射し、この反射光が再びラインに向かい、該ラインで再反射して受光部に戻って該受光部によって受光されるため、ラインが誤検知され、搬送車がラインに沿って蛇行することなく正確に走行することができないという問題がある。また、反射型フォトセンサの受光部が、クリーンルーム内の照明に使用される蛍光灯などの照明器具からの照明光を受光したり、発光部から出射する受光部が照明光を受光しないような色の光をそのままダイレクトに受光するため、ラインが誤検知され、同じく搬送車がラインに沿って正確に走行することができないという問題がある。
【0009】
本発明は、上記問題に鑑みてなされたもので、その目的は、走行路のラインに沿って正確に走行することができる搬送車を提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するための本発明は、加工装置の上方に設置された走行路上を誘導用の第1マークに沿って走行して被加工物を加工装置に搬送する搬送車であって、板状のシャーシの上に配置された基板と、該基板に配置され該第1マークを検知する第1センサと、
を備え、該第1センサは、該第1マークに向かって光を出射する第1発光部と、該第1発光部から出射して該第1マークで反射した反射光を受光する第1受光部と、を備え、該基板は、該第1受光部を収容する第1受光部収容穴を備えることを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
工作機械
10日前
エイブリック株式会社
基準電圧回路
2か月前
株式会社ダイヘン
移動体
15日前
ローム株式会社
半導体集積回路
25日前
三栄ハイテックス株式会社
基準電圧回路
28日前
トヨタ自動車株式会社
ペダル機構
1か月前
株式会社ダイフク
搬送設備
10日前
株式会社ダイフク
搬送設備
1か月前
株式会社オプトン
制御プログラム生成装置
8日前
株式会社鷺宮製作所
制御装置
9日前
三菱電機株式会社
自己位置推定装置
1か月前
株式会社ダイフク
物品搬送設備
8日前
株式会社ダイフク
物品搬送設備
24日前
株式会社ダイヘン
負荷時タップ切換器
15日前
株式会社やまびこ
走行制御装置
2か月前
トヨタ自動車株式会社
移動体、及び制御方法
1か月前
株式会社ダイフク
物品搬送設備
1日前
株式会社ダイフク
物品搬送設備
8日前
株式会社タブチ
減圧弁
2か月前
株式会社戸張空調
アクセル・ブレーキ操作装置
21日前
株式会社計数技研
移動体、及びプログラム
1か月前
WHILL株式会社
電動モビリティ
1か月前
シンフォニアテクノロジー株式会社
異常検知装置
8日前
オムロン株式会社
安全装置
8日前
日本信号株式会社
自走式装置
1か月前
株式会社ダイヘン
搬送車
1か月前
ローム株式会社
半導体装置
1か月前
株式会社デンソー
診断装置
2か月前
株式会社日立製作所
製造工程管理システム
9日前
株式会社ダイヘン
移動体、及び誘導線検出装置
1か月前
株式会社ダイヘン
移動体、及び誘導線検出装置
1か月前
井関農機株式会社
作業車両
2か月前
株式会社アイシン
自律移動体
1か月前
株式会社FUJI
工作機械
11日前
FCLコンポーネント株式会社
電源回路および検出装置
2か月前
エイブリック株式会社
ボルテージレギュレータ及び半導体装置
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ