TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024161695
公報種別
公開特許公報(A)
公開日
2024-11-20
出願番号
2023076608
出願日
2023-05-08
発明の名称
レゾルバインシュレータ成形金型
出願人
株式会社クラレ
代理人
弁護士法人クレオ国際法律特許事務所
主分類
B29C
45/27 20060101AFI20241113BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ティース巻線部の薄肉化が進んでも、充填不良が生じない、レゾルバインシュレータ成形金型を提供する。
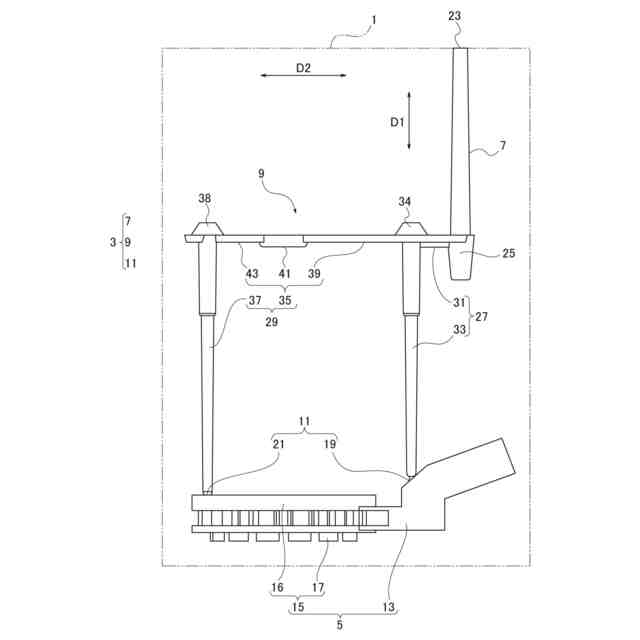
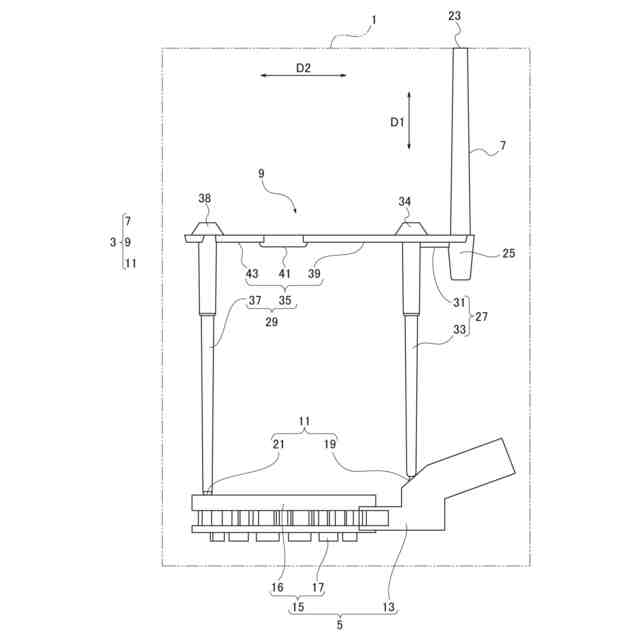
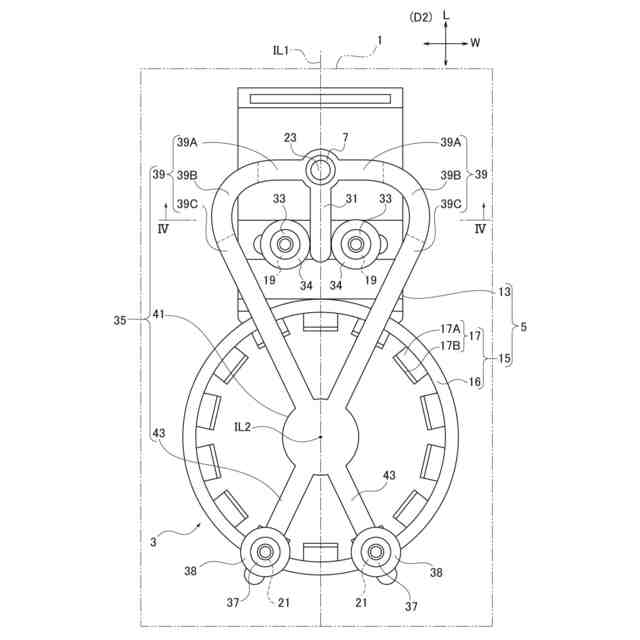
【解決手段】レゾルバインシュレータ成形金型1は、ランナー構造3と、成形品キャビティ5を有している。スプル7は、端子台保護カバー成形キャビティ部13から離れて対向する位置に配置される一端部に樹脂注入口23を有し、樹脂注入口23からランナー接続部25までの通路方向が、端子台保護カバー成形キャビティ部13に向かう方向に延びている。ランナー9は、ランナー接続部25から延び、端子台側ゲート19に接続される端子台側ランナー部27と、ランナー接続部25から延び、インシュレータ側ゲート21に接続されるインシュレータ側ランナー部29と、を有している。端子台側ランナー部27の断面積は、インシュレータ側ランナー部29の断面積より広い設定にしている。
【選択図】図3A
特許請求の範囲
【請求項1】
ステータコアをインサート品とするレゾルバインシュレータの射出成形に用いられるレゾルバインシュレータ成形金型であって、
溶融絶縁性樹脂が注入されるスプルと、前記スプルに注入した前記溶融絶縁性樹脂を成形品キャビティへ送り込む通路であるランナーと、を有するランナー構造を有し、
前記成形品キャビティは、
前記レゾルバインシュレータの端子台保護カバー部を成形する端子台保護カバー成形キャビティ部と、
前記端子台保護カバー成形キャビティ部と連通し、前記レゾルバインシュレータのインシュレータ本体部及びティース巻線部を成形するインシュレータ成形キャビティ部と、を有しており、
前記スプルは、
前記端子台保護カバー成形キャビティ部から離れて対向する位置に配置される一端部に樹脂注入口を有し、他端部にランナー接続部を有し、
前記樹脂注入口から前記ランナー接続部までの通路方向が、前記端子台保護カバー成形キャビティ部に向かう方向に延びており、
前記ランナーは、
前記ランナー接続部から延び、前記端子台保護カバー成形キャビティ部に形成された端子台側ゲートに接続される端子台側ランナー部と、
前記ランナー接続部から延び、前記インシュレータ成形キャビティ部に形成されたインシュレータ側ゲートに接続されるインシュレータ側ランナー部と、を有しており、
前記端子台側ランナー部の断面積は、前記インシュレータ側ランナー部の断面積より広い
ことを特徴とするレゾルバインシュレータ成形金型。
続きを表示(約 1,100 文字)
【請求項2】
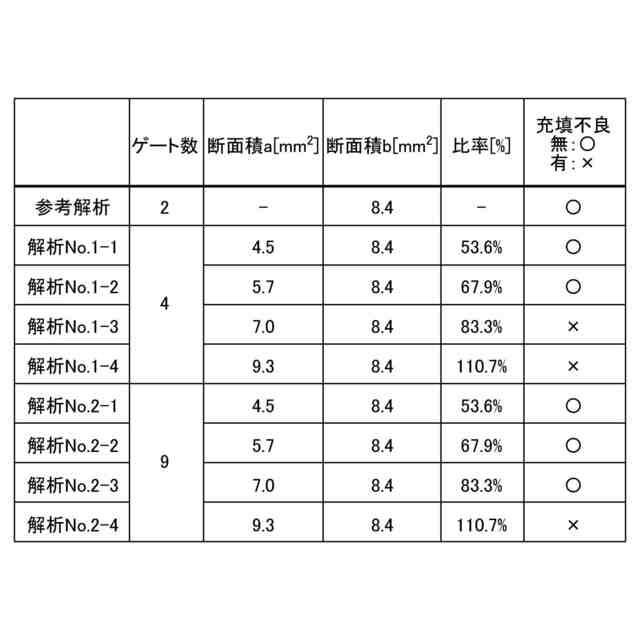
前記インシュレータ側ランナー部の断面積は、前記端子台側ランナー部の断面積の70%以下である
ことを特徴とする請求項1に記載のレゾルバインシュレータ成形金型。
【請求項3】
前記スプルが延びる方向を第1方向とし、前記第1方向と直交する方向を第2方向としたとき、
前記端子台側ランナー部は、
前記ランナー接続部から前記第2方向に延びる端子台側第2方向ランナー部と、
前記端子台側第2方向ランナー部から前記端子台側ゲートまで前記第1方向に延びる端子台側第1方向ランナー部を有しており、
前記インシュレータ側ランナー部は、
前記ランナー接続部から前記第2方向に延びるインシュレータ側第2方向ランナー部と、前記インシュレータ側第2方向ランナー部から前記インシュレータ側ゲートまで前記第1方向に延びるインシュレータ側第1方向ランナー部を有しており、
前記端子台側第2方向ランナー部の断面積は、前記インシュレータ側第2方向ランナー部の断面積より広い
ことを特徴とする請求項1に記載のレゾルバインシュレータ成形金型。
【請求項4】
前記インシュレータ側第2方向ランナー部は、
前記スプルの前記ランナー接続部と接続された第1ランナー部と、
前記第1ランナー部と接続され、前記インシュレータ成形キャビティ部の環状キャビティ部の中心部に対向する位置に配置された樹脂溜部と、
前記樹脂溜部から前記インシュレータ側第1方向ランナー部との接続部まで前記第2方向に延びる第2ランナー部と、を有する
ことを特徴とする請求項3に記載のレゾルバインシュレータ成形金型。
【請求項5】
前記インシュレータ側ゲートは、前記端子台側ゲートから離れた遠位位置に形成されている
ことを特徴とする請求項1に記載のレゾルバインシュレータ成形金型。
【請求項6】
前記インシュレータ側ゲートは、前記インシュレータ成形キャビティ部の環状キャビティ部の周方向に等間隔に複数形成されている
ことを特徴とする請求項1に記載のレゾルバインシュレータ成形金型。
【請求項7】
前記インシュレータ本体部は、直径5cm以上15cm以下の円環状である
ことを特徴とする請求項1に記載のレゾルバインシュレータ成形金型。
【請求項8】
前記ティース巻線部の厚み寸法は、0.5mm以上1.0mm以下である
ことを特徴とする請求項1に記載のレゾルバインシュレータ成形金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、レゾルバインシュレータ成形金型に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来から、ロータのステータに対する回転角を検出し、モータや発電機などの回転電機の回転角を検出するレゾルバが知られている(例えば、特許文献1)。
【0003】
レゾルバのステータは、ステータコアと、ステータ巻線と、端子台と、レゾルバインシュレータとから構成されている。ステータコアは、環状部の内周面に周方向に配列された複数のティースを有している。端子台は、複数のティースに巻き付けられるステータ巻線(コイル線)の接続端子が設けられている。
【0004】
レゾルバインシュレータは、ステータコアをインサート品として射出成形されるものである。レゾルバインシュレータは、インシュレータ部と、端子台保護カバー部と、を一体に有している。インシュレータ部は、ステータコアの各ティースの外周に沿って環状に形成されるインシュレータ本体部の厚みよりもコイル絶縁部になるティース巻線部の厚みが薄く構成されている。
【先行技術文献】
【特許文献】
【0005】
特開2019-193507号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
レゾルバインシュレータを射出成形により成形する場合、厚みの薄い薄肉部(具体的には、上記ティース巻線部を成形するキャビティ部)に、樹脂が到達しない充填不良(ショートショット)が発生しやすい、という課題が存在する。
【0007】
本発明の目的は、ティース巻線部の薄肉化が進んでも、充填不良が生じない、レゾルバインシュレータ成形金型を提供することである。
【課題を解決するための手段】
【0008】
本発明のレゾルバインシュレータ成形金型は、ステータコアをインサート品とするレゾルバインシュレータの射出成形に用いられるものであり、溶融絶縁性樹脂が注入されるスプルと、前記スプルに注入した前記溶融絶縁性樹脂を成形品キャビティへ送り込む通路であるランナーと、を有するランナー構造を有している。そして、前記成形品キャビティは、前記レゾルバインシュレータの端子台保護カバー部を成形する端子台保護カバー成形キャビティ部と、前記端子台保護カバー成形キャビティ部と連通し、前記レゾルバインシュレータのインシュレータ本体部及びティース巻線部を成形するインシュレータ成形キャビティ部と、を有しており、前記スプルは、前記端子台保護カバー成形キャビティ部から離れて対向する位置に配置される一端部に樹脂注入口を有し、他端部にランナー接続部を有し、前記樹脂注入口から前記ランナー接続部までの通路方向が、前記端子台保護カバー成形キャビティ部に向かう方向に延びており、前記ランナーは、前記ランナー接続部から延び、前記端子台保護カバー成形キャビティ部に形成された端子台側ゲートに接続される端子台側ランナー部と、前記ランナー接続部から延び、前記インシュレータ成形キャビティ部に形成されたインシュレータ側ゲートに接続されるインシュレータ側ランナー部と、を有しており、前記端子台側ランナー部の断面積は、前記インシュレータ側ランナー部の断面積より広い。
【発明の効果】
【0009】
このように構成することで、ティース巻線部の薄肉化が進んでも、充填不良が生じない。
【図面の簡単な説明】
【0010】
本実施の形態のレゾルバインシュレータ成形金型で成形されたレゾルバインシュレータを備えたレゾルバの模式図である。
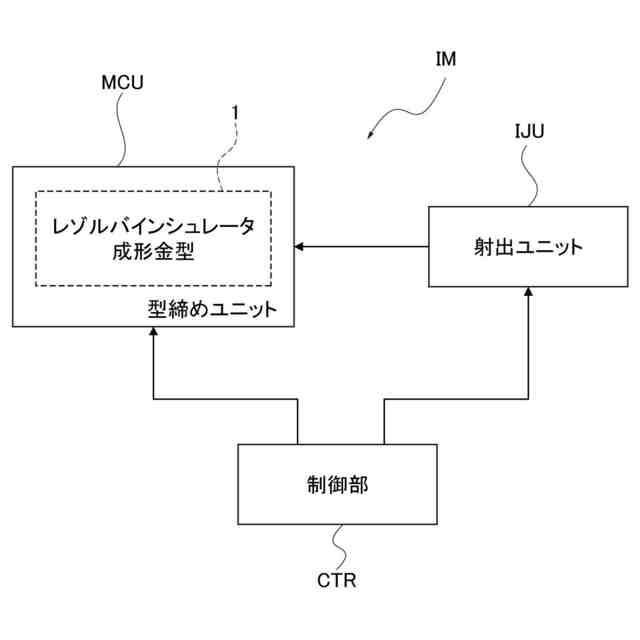
射出成形機のブロック図である。
第1の実施の形態のレゾルバインシュレータ成形金型の側面図である。
第1の実施の形態のレゾルバインシュレータ成形金型の平面図である。
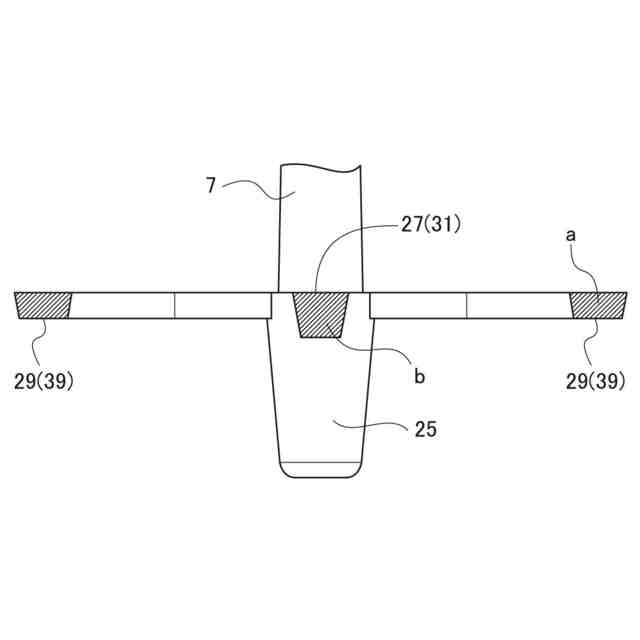
図3Bに示したIV-IV線の部分拡大断面図である。
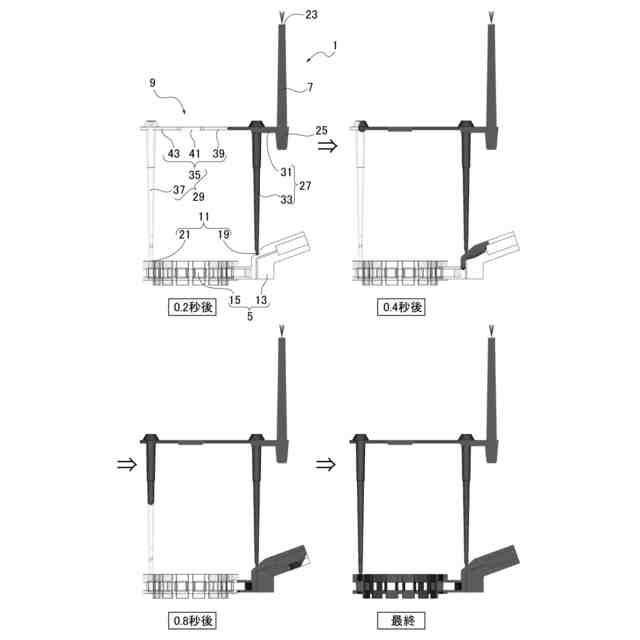
解析No.1-1(a=4.5、b=8.4)の場合のシミュレーション結果を示す図である。
解析No.1-2(a=5.7、b=8.4)の場合のシミュレーション結果を示す図である。
解析No.1-3(a=7.0、b=8.4)の場合のシミュレーション結果を示す図である。
解析No.1-3で充填不良が生じた部分の拡大図である。
解析No.1-4(a=9.3、b=8.4)の場合のシミュレーション結果を示す図である。
解析No.1-4で充填不良が生じた部分の拡大図である。
第2の実施の形態のレゾルバインシュレータ成形金型の側面図である。
第2の実施の形態のレゾルバインシュレータ成形金型の平面図である。
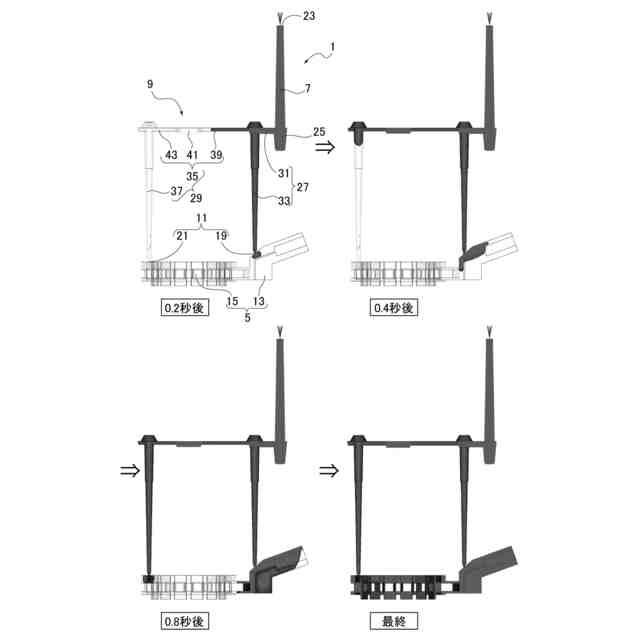
解析No.2-1(a=4.5、b=8.4)の場合のシミュレーション結果を示す図である。
解析No.2-2(a=5.7、b=8.4)の場合のシミュレーション結果を示す図である。
解析No.2-3(a=7.0、b=8.4)の場合のシミュレーション結果を示す図である。
解析No.2-4(a=9.3、b=8.4)の場合のシミュレーション結果を示す図である。
解析No.2-4で充填不良が生じた部分の拡大図である。
参考形態のレゾルバインシュレータ成形金型の側面図である。
参考形態のレゾルバインシュレータ成形金型の平面図である。
参考解析の場合のシミュレーション結果を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
今日
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
株式会社シロハチ
真空チャンバ
1か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
株式会社日本製鋼所
押出成形装置
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社城北精工所
押出成形用ダイ
8か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社リコー
シート処理システム
3か月前
小林工業株式会社
振動溶着機
5か月前
株式会社スリーエス
光造形装置
6か月前
株式会社日本製鋼所
射出成形機
20日前
ヒロホー株式会社
搬送容器の製造方法
5か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
三光合成株式会社
ガス排出供給構造体
1か月前
日本プラスト株式会社
嵌合構造
1か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
株式会社イクスフロー
成形装置
7か月前
株式会社コスメック
磁気クランプ装置
2か月前
株式会社日本製鋼所
射出成形機
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































