TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024154639
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023068572
出願日
2023-04-19
発明の名称
樹脂封止金型
出願人
I-PEX株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B29C
33/12 20060101AFI20241024BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】被成形品を適切に支持することができる樹脂封止金型を提供すること。
【解決手段】樹脂封止金型は、第1金型と第2金型とが型締されることによって形成される空間であるキャビティ内で被成形品を各々支持するための複数の支持ピンと、複数の支持ピンを保持する保持部とを備える。保持部は、複数の支持ピンのうちの第1支持ピンを第1金型と第2金型とが型締される型締方向に移動可能に保持し、被成形品の樹脂封止工程において、第1支持ピンが被成形品に当接した後、複数の支持ピンのうちの第1支持ピン以外の第2支持ピンが被成形品に当接する。
【選択図】図3
特許請求の範囲
【請求項1】
第1金型と第2金型とが型締されることによって形成される空間であるキャビティ内で被成形品を各々支持するための複数の支持ピンと、
前記複数の支持ピンを保持する保持部と、を備え、
前記保持部は、前記複数の支持ピンのうちの第1支持ピンを前記第1金型と前記第2金型とが型締される型締方向に移動可能に保持し、
前記被成形品の樹脂封止工程において、前記第1支持ピンが前記被成形品に当接した後、前記複数の支持ピンのうちの前記第1支持ピン以外の第2支持ピンが前記被成形品に当接する
ことを特徴とする樹脂封止金型。
続きを表示(約 590 文字)
【請求項2】
前記保持部は、弾性部材を介して前記第1支持ピンを保持する
ことを特徴とする請求項1に記載の樹脂封止金型。
【請求項3】
前記キャビティを形成する壁面は、前記被成形品における前記第1支持ピンおよび前記第2支持ピンの一方と当接する面である第1面の裏面である第2面に当接する凸部を備える
ことを特徴とする請求項1または2に記載の樹脂封止金型。
【請求項4】
前記第1支持ピンが前記被成形品から離れる前に、前記第1支持ピンを前記保持部に係止する係止ピンを備える
ことを特徴とする請求項1または2に記載の樹脂封止金型。
【請求項5】
前記複数の支持ピンを保持する前記保持部を複数備え、
複数の前記保持部は、前記第1金型に設けられる第1保持部と、前記第2金型に設けられる第2保持部とを含み、
前記第1保持部および前記第2保持部のうちの少なくとも一方は、前記型締方向に移動する
ことを特徴とする請求項1または2に記載の樹脂封止金型。
【請求項6】
前記被成形品は、複数の部材を含み、
前記複数の部材は、前記複数の支持ピンのうち互いに異なる支持ピンによって前記型締方向で互いに異なる位置で支持される
ことを特徴とする請求項1または2に記載の樹脂封止金型。
発明の詳細な説明
【技術分野】
【0001】
開示の実施形態は、樹脂封止金型に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来、被成形品を樹脂封止する樹脂封止金型が知られている。かかる樹脂封止金型では、被成形品が配置されたキャビティ内に樹脂材料が充填される過程で被成形品の位置ずれなどを防止するために被成形品が適切に支持されることが重要である。
【0003】
特許文献1には、型締の際に上下方向から複数の支持ピンがキャビティ内に進入して被成形品を支持し、樹脂封止が完了する前に、複数の支持ピンがキャビティから退避することで、かかる退避によってできた空間にも樹脂を充填させる技術が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平10-209193号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の技術では、例えば、被成形品において互いに異なる支持ピンで支持される複数の部位の互いの高さ(型締の方向の位置)が異なる場合、これら複数の部位の高さのバラつきにより、支持ピンと被成形品との間に隙間が形成されて被成形品を適切に支持できないおそれがある。このことは、被成形品において互いに異なる支持ピンで支持される複数の部位の互いの高さが異なる場合に限定されず、支持ピンの長さが互いに異なる場合でも生じるおそれがある。
【0006】
実施形態の一態様は、上記に鑑みてなされたものであって、被成形品を適切に支持することができる樹脂封止金型を提供することを目的とする。
【課題を解決するための手段】
【0007】
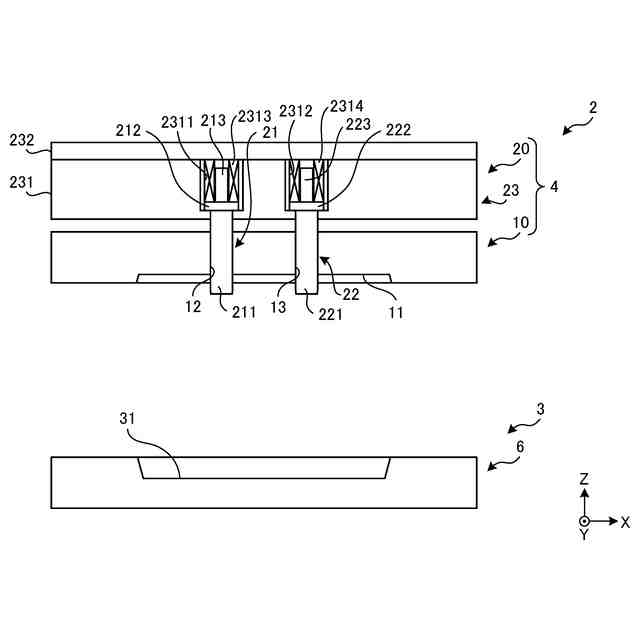
実施形態の一態様に係る樹脂封止金型は、第1金型と第2金型とが型締されることによって形成される空間であるキャビティ内で被成形品を各々支持するための複数の支持ピンと、複数の支持ピンを保持する保持部とを備える。保持部は、複数の支持ピンのうちの第1支持ピンを第1金型と第2金型とが型締される型締方向に移動可能に保持し、被成形品の樹脂封止工程において、第1支持ピンが被成形品に当接した後、複数の支持ピンのうちの第1支持ピン以外の第2支持ピンが被成形品に当接する。
【発明の効果】
【0008】
実施形態の一態様によれば、被成形品を適切に支持することができる。
【図面の簡単な説明】
【0009】
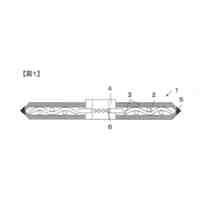
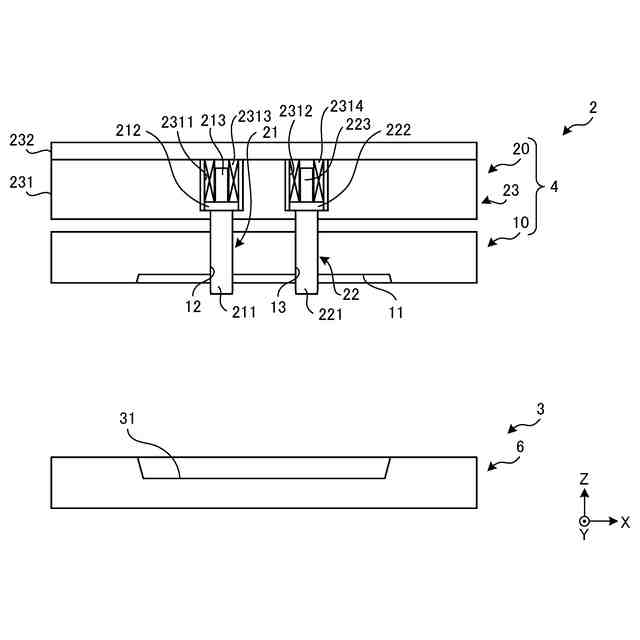
図1は、第1実施形態に係る樹脂封止装置の構成の一例を示す図である。
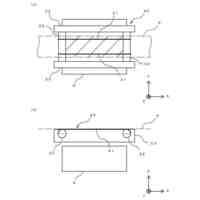
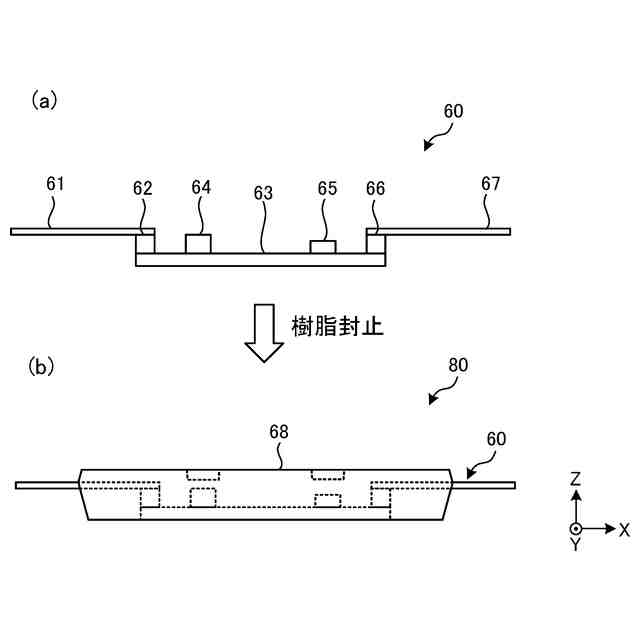
図2は、第1実施形態に係る被成形品および成形品の各々の一例を示す側面図である。
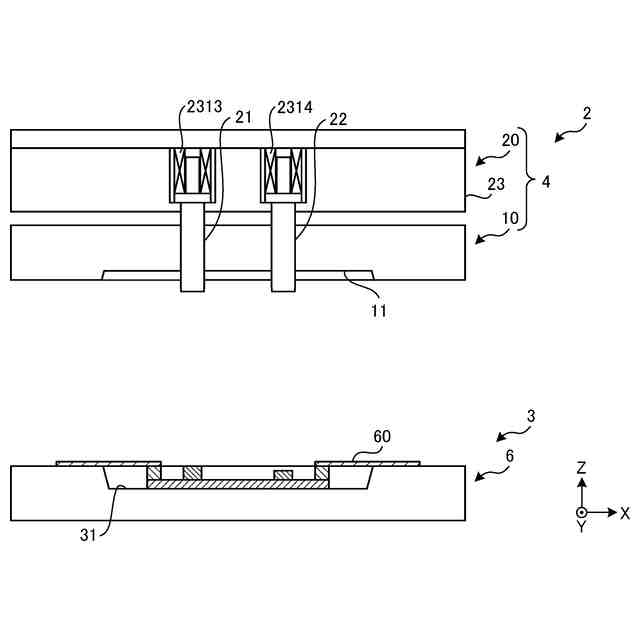
図3は、第1実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の一例を示す図(その1)である。
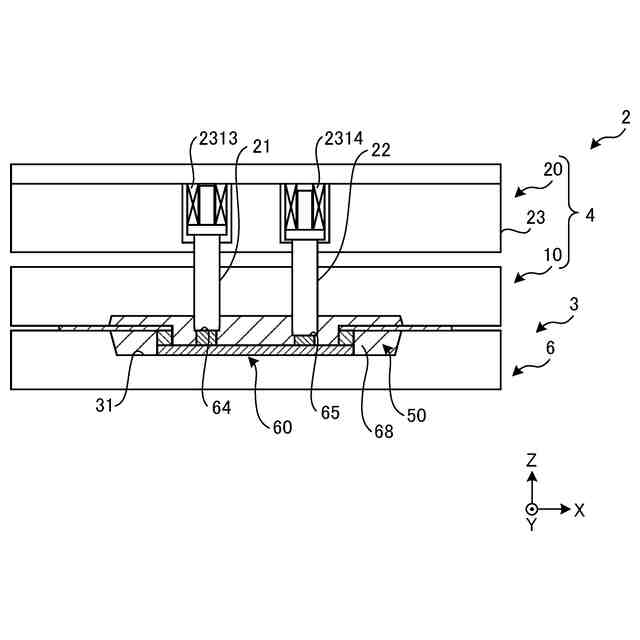
図4は、第1実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の一例を示す図(その2)である。
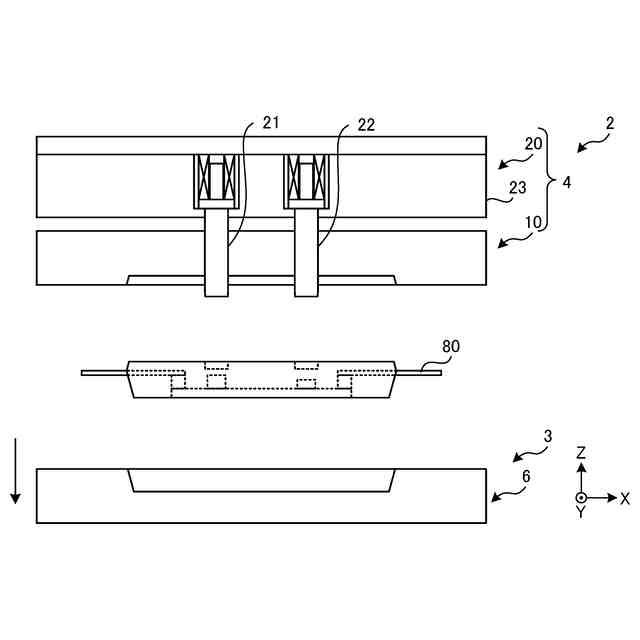
図5は、第1実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の一例を示す図(その3)である。
図6は、第1実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の一例を示す図(その4)である。
図7は、第1実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の一例を示す図(その5)である。
図8は、第1実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の一例を示す図(その6)である。
図9は、第1実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の一例を示す図(その7)である。
図10は、第1実施形態に係る樹脂封止装置の樹脂封止金型の他の構成例を示す図である。
図11は、第2実施形態に係る被成形品および成形品の各々の一例を示す側面図である。
図12は、第2実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の他の例を示す図(その1)である。
図13は、第2実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の他の例を示す図(その2)である。
図14は、第2実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の他の例を示す図(その3)である。
図15は、第2実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の他の例を示す図(その4)である。
図16は、第2実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の他の例を示す図(その5)である。
図17は、第2実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の他の例を示す図(その6)である。
図18は、第2実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の他の例を示す図(その7)である。
図19は、第2実施形態に係る樹脂封止装置の樹脂封止金型による樹脂封止工程の他の例を示す図(その8)である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照して、本願の開示する樹脂封止金型の実施形態を詳細に説明する。なお、以下に示す実施形態によりこの発明が限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
今日
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
KTX株式会社
シェル型の作製方法
5か月前
小林工業株式会社
振動溶着機
5か月前
株式会社日本製鋼所
射出成形機
20日前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
三光合成株式会社
ガス排出供給構造体
1か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
株式会社コスメック
磁気クランプ装置
2か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
日本プラスト株式会社
嵌合構造
1か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社スリーエス
光造形装置
6か月前
株式会社FTS
ブローニードル
今日
東レエンジニアリング株式会社
テープ貼付装置
1か月前
東レ株式会社
熱可塑性樹脂フィルムの製造方法
4か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ