TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024154599
公報種別
公開特許公報(A)
公開日
2024-10-31
出願番号
2023068513
出願日
2023-04-19
発明の名称
樹脂成形装置用ガス抜き入子
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B29C
45/26 20060101AFI20241024BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ガス抜き入子の強度の向上とガス排出性の向上とを両立させることができる樹脂成形装置用ガス抜き入子を提供する。
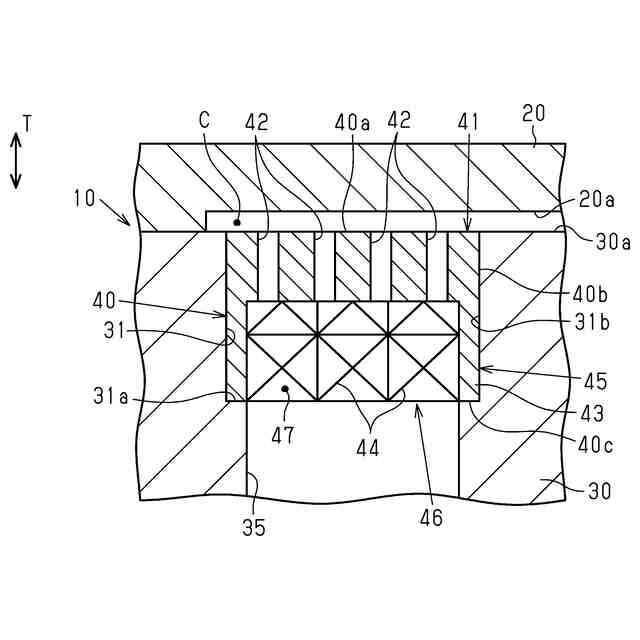
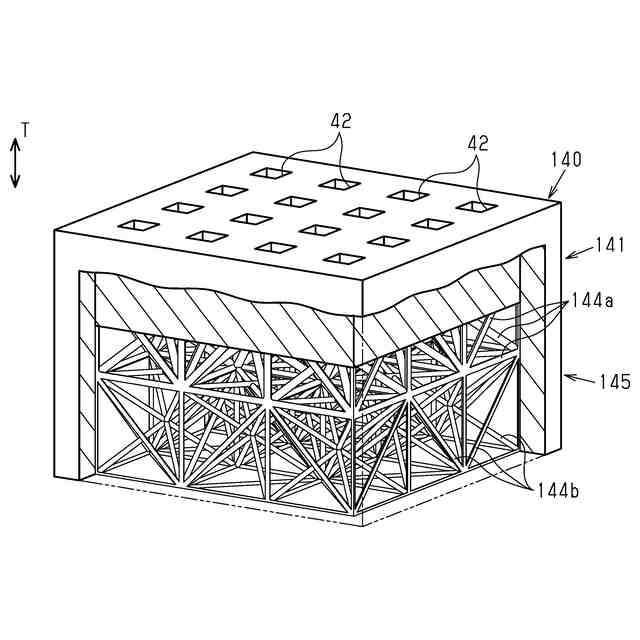
【解決手段】入子40は、樹脂を成形するキャビティCを金型10と共に形成するとともに、キャビティCの内部のガスをキャビティCの外部へ排出する。入子40は、キャビティCに連通する複数の貫通孔42を有する第1部分41と、第1部分41に対してキャビティCとは反対側に位置する第2部分45とを備える。第2部分45は、3次元のラティス構造46を有するとともに、複数の貫通孔42に連通される連通空間47を有する。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂を成形するキャビティを金型と共に形成する入子であり、前記キャビティの内部のガスを前記キャビティの外部へ排出する樹脂成形装置用ガス抜き入子であって、
前記キャビティに連通する複数の貫通孔を有する第1部分と、
前記第1部分に対して前記キャビティとは反対側に位置し、3次元のラティス構造を有するとともに、複数の前記貫通孔に連通される連通空間を有する第2部分と、を備える、
樹脂成形装置用ガス抜き入子。
続きを表示(約 160 文字)
【請求項2】
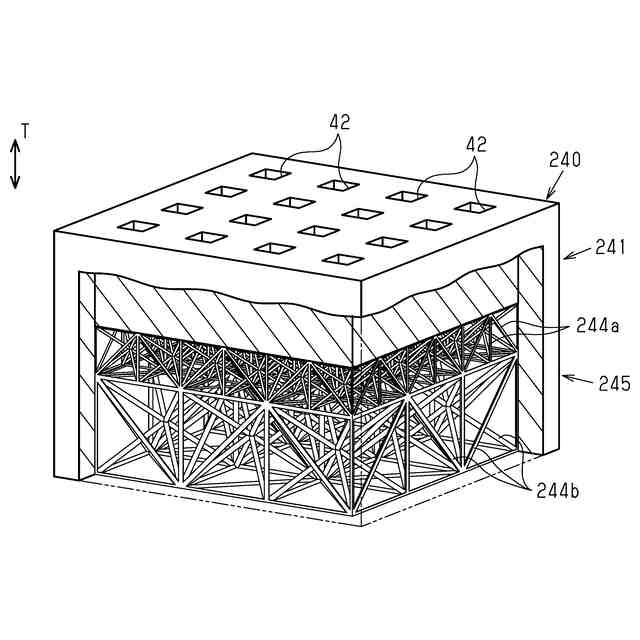
前記ラティス構造は、トラス構造である、
請求項1に記載の樹脂成形装置用ガス抜き入子。
【請求項3】
前記第2部分のうち前記キャビティに近い部分の空隙率が、前記キャビティから遠い部分の空隙率に比べて小さい、
請求項1または請求項2に記載の樹脂成形装置用ガス抜き入子。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形装置用ガス抜き入子に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1には、ガス抜き入子を備えた樹脂成形装置が記載されている。特許文献1に記載の樹脂成形装置は、樹脂成形品の表面を形成する第1金型と、樹脂成形品の裏面を形成する第2金型と、第1金型と第2金型との間に形成されたキャビティ内部に残留するガスをキャビティ外部に排出するガス抜き入子とを備える。ガス抜き入子は、短冊形の複数の入子片を有する。複数の入子片同士は、複数の入子片に挿通されるピンによって互いに組み付けられる。隣接する入子片同士の間には、キャビティの内部と第2金型の排気通路とを連通する細隙が形成される。
【0003】
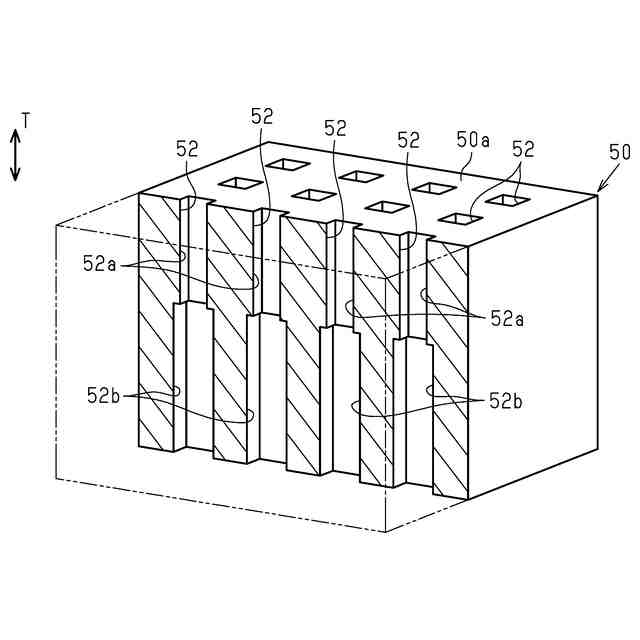
また従来、3Dプリンタによって一体に形成されるガス抜き入子がある。
図5に示すように、ガス抜き入子50は、厚み方向Tに沿って延びる複数の貫通孔52を有する。貫通孔52は、成形面50aに開口する第1部分52aと、成形面50aとは反対側の面に開口するとともに第1部分52aに接続される第2部分52bとを有する。第1部分52aの孔径は、樹脂が流入しない大きさ(例えば50μm程度)に設定されている。第2部分52bの孔径は、第1部分52aよりも大きい。ガス抜き入子50の貫通孔52を3Dプリンタによって形成する場合、貫通孔52の第1部分52aの孔径が小さいために、第1部分52aを含む部分の厚みには限界がある。そこで、貫通孔52に第2部分52bを設けることにより、ガス抜き入子50の厚みを大きくしてガス抜き入子50の剛性を高めている。
【先行技術文献】
【特許文献】
【0004】
特開2015-89637号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1に記載のガス抜き入子では、互いに隣り合う入子片同士の間の細隙の距離を調整しつつ、入子片同士を組み付ける必要がある。このため、入子片を組み付ける作業が煩雑になる。
【0006】
また、図5に示すガス抜き入子50では、貫通孔52が孔径の大きい第2部分52bを有している。このため、貫通孔52の第1部分52a同士の間の間隔を小さくすること、すなわち成形面50aの単位面積当たりの貫通孔52の数を増やしてガス排出性を高めることには自ずと限界がある。
【課題を解決するための手段】
【0007】
上記課題を解決するための樹脂成形装置用ガス抜き入子は、樹脂を成形するキャビティを金型と共に形成する入子であり、前記キャビティの内部のガスを前記キャビティの外部へ排出する樹脂成形装置用ガス抜き入子であって、前記キャビティに連通する複数の貫通孔を有する第1部分と、前記第1部分に対して前記キャビティとは反対側に位置し、3次元のラティス構造を有するとともに、複数の前記貫通孔に連通される連通空間を有する第2部分と、を備える。
【0008】
同構成によれば、キャビティの内部に樹脂を充填する際に、キャビティの内部のガスが、第1部分の複数の貫通孔及び第2部分に設けられた連通空間を通じてキャビティの外部に排出される。また、上記構成によれば、ガス抜き入子が第1部分に加えて、3次元のラティス構造を有する第2部分を備えているため、ガス抜き入子の強度を高めることができる。第1部分の貫通孔に連通する第2部分の連通空間が、3次元のラティス構造を構成する多数の支持柱同士によって形成されるため、貫通孔同士の間隔を設定する上でラティス構造が影響を与えにくい。このため、貫通孔同士の間隔を小さくすることができる。したがって、ガス抜き入子の強度の向上とガス排出性の向上とを両立させることができる。
【図面の簡単な説明】
【0009】
図1は、一実施形態に係る入子を備える樹脂成形装置の断面図である。
図2は、図1の入子の一部を破断して示す斜視図である。
図3は、入子の第1変更例の一部を破断して示す斜視図である。
図4は、入子の第2変更例の一部を破断して示す斜視図である。
図5は、従来のガス抜き入子の一部を破断して示す斜視図である。
【発明を実施するための形態】
【0010】
以下、図1及び図2を参照して、樹脂成形装置用ガス抜き入子(以下、入子という)の一実施形態について説明する。
図1に示すように、樹脂成形装置は、金型10と入子40とを備える。樹脂成形装置には、溶融状態の樹脂が充填されるとともに、樹脂を成形するキャビティCが設けられている。キャビティCは、金型10と入子40とによって形成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
8か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
1か月前
株式会社シロハチ
真空チャンバ
3か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
成形装置
2か月前
株式会社リコー
シート剥離装置
6か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社神戸製鋼所
混練機
12日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
三菱自動車工業株式会社
予熱装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
26日前
小林工業株式会社
振動溶着機
8か月前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
1か月前
KTX株式会社
シェル型の作製方法
8か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社リコー
シート処理システム
6か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
日東工業株式会社
インサート成形機
2か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日本プラスト株式会社
嵌合構造
4か月前
東レ株式会社
ペレット製造時の制御システム
4日前
東レ株式会社
二軸配向ポリエステルフィルム
8か月前
中川産業株式会社
防火板材の製造方法
2か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































