TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024152331
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023066460
出願日
2023-04-14
発明の名称
ロータの製造装置
出願人
トヨタ紡織株式会社
代理人
個人
,
個人
主分類
B29C
33/42 20060101AFI20241018BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】コアにおける磁石を収容した収容孔に対し熱可塑性樹脂を適正に充填できるようにする。
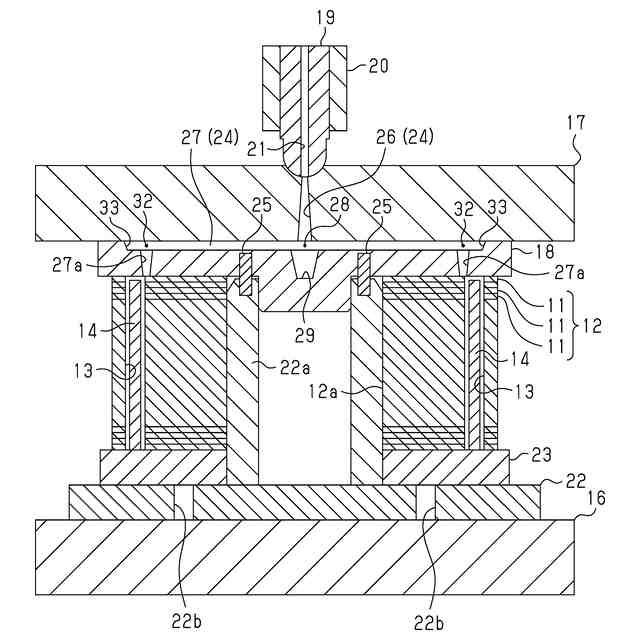
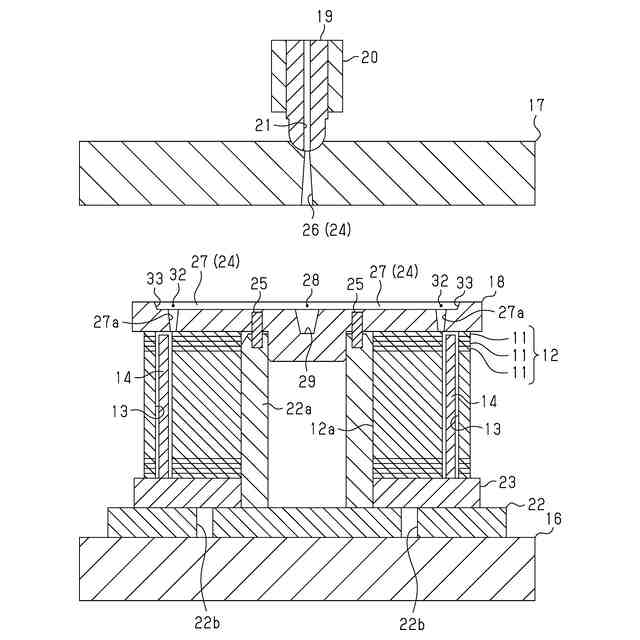
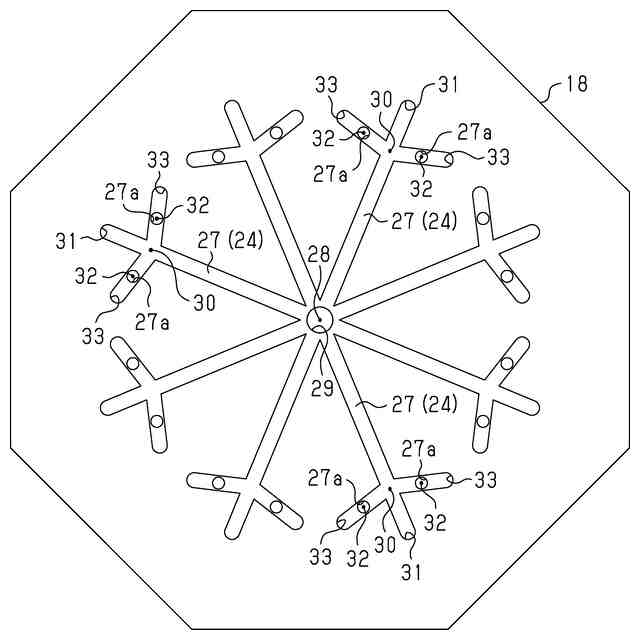
【解決手段】ロータの製造装置は、第1型16と、第2型17と、ゲートプレート18と、を備える。第1型16と第2型17との間には収容孔13を有するコア12が配置される。ゲートプレート18は、コア12と第2型17との間に配置される。ゲートプレート18及び第2型17には、第1型16と第2型17との型締め時に、ノズル19から射出された樹脂を収容孔13に流す通路24が形成される。通路24は、コーナー部28,32と、コーナー部28,32よりも上流に位置する上流部と、コーナー部28,32よりも下流に位置する下流部と、を有する。ゲートプレート18におけるコーナー部28,32に隣接した位置であって、上流部を下流に向けて直線状に延長した位置には、ノズル19からの射出初期の樹脂を滞留させる樹脂溜まり29,33が形成される。
【選択図】図4
特許請求の範囲
【請求項1】
第1型と、第2型と、ゲートプレートと、を備え、
前記第1型と前記第2型との間には磁石を収容した収容孔を有するコアが配置され、
前記ゲートプレートは、前記コアと前記第2型との間に配置され、
前記ゲートプレート及び前記第2型には、前記第1型と前記第2型との型締め時にノズルから射出された樹脂を前記収容孔に流す通路が形成されており、
前記樹脂を前記収容孔に充填することによって前記磁石を前記コアに固定するロータの製造装置において、
前記通路は、前記樹脂の流れる方向を変化させるコーナー部と、前記コーナー部よりも前記樹脂の流れの上流に位置する上流部と、前記コーナー部よりも前記樹脂の流れの下流に位置する下流部と、を有しており、
前記ゲートプレートにおける前記コーナー部に隣接した位置であって、前記上流部を下流に向けて直線状に延長した位置には、前記ノズルからの射出初期の前記樹脂を滞留させる樹脂溜まりが形成されているロータの製造装置。
続きを表示(約 680 文字)
【請求項2】
前記コーナー部は、前記通路における前記樹脂の流れ方向に間隔をおいて複数存在しており、
前記樹脂溜まりは、複数の前記コーナー部に対応して位置するよう複数形成されている請求項1に記載のロータの製造装置。
【請求項3】
前記コーナー部は、前記通路における前記樹脂の流れ方向に間隔をおいて複数存在しており、
前記樹脂溜まりは、前記ノズルから射出された前記樹脂が最初に到達するコーナー部に対応して位置するよう形成されている請求項1に記載のロータの製造装置。
【請求項4】
前記樹脂溜まりの容積は、前記ノズルの先端の樹脂通路におけるヒータに対応していない領域の容積よりも大きくされている請求項3に記載のロータの製造装置。
【請求項5】
前記通路は、直線状に延びて前記ノズルに繋がるスプルーと、そのスプルーから分岐した複数のランナーと、を有しており、
前記ランナーは、屈折することによって前記収容孔に繋がっており、
前記コーナー部は、前記スプルーと前記ランナーとの接続箇所に位置する第1コーナー部、及び、前記ランナーにおける屈折箇所に位置する第2コーナー部であり、
前記樹脂溜まりは、前記第1コーナー部と前記第2コーナー部とにそれぞれ対応して位置するよう形成され、
前記第1コーナー部に対応して位置する前記樹脂溜まりの容積が、前記ノズルの先端の樹脂通路におけるヒータに対応していない領域の容積よりも大きくされている請求項4に記載のロータの製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータの製造装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
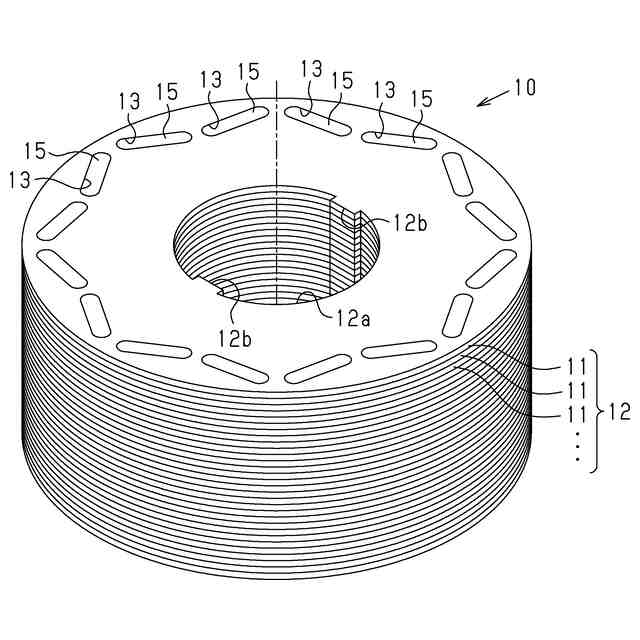
磁石埋め込み型モータのロータは、複数の鉄心片を厚さ方向に積層した構造のコアを備えている。こうしたコアには鉄心片の積層方向に貫通する複数の収容孔が形成されている。複数の収容孔にはそれぞれ磁石が収容されている。これらの磁石は、収容孔に樹脂を充填することによってコアに固定されている。上記コアに対する磁石の固定は、例えば特許文献1に示されるロータの製造装置を用いて行われる。
【0003】
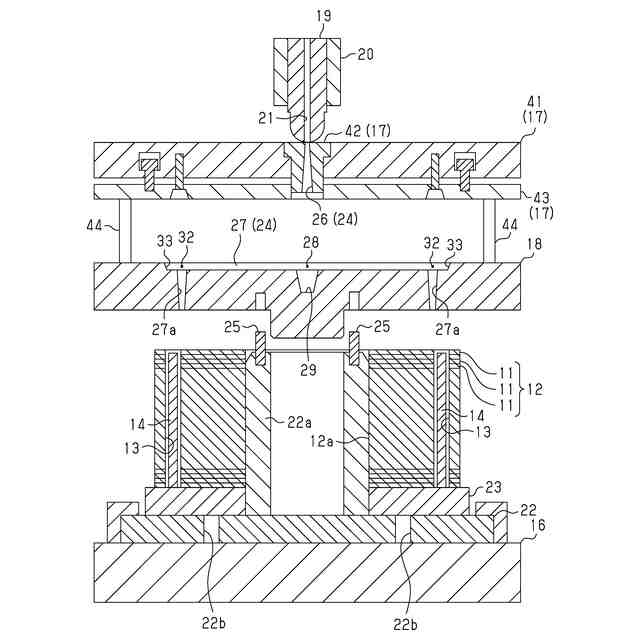
上記製造装置は、液状の樹脂をコアの収容孔に射出する射出成形機であって、第1型と、第2型と、ゲートプレートと、を備えている。型開きした第1型と第2型との間には、収容孔に磁石を収容したコアが配置される。更に、コアと第2型との間にはゲートプレートが配置される。ゲートプレート及び第2型には、第1型と第2型との型締め時に、ノズルから射出された樹脂を上記コアの収容孔に流すための通路が形成されている。
【0004】
第1型と第2型との型締め時にノズルから射出された樹脂は、ゲートプレート及び第2型に形成された通路を介して、コアにおける磁石を収容した収容孔に流れ込む。この樹脂が固化することにより、収容孔内の磁石がコアに固定される。その後、第1型と第2型との型開き時に、ゲートプレートがコアから離れるとともに、上記通路に残って固化した樹脂がゲートプレートから取り外される。更に、磁石が固定された後のコアは、型開きした第1型と第2型との間から取り外される。
【0005】
磁石をコアに固定するための上記樹脂としては、熱硬化性樹脂や熱可塑性樹脂を用いることが考えられる。上記樹脂として熱可塑性樹脂を用いる場合、熱硬化性樹脂を用いる場合と比較して、収容孔に充填された樹脂を早期に固化させることができる。すなわち、加熱によって溶融した熱可塑性樹脂が収容孔に充填される。その後、収容孔に充填された熱可塑性樹脂の温度が低下することにより、その熱可塑性樹脂が速やかに固化する。従って、ロータの製造装置を用いて磁石をコアに固定する製造サイクルを繰り返し行う際、一回の製造サイクルを短くして製造効率を向上させることが可能になる。
【先行技術文献】
【特許文献】
【0006】
国際公開第2016/147211号
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、上記樹脂として熱可塑性樹脂を用いると、ノズルからの樹脂の射出が終了してから次回の射出までの間に、ノズル内の樹脂の温度が下がることに伴って上記樹脂の固化が進みやすくなる。この場合、第1型と第2型との型締め時に、ノズルからの樹脂の射出が開始されたとき、固化した樹脂が最初にノズルからゲートプレート及び第2型の通路に流れる。そして、上記固化した樹脂が上記通路を詰まらせると、コアにおける磁石を収容した収容孔に対し、溶融した樹脂を適正に充填することが困難になる。
【課題を解決するための手段】
【0008】
以下、上記課題を解決するための手段及びその作用効果について記載する。
上記課題を解決するロータの製造装置は、第1型と、第2型と、ゲートプレートと、を備える。第1型と第2型との間には磁石を収容した収容孔を有するコアが配置される。ゲートプレートは、コアと第2型との間に配置される。ゲートプレート及び第2型には、第1型と第2型との型締め時に、ノズルから射出された樹脂を上記収容孔に流す通路が形成されている。そして、上記樹脂を上記収容孔に充填することにより、その磁石がコアに固定される。上記通路は、樹脂の流れる方向を変化させるコーナー部と、コーナー部よりも樹脂の流れの上流に位置する上流部と、コーナー部よりも樹脂の流れの下流に位置する下流部と、を有している。上記ゲートプレートにおけるコーナー部に隣接した位置であって、上流部を下流に向けて直線状に延長した位置には、ノズルからの射出初期の樹脂を滞留させる樹脂溜まりが形成されている。
【0009】
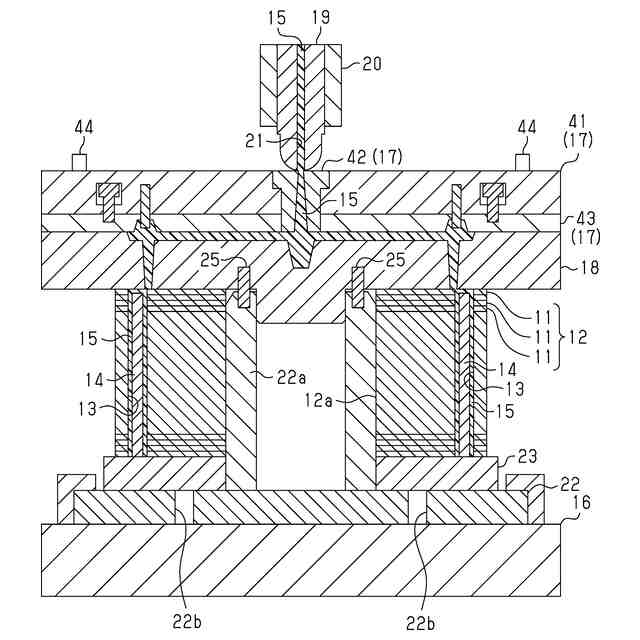
上記構成によれば、コアにおける磁石を収容した収容孔に充填する樹脂として熱可塑性樹脂を用いる場合、第1型と第2型との型締め時にノズルからの樹脂の射出が開始されたとき、固化した樹脂が最初にノズルからゲートプレート及び第2型の通路に流れる。この固化した樹脂は、上記通路における上流部からコーナー部に流れるとき、そのコーナー部で下流部に向きを変えることなく進むことにより、樹脂溜まりに入り込んで滞留する。こうして上記固化した樹脂は、樹脂溜まりによって捕捉されるため、上記通路の下流部に流れることは抑制される。そして、上記固化した樹脂よりも後ろの溶融した樹脂が上記通路の下流部を通ってコアの収容孔に充填される。従って、上記固化した樹脂が上記通路の下流部に流れることによって通路を詰まらせることを抑制でき、その詰まりに伴ってコアの収容孔に対し上記樹脂を適正に充填できなくなることは抑制される。その結果、コアにおける磁石を収容した収容孔に対し熱可塑性樹脂を適正に充填できるようになる。
【図面の簡単な説明】
【0010】
ロータのコアを示す斜視図である。
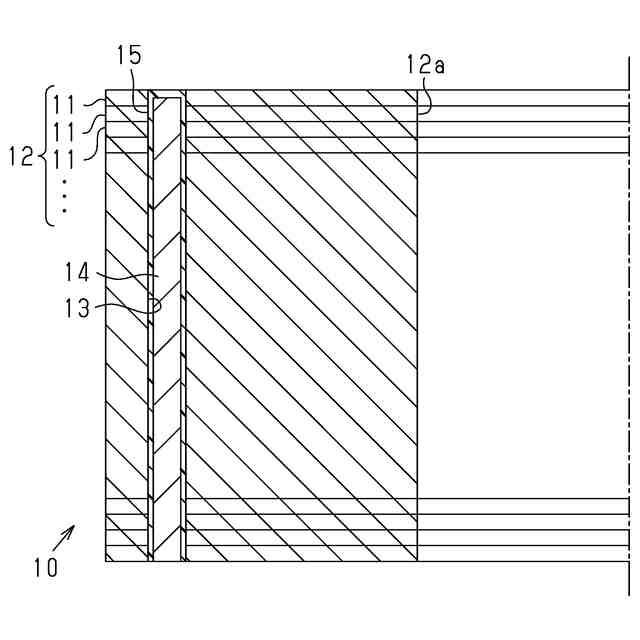
図1のコアの縦断面を示す断面図である。
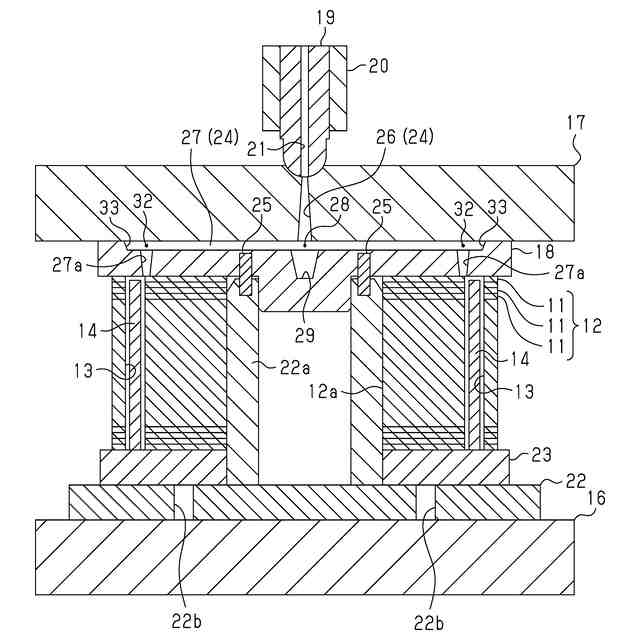
図1のロータを製造するための第1実施形態の製造装置を示す断面図である。
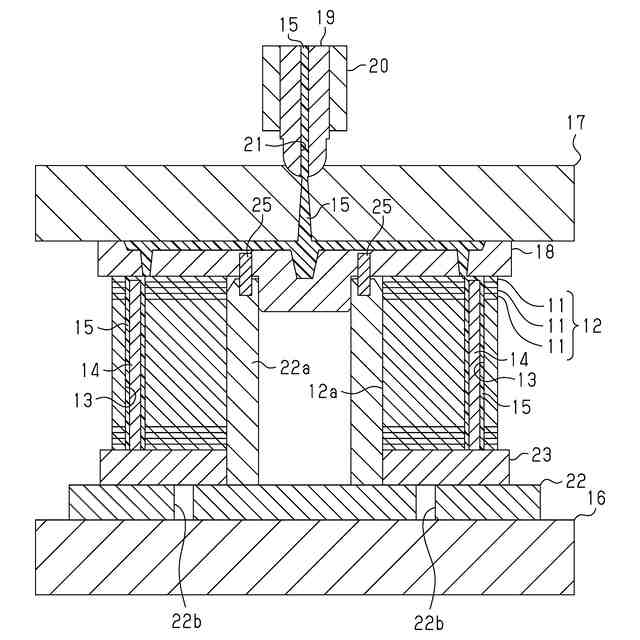
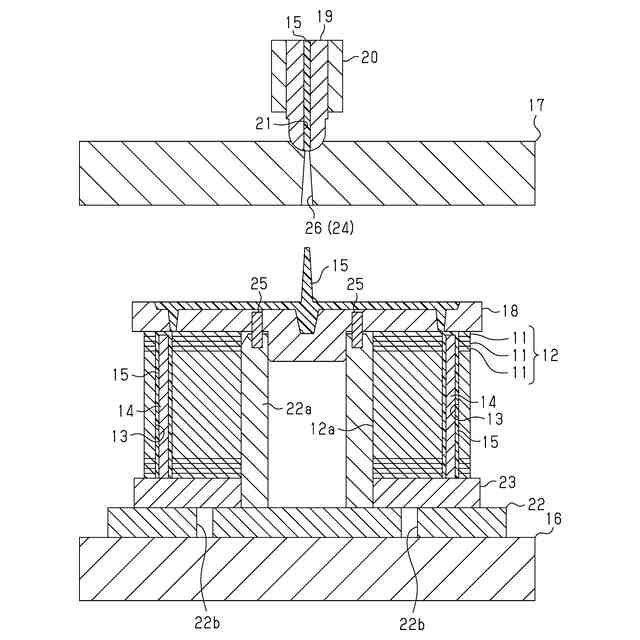
ロータ製造中の図3の製造装置を示す断面図である。
ロータ製造中の図3の製造装置を示す断面図である。
ロータ製造中の図3の製造装置を示す断面図である。
図3の製造装置におけるゲートプレートを第1型側から見た状態を示す平面図である。
第2実施形態の製造装置を示す断面図である。
ロータ製造中の図8の製造装置を示す断面図である。
ロータ製造中の図8の製造装置を示す断面図である。
ロータ製造中の図8の製造装置を示す断面図である。
ロータ製造中の図8の製造装置を示す断面図である。
ロータの製造装置の他の例を示す断面図である。
図13の製造装置における樹脂の通路を上方から見た状態を示す模式図である。
図14のコ通路を側方から見た状態を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
7か月前
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
1か月前
東レ株式会社
プリプレグテープ
4か月前
シーメット株式会社
光造形装置
1か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
個人
樹脂可塑化方法及び装置
25日前
株式会社FTS
ロッド
18日前
株式会社FTS
成形装置
1か月前
株式会社リコー
シート剥離装置
6か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社FTS
セパレータ
12日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
日東工業株式会社
インサート成形機
2か月前
株式会社ニフコ
樹脂製品の製造方法
3か月前
株式会社城北精工所
押出成形用ダイ
11か月前
株式会社リコー
シート処理システム
5か月前
小林工業株式会社
振動溶着機
7か月前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
真空成形方法
8か月前
KTX株式会社
シェル型の作製方法
7か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
個人
ノズルおよび熱風溶接機
1か月前
大塚テクノ株式会社
樹脂製の構造体
10か月前
トヨタ自動車株式会社
真空成形装置
9か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
株式会社日本製鋼所
射出成形機
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































