TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024151623
公報種別
公開特許公報(A)
公開日
2024-10-25
出願番号
2023065111
出願日
2023-04-12
発明の名称
更生タイヤの製造方法及び更生タイヤ
出願人
住友ゴム工業株式会社
代理人
弁理士法人サンクレスト国際特許事務所
主分類
B29D
30/56 20060101AFI20241018BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
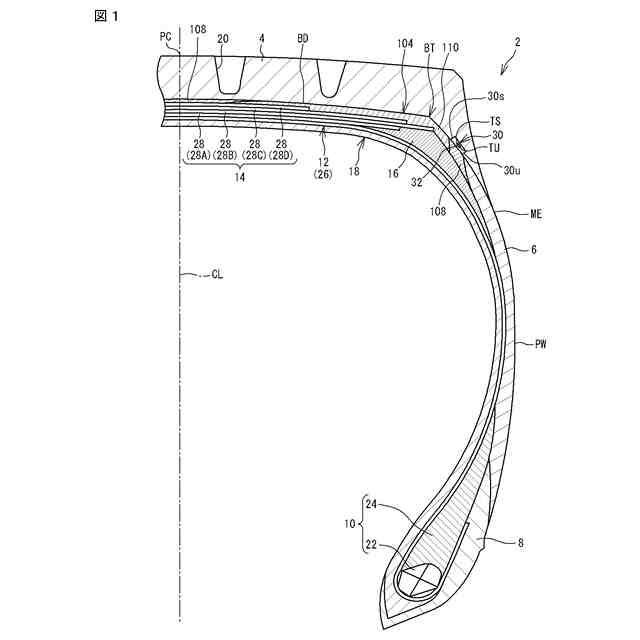
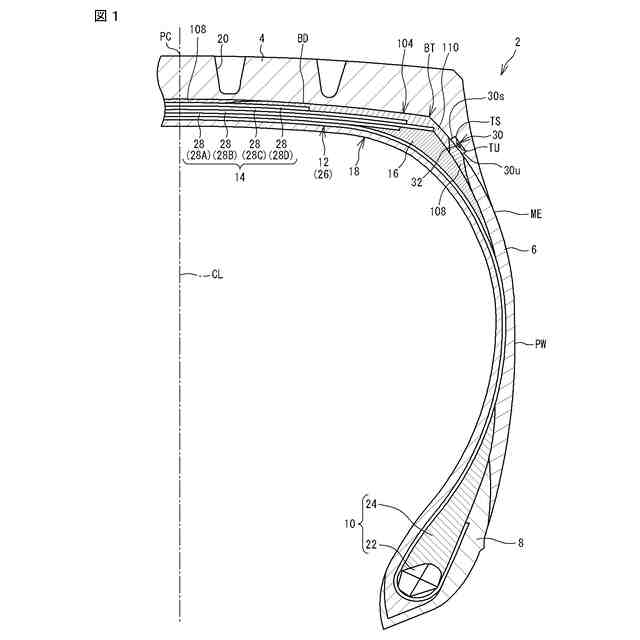
【課題】良好な通信環境の形成と、RFIDタグ32を起因とする損傷リスクの低減とを考慮しながら、RFIDタグ32を内蔵していないタイヤ102にRFIDタグ32を取り付け、RFIDタグ32による情報管理を可能にした、更生タイヤ2製造方法の提供。
【解決手段】更生タイヤ2製造方法は、タイヤ102からトレッド104を削る工程と、トレッド104を削ってなる成形面BDに、タグ部材30を装着する工程と、新しいトレッド4を再建する工程とを含む。成形面BDは、タイヤ2の最大幅位置の径方向外側に位置する。タグ部材30は、ベルト14の端の径方向内側に位置する。タグ部材30の保護体34のためのゴム組成物の初期加硫時間t10は、新しいトレッド4のためのゴム組成物の初期加硫時間t10より短い。
【選択図】図1
特許請求の範囲
【請求項1】
ゴム組成物の架橋物である保護体と、前記保護体で包み込まれたRFIDタグとで構成されたタグ部材を備える、更生タイヤを製造する方法であって、
一対のビードと、一対の前記ビードの間を架け渡すカーカスと、前記カーカスの径方向外側に位置し、路面と接地するトレッドと、前記トレッドの径方向内側において前記カーカスに積層されるベルトと、前記カーカスの軸方向外側に位置する一対のサイドウォールとを備えるタイヤから前記トレッドを削る工程と、
前記トレッドを削ってなる成形面に、前記保護体が未加硫状態にある前記タグ部材を装着する工程と、
前記タグ部材を装着した成形面に、ゴム組成物の架橋物である新しいトレッドを再建する工程と
を含み、
前記成形面が、前記タイヤの最大幅位置の径方向外側に位置し、
前記タグ部材が、前記ベルトの端の径方向内側に位置し、
前記保護体のためのゴム組成物の初期加硫時間t10が、前記新しいトレッドのためのゴム組成物の初期加硫時間t10より短い、
更生タイヤの製造方法。
続きを表示(約 780 文字)
【請求項2】
前記保護体の初期加硫時間t10が、2.5分以下である、
請求項1に記載の更生タイヤの製造方法。
【請求項3】
前記保護体の複素弾性率が、前記サイドウォールの複素弾性率と同じである、又は、前記サイドウォールの複素弾性率よりも高く、
前記保護体の複素弾性率が前記新しいトレッドの複素弾性率よりも低い、
請求項1又は2に記載の更生タイヤの製造方法。
【請求項4】
タイヤのトレッドを削ってなる成形面を有する台タイヤと、前記台タイヤの成形面に再建された新しいトレッドと、前記台タイヤと前記新しいトレッドとの間に位置するタグ部材とを備え、
前記台タイヤが、一対のビードと、一対の前記ビードの間を架け渡すカーカスと、前記カーカスの径方向外側に位置し、路面と接地するトレッドと、前記トレッドの径方向内側において前記カーカスと積層されるベルトと、前記カーカスの軸方向外側に位置する一対のサイドウォールとを備え
前記タグ部材が、ゴム組成物の架橋物である保護体と、前記保護体で包み込まれたRFIDタグとで構成され、
前記タグ部材が、径方向において、前記ベルトの端と前記タイヤの最大幅位置との間に位置し、
前記新しいトレッドがゴム組成物の架橋物であり、
前記保護体の複素弾性率が、前記サイドウォールの複素弾性率と同じである、又は、前記サイドウォールの複素弾性率よりも高く、
前記保護体の複素弾性率が前記新しいトレッドの複素弾性率よりも低い、
更生タイヤ。
【請求項5】
前記保護体のためのゴム組成物の初期加硫時間t10が、前記新しいトレッドのためのゴム組成物の初期加硫時間t10より短い、
請求項4に記載の更生タイヤ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、更生タイヤの製造方法及び更生タイヤに関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
タイヤの製造管理、顧客情報、走行履歴等の情報を管理するために、RFID(Radio Frequency Identification)タグをタイヤに適用することが提案されている。
下記の特許文献1では、更生タイヤの製造管理システムへのRFIDタグの適用が検討されている。特許文献1では、RFIDタグはタイヤの内部に移動自在に配置される。
【0003】
RFIDタグを内蔵していないタイヤも、RFIDタグを取り付ければ、RFIDタグを内蔵したタイヤと同じように、情報を管理できる。
RFIDタグを内蔵していないタイヤに対して、そのアフターサービスにおいて、RFIDタグを取り付ける取り組みが検討されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-126111号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、良好な通信環境の形成と、RFIDタグを起因とする損傷リスクの低減とを考慮しながら、RFIDタグを内蔵していないタイヤにRFIDタグを取り付け、RFIDタグによる情報管理を可能とした、更生タイヤを提供することにある。
【課題を解決するための手段】
【0006】
本発明に係る更生タイヤの製造方法は、ゴム組成物の架橋物である保護体と、前記保護体で包み込まれたRFIDタグとで構成されたタグ部材を備える、更生タイヤを製造する方法である。この製造方法は、一対のビードと、一対の前記ビードの間を架け渡すカーカスと、前記カーカスの径方向外側に位置し、路面と接地するトレッドと、前記トレッドの径方向内側において前記カーカスに積層されるベルトと、前記カーカスの軸方向外側に位置する一対のサイドウォールとを備えるタイヤから前記トレッドを削る工程と、前記トレッドを削ってなる成形面に、前記保護体が未加硫状態にある前記タグ部材を装着する工程と、前記タグ部材を装着した成形面に、ゴム組成物の架橋物である新しいトレッドを再建する工程とを含む。前記成形面は、前記タイヤの最大幅位置の径方向外側に位置する。前記タグ部材は、前記ベルトの端の径方向内側に位置する。前記保護体のためのゴム組成物の初期加硫時間t10は、前記新しいトレッドのためのゴム組成物の初期加硫時間t10より短い。
【0007】
本発明に係る更生タイヤは、タイヤのトレッドを削ってなる成形面を有する台タイヤと、前記台タイヤの成形面に再建された新しいトレッドと、前記台タイヤと前記新しいトレッドとの間に位置するタグ部材とを備える。前記台タイヤは、一対のビードと、一対の前記ビードの間を架け渡すカーカスと、前記カーカスの径方向外側に位置し、路面と接地するトレッドと、前記トレッドの径方向内側において前記カーカスと積層されるベルトと、前記カーカスの軸方向外側に位置する一対のサイドウォールとを備える。前記タグ部材は、ゴム組成物の架橋物である保護体と、前記保護体で包み込まれたRFIDタグとで構成される。前記タグ部材は、径方向において、前記ベルトの端と前記タイヤの最大幅位置との間に位置する。前記新しいトレッドはゴム組成物の架橋物である。前記保護体の複素弾性率は、前記サイドウォールの複素弾性率と同じである、又は、前記サイドウォールの複素弾性率よりも高い。前記保護体の複素弾性率は前記新しいトレッドの複素弾性率よりも低い。
【発明の効果】
【0008】
本発明によれば、良好な通信環境の形成と、RFIDタグを起因とする損傷リスクの低減とを考慮しつつ、RFIDタグを内蔵していないタイヤにRFIDタグが取り付けた、更生タイヤが得られる。更生タイヤにRFIDタグが固定されるので、RFIDタグが剥がれる、故意に別のRFIDタグに置き換えられる等のリスクが低減される。この更生タイヤは、RFIDタグに書き込まれた情報の信頼性を高めることができる。この更生タイヤによれば、RFIDタグによる情報管理が可能である。
【図面の簡単な説明】
【0009】
更生タイヤの一部を示す断面図である。
更生タイヤの製造に用いるタイヤの一部を示す断面図である。
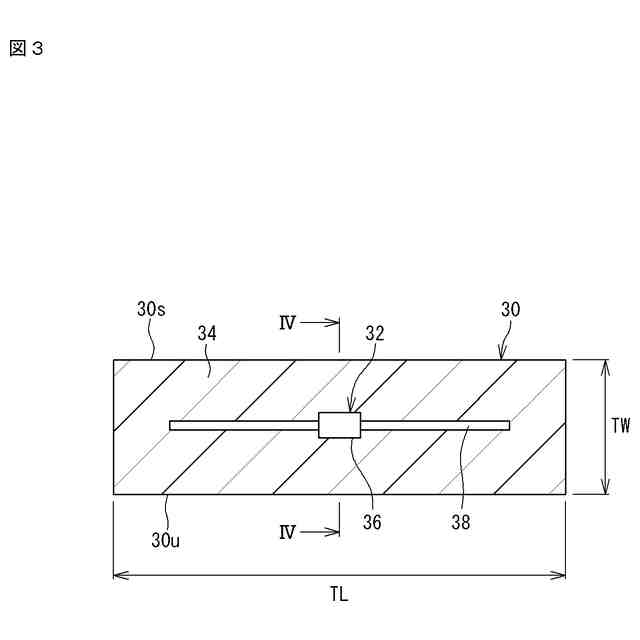
タグ部材の平面図である。
図3のIV-IV線に沿った断面図である。
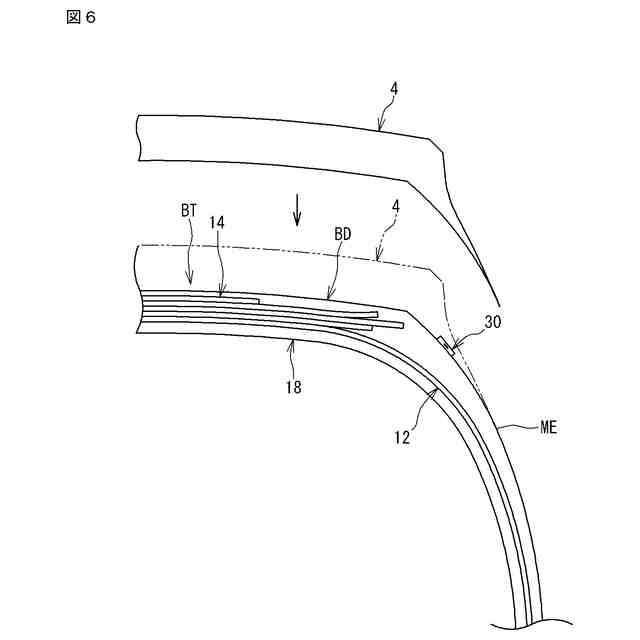
更生タイヤの製造方法を説明する図である。
更生タイヤの製造方法を説明する図である。
更生タイヤの製造方法を説明する図である。
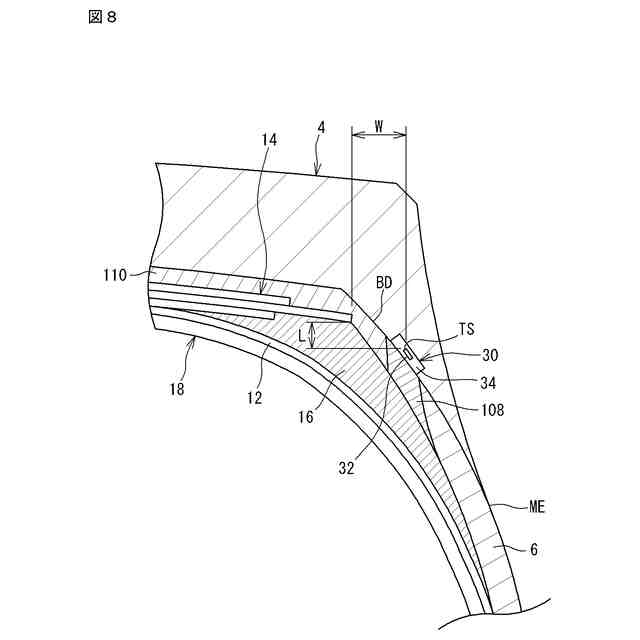
更生タイヤのショルダー部分を示す断面図である。
【発明を実施するための形態】
【0010】
本発明のタイヤはリムに組まれる。タイヤの内側には空気が充填され、タイヤの内圧が調整される。リムに組まれたタイヤはタイヤ-リム組立体とも呼ばれる。タイヤ-リム組立体は、リムと、このリムに組まれたタイヤとを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
1日前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
株式会社シロハチ
真空チャンバ
1か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
一体化成形品の製造方法
3か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
トヨタ自動車株式会社
真空成形装置
6か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
小林工業株式会社
振動溶着機
5か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社リコー
シート処理システム
3か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
株式会社城北精工所
押出成形用ダイ
8か月前
株式会社リコー
シート処理システム
3か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
株式会社コスメック
磁気クランプ装置
2か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社日本製鋼所
射出成形機
21日前
日本プラスト株式会社
嵌合構造
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
株式会社スリーエス
光造形装置
6か月前
株式会社FTS
ブローニードル
1日前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
株式会社イクスフロー
成形装置
7か月前
三光合成株式会社
ガス排出供給構造体
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































