TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024151055
公報種別
公開特許公報(A)
公開日
2024-10-24
出願番号
2023064174
出願日
2023-04-11
発明の名称
アンギュラ玉軸受の製造方法
出願人
日本精工株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
F16C
43/04 20060101AFI20241017BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】従来技術と比較して製造工程を効率化できるとともに、従来技術と比較して接触角のバラツキを抑制することができるアンギュラ玉軸受の製造方法を提供する。
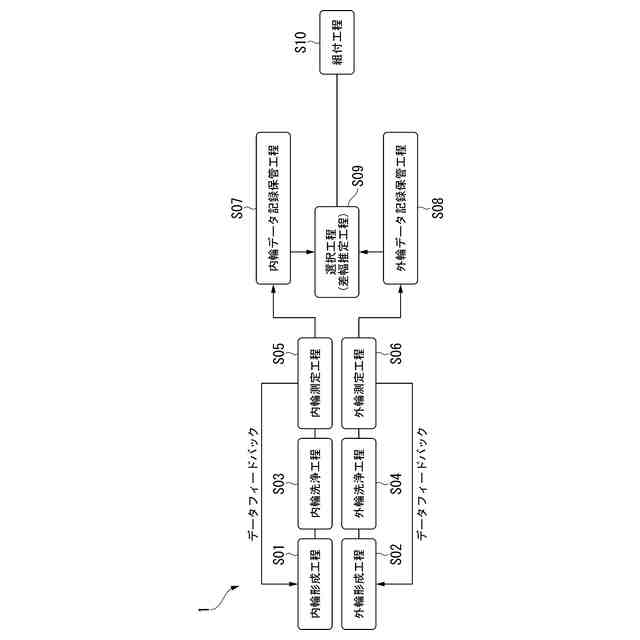
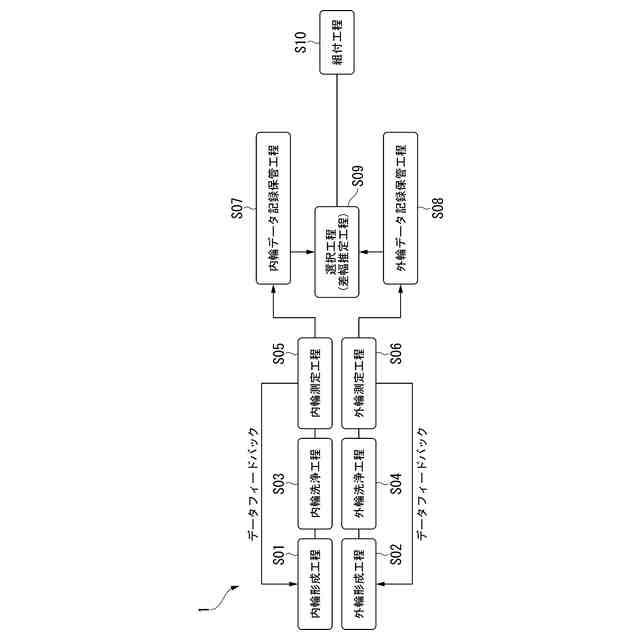
【解決手段】アンギュラ玉軸受の製造方法1は、内輪及び外輪をそれぞれ単体で測定する内輪測定工程S05及び外輪測定工程S06と、測定された複数の内輪及び外輪について測定結果を関連付けて記録する内輪データ記録保管工程S07及び外輪データ記録保管工程S08と、記録された複数の内輪及び外輪の中から、組み付けた場合の差幅が所定の範囲内となるように所定の内輪及び外輪の組み合わせを選択する選択工程S09と、選択工程S09で選択された内輪及び外輪を組み付ける組付工程S10と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
アンギュラ玉軸受の内輪を単体で測定する内輪測定工程と、
前記アンギュラ玉軸受の外輪を単体で測定する外輪測定工程と、
前記内輪測定工程にて測定された複数の前記内輪について、前記内輪ごとに前記内輪測定工程で測定された測定結果を関連付けて記録するとともに複数の前記内輪を保管する内輪データ記録保管工程と、
前記外輪測定工程にて測定された複数の前記外輪について、前記外輪ごとに前記外輪測定工程で測定された測定結果を関連付けて記録するとともに複数の前記外輪を保管する外輪データ記録保管工程と、
前記内輪データ記録保管工程で記録された複数の前記内輪及び前記外輪データ記録保管工程で記録された複数の前記外輪の中から、組み付けた場合の差幅が所定の範囲内となるように所定の前記内輪及び前記外輪の組み合わせを選択する選択工程と、
前記選択工程で選択された前記内輪及び前記外輪を組み付ける組付工程と、
を備える、
アンギュラ玉軸受の製造方法。
続きを表示(約 1,700 文字)
【請求項2】
前記内輪測定工程より前に実施され、前記内輪を形成する内輪形成工程及び形成された前記内輪を洗浄する内輪洗浄工程と、
前記外輪測定工程より前に実施され、前記外輪を形成する外輪形成工程及び形成された前記外輪を洗浄する外輪洗浄工程と、
を備え、
前記内輪形成工程では、前記内輪測定工程における測定結果がフィードバックされ、フィードバックされた情報に基づいて前記内輪の寸法を調整し、
前記外輪形成工程では、前記外輪測定工程における測定結果がフィードバックされ、フィードバックされた結果に基づいて前記外輪の寸法を調整する、
請求項1に記載のアンギュラ玉軸受の製造方法。
【請求項3】
前記内輪形成工程及び前記外輪形成工程から前記組付工程へ至るまでの間に、前記内輪及び前記外輪を仮組みする工程を有することなく前記アンギュラ玉軸受を製造する、
請求項2に記載のアンギュラ玉軸受の製造方法。
【請求項4】
前記内輪測定工程及び前記外輪測定工程から前記組付工程へ至るまでの間に、前記内輪及び前記外輪の研削を行う工程を有することなく前記アンギュラ玉軸受を製造する、
請求項1に記載のアンギュラ玉軸受の製造方法。
【請求項5】
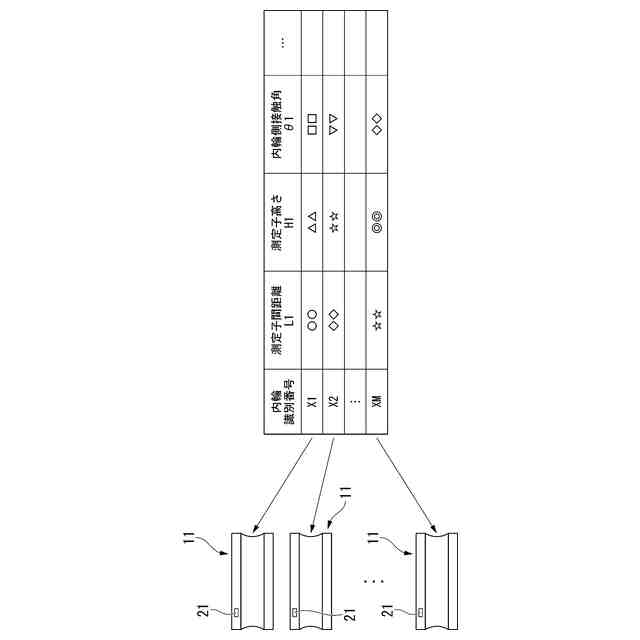
前記内輪データ記録保管工程では、複数の前記内輪を互いに識別可能な内輪識別部を前記内輪ごとに設け、前記内輪識別部と前記内輪測定工程で測定された測定結果とを関連付けて記録し、
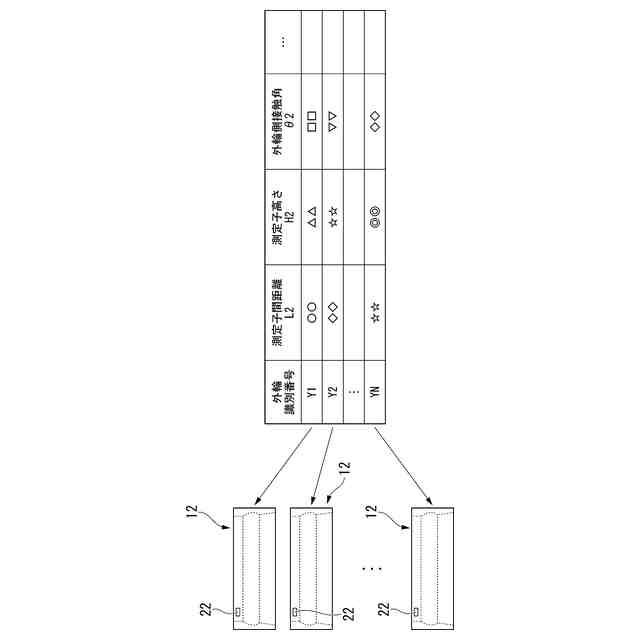
前記外輪データ記録保管工程では、複数の前記外輪を互いに識別可能な外輪識別部を前記外輪ごとに設け、前記外輪識別部と前記外輪測定工程で測定された測定結果とを関連付けて記録し、
前記選択工程では、前記内輪識別部及び前記外輪識別部に基づいて、所定の前記内輪及び前記外輪を自動で選択する、
請求項1に記載のアンギュラ玉軸受の製造方法。
【請求項6】
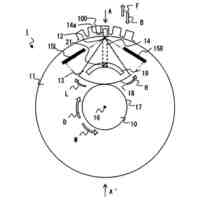
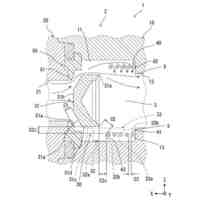
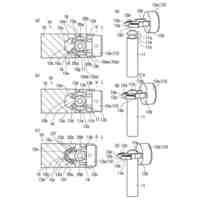
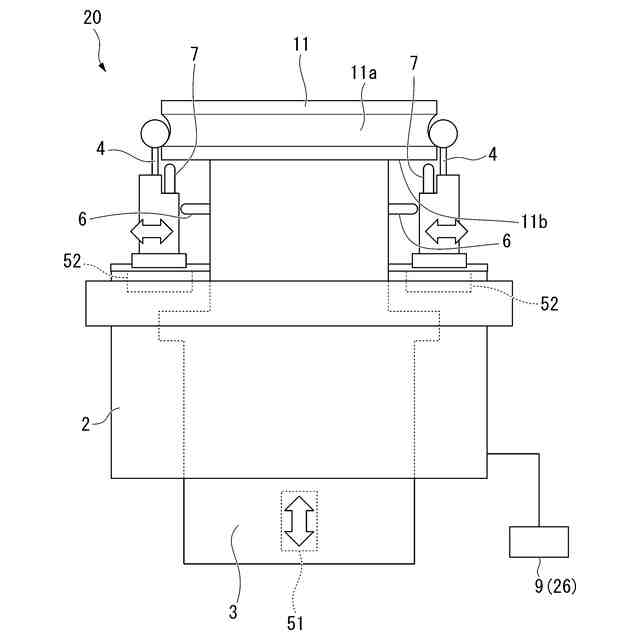
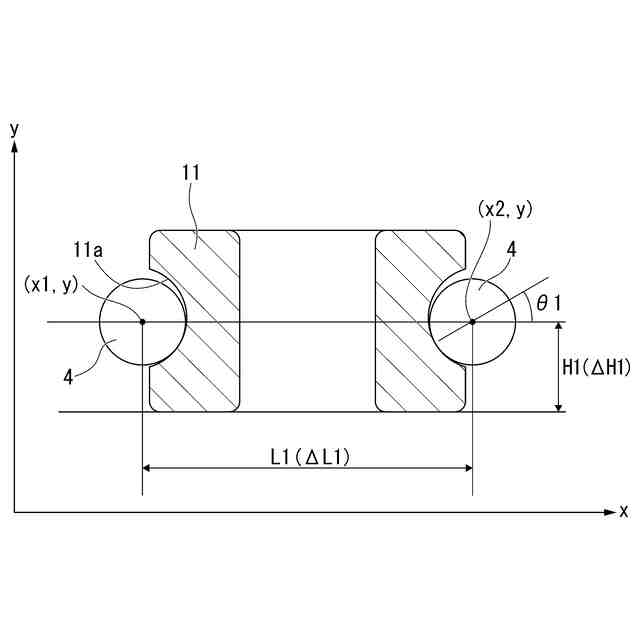
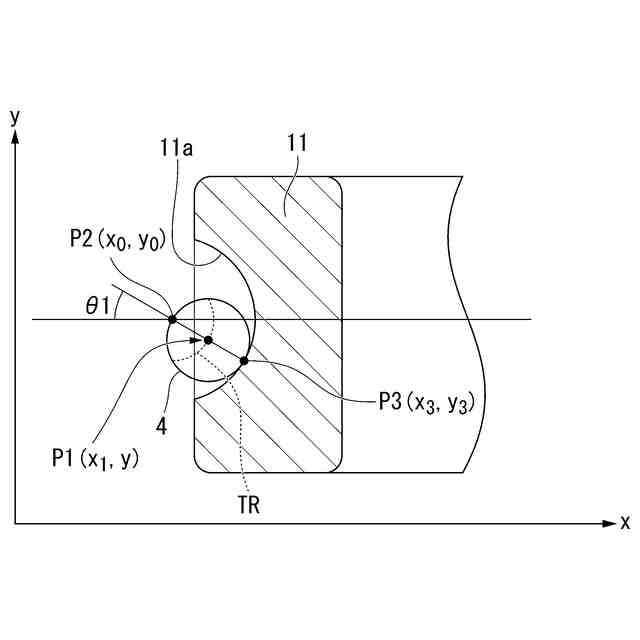
前記内輪測定工程では、前記内輪の軌道面に沿って測定子を移動させることにより、前記内輪の径方向に沿う前記測定子の径方向位置を示す第一寸法と、前記内輪の軸方向に沿う前記測定子の高さ位置を示す第二寸法と、前記第一寸法及び前記第二寸法の変化量に基づいて算出される前記測定子と前記内輪の軌道面との接触角である内輪側接触角と、を少なくとも測定し、
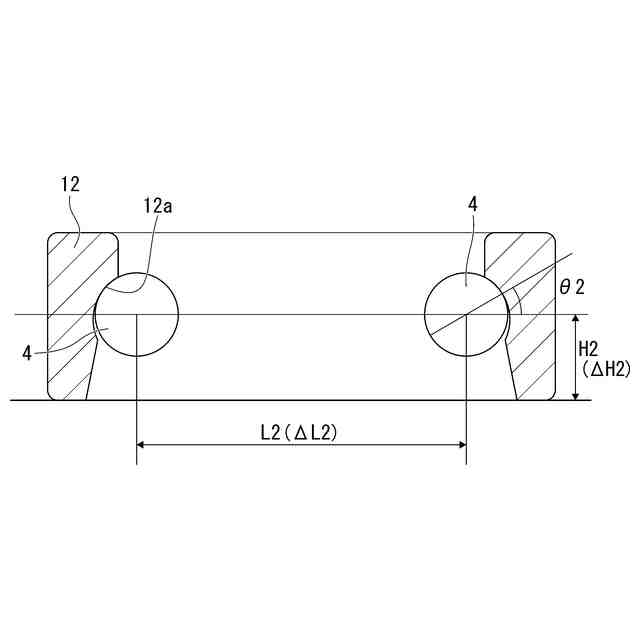
前記外輪測定工程では、前記外輪の軌道面に沿って前記測定子を移動させることにより、前記外輪の径方向に沿う前記測定子の径方向位置を示す第三寸法と、前記外輪の軸方向に沿う前記測定子の高さ位置を示す第四寸法と、前記第三寸法及び前記第四寸法の変化量に基づいて算出される前記測定子と前記外輪の軌道面との接触角である外輪側接触角と、を少なくとも測定する、
請求項1から請求項5のいずれか一項に記載のアンギュラ玉軸受の製造方法。
【請求項7】
前記選択工程では、複数の前記内輪のうちのひとつ及び複数の前記外輪のうちのひとつの組み合わせについて、前記内輪を測定したときの前記内輪側接触角と前記外輪を測定したときの前記外輪側接触角とが同等の値となり、かつ前記第一寸法と前記第三寸法とが同等の値となるときの前記第二寸法と前記第四寸法との差分に基づいて、前記アンギュラ玉軸受の前記差幅を算出する、
請求項6に記載のアンギュラ玉軸受の製造方法。
【請求項8】
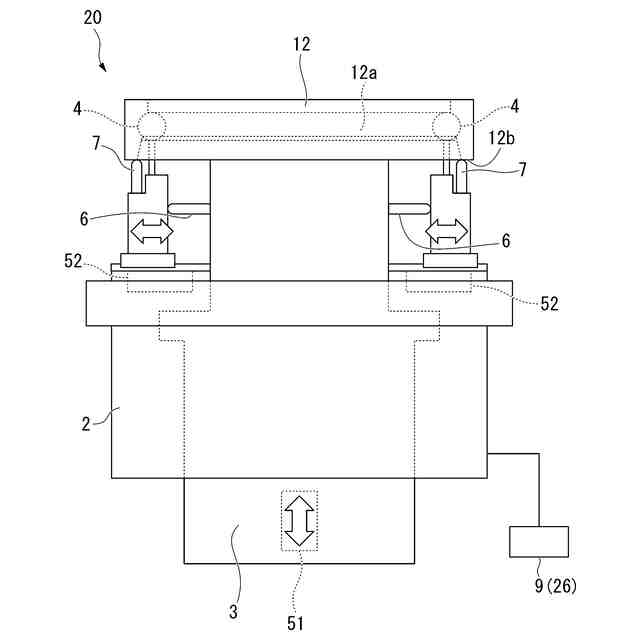
前記測定子は、前記内輪及び前記外輪の軌道面において径方向に互いに対向するように一対設けられており、
一対の前記測定子の間の距離に基づいて前記第一寸法及び前記第三寸法を測定する、
請求項6に記載のアンギュラ玉軸受の製造方法。
【請求項9】
前記選択工程の前に実施され、前記内輪データ記録保管工程で記録された前記内輪のデータ及び前記外輪データ記録保管工程で記録された前記外輪のデータに基づいて、複数の前記内輪のひとつと複数の前記外輪のひとつとを組み付けた場合の差幅をシミュレートすることにより推定する差幅推定工程をさらに備える、
請求項1から請求項5のいずれか一項に記載のアンギュラ玉軸受の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アンギュラ玉軸受の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
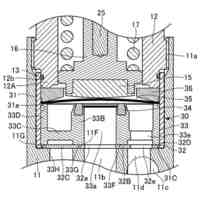
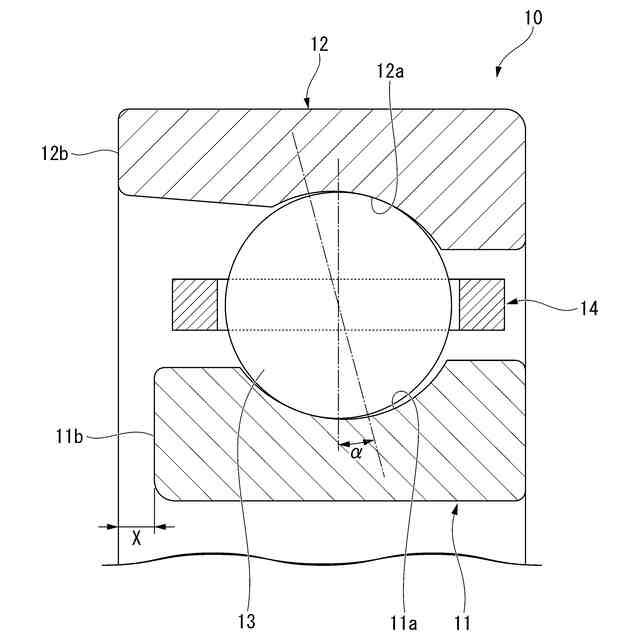
アンギュラ玉軸受は、内輪と外輪との間に所定の接触角を持って配置される転動体を有する転がり軸受であり、アキシャル荷重及びラジアル荷重の双方を負荷することができる。これらのアンギュラ玉軸受では、アンギュラ玉軸受を組み付けた際の内輪及び外輪の端面の位置の差である差幅(寸法)を所定の範囲内に収める必要がある。アンギュラ玉軸受の差幅は軸受の予圧を規定する重要な寸法であり、許容範囲内に無い場合、耐荷重や振動特性等の軸受性能が低下するため、高精度に測定及び調整を行う必要がある。従来、アンギュラ玉軸受の差幅を測定及び調整するための技術が種々提案されている。
【0003】
例えば特許文献1には、アンギュラ玉軸受を組み付けた状態で差幅を測定する構成が開示されている。
特許文献2には、アンギュラ玉軸受の差幅を測定した後、内輪及び外輪の端面を片側ずつ研削することで、差幅を調整する構成が記載されている。研削工程ではさらに、幅寸法が内輪及び外輪で一致するように研削を行う。特許文献2に記載の技術によれば、これにより、正面差幅及び背面差幅の両方において目標差幅を満たすアンギュラ玉軸受を生産できるとされている。
【先行技術文献】
【特許文献】
【0004】
特開昭57-171201号公報
特開2019-141978号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の技術にあっては、内輪及び外輪を組み付けた状態で差幅を測定するので、測定後、例えば組み付け状態で内輪及び外輪の研削を行うことで差幅を許容範囲内に収めている。このような方法では、内輪及び外輪の軌道面や転動体等に付着した研磨屑や脱落砥粒等の異物を洗浄により除去しているが、もし異物を洗浄しきれない場合は、軸受を回転させた際に軌道面及び転動体に異物による傷が生じ、音響性能や軸受寿命が低下するおそれがある。
【0006】
また、別の手法として、例えば少ない玉数で仮組みを行って差幅を測定した後、差幅調整及び洗浄のために一旦分解して再び本組み付けする場合がある。
図11は、従来技術に係るアンギュラ玉軸受の製造方法のフロー図である。図11に示すように、従来技術にあっては、内外輪の洗浄工程S101,S102の後に、仮組工程S103と、差幅測定工程S104と、バラシ工程S105と、調整研削工程S106と、洗浄工程S107と、組付工程S108と、を有する。しかしながら、この従来技術においては、仮組工程S103やその後のバラシ工程S105及び洗浄工程S107を有するので、作業工程の増加による生産性の低下や、仮組み時に使用する玉の誤差による測定誤差の発生、分解及び組み付け時の傷付き等が発生するおそれがある。
【0007】
特許文献2に記載の技術にあっては、差幅測定後に内輪及び外輪を研削する必要があるため、研削盤等の設備が必要であり、アンギュラ玉軸受の製造に係るコストが増加するおそれがあった。また、差幅測定後に研削工程を設ける必要があるので、アンギュラ玉軸受の製造工程が煩雑化するおそれがあった。研削工程を設けた場合には、さらに研磨屑の洗浄工程をも必要となるため、製造工程がより増加し、製造効率が低下するおそれがあった。さらに、内輪及び外輪の径寸法差やR寸法差に起因する接触角のバラツキが大きくなるおそれがあった。
【0008】
そこで、本発明は、従来技術と比較して製造工程を効率化できるとともに、従来技術と比較して接触角のバラツキを抑制することができるアンギュラ玉軸受の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、この発明は以下の手段を提案している。
本発明の第一の態様に係るアンギュラ玉軸受の製造方法は、アンギュラ玉軸受の内輪を単体で測定する内輪測定工程と、前記アンギュラ玉軸受の外輪を単体で測定する外輪測定工程と、前記内輪測定工程にて測定された複数の前記内輪について、前記内輪ごとに前記内輪測定工程で測定された測定結果を関連付けて記録するとともに複数の前記内輪を保管する内輪データ記録保管工程と、前記外輪測定工程にて測定された複数の前記外輪について、前記外輪ごとに前記外輪測定工程で測定された測定結果を関連付けて記録するとともに複数の前記外輪を保管する外輪データ記録保管工程と、前記内輪データ記録保管工程で記録された複数の前記内輪及び前記外輪データ記録保管工程で記録された複数の前記外輪の中から、組み付けた場合の差幅が所定の範囲内となるように所定の前記内輪及び前記外輪の組み合わせを選択する選択工程と、前記選択工程で選択された前記内輪及び前記外輪を組み付ける組付工程と、を備える。
【発明の効果】
【0010】
本発明のアンギュラ玉軸受の製造方法によれば、従来技術と比較して製造工程を効率化できるとともに、従来技術と比較して接触角のバラツキを抑制することができるアンギュラ玉軸受の製造方法を提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転機構
5か月前
個人
回転伝達機構
3か月前
株式会社フジキン
配管
1か月前
丸一株式会社
配管構造
4か月前
個人
振り子式免震装置
6日前
個人
ネジの緩み止め装置
5か月前
個人
弁装置
3か月前
個人
ネジの緩み防止装置
6日前
個人
ロックナット
2か月前
個人
アンカーボルト
6か月前
個人
緩み防止ナット
17日前
個人
リンクプレート
3か月前
株式会社フジキン
バルブ装置
6か月前
マフレン株式会社
自動給脂器
3か月前
カヤバ株式会社
緩衝器
4か月前
株式会社ニフコ
留め具
4か月前
株式会社フジキン
バルブ装置
5か月前
株式会社キッツ
管継手
3か月前
カヤバ株式会社
緩衝器
4か月前
株式会社テイエルブイ
自動弁
6か月前
株式会社テイエルブイ
排気弁
1か月前
株式会社三五
ドライブシャフト
1か月前
株式会社フジキン
バルブ
15日前
北村精工株式会社
固定具
2か月前
日本精工株式会社
直動案内装置
3か月前
個人
配管用エルボカバー
14日前
株式会社キッツ
逆止め弁
23日前
株式会社不二工機
電磁弁
4か月前
スズキ株式会社
防振装置
1か月前
横浜ゴム株式会社
管継手
1か月前
株式会社不二工機
電磁弁
14日前
株式会社不二工機
電動弁
1か月前
株式会社TOK
着脱装置
5か月前
株式会社テイエルブイ
自動弁装置
3か月前
三和テッキ株式会社
配管固定装置
3か月前
カヤバ株式会社
バルブ装置
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ