TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024149706
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2024130204,2023207296
出願日
2024-08-06,2013-02-04
発明の名称
フィーダ入替システム
出願人
株式会社FUJI
代理人
個人
主分類
H05K
13/02 20060101AFI20241010BHJP(他に分類されない電気技術)
要約
【課題】部品実装機の稼働中のフィーダ交換作業の自動化を可能とする。
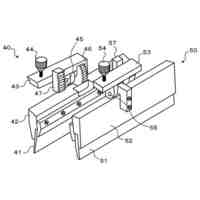
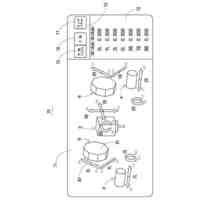
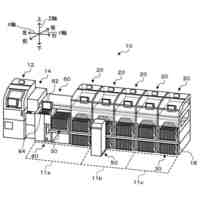
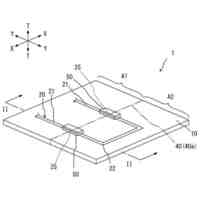
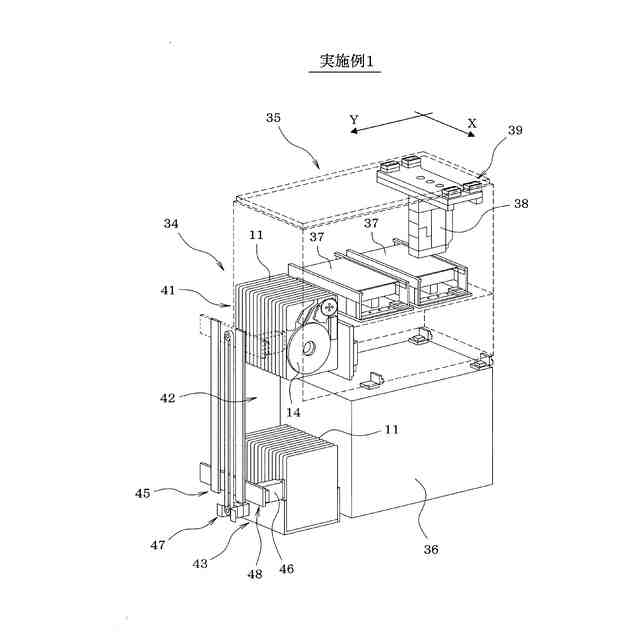
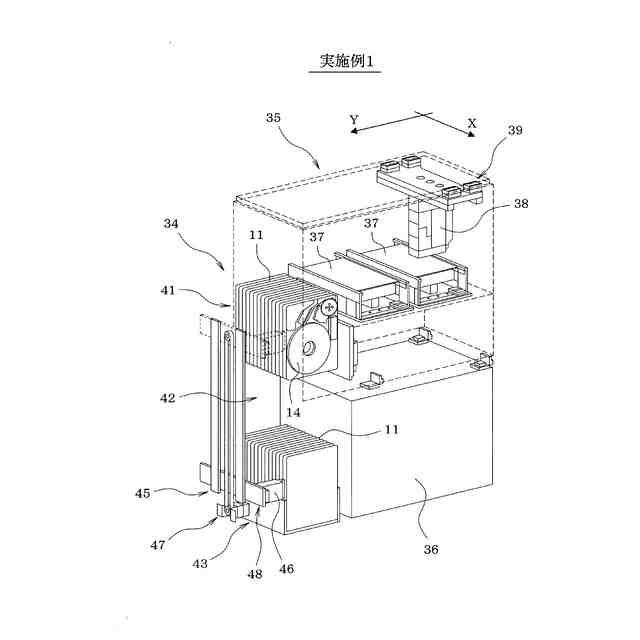
【解決手段】部品実装機35の部品吸着位置に部品を供給する複数のカセット式フィーダ11を基板搬送方向に並べてセットする吸着作業エリア41と、吸着作業エリア41の使用済みのカセット式フィーダ11と入れ替える次のカセット式フィーダ11を収納すると共に前記使用済みのカセット式フィーダ11を回収するフィーダストックエリア43と、吸着作業エリア41の使用済みのカセット式フィーダ11とフィーダストックエリア43に収納されたカセット式フィーダ11を入れ替える入替ロボット45とを備える。入替ロボット45は、吸着作業エリア41の使用済みのカセット式フィーダ11とフィーダストックエリア43に収納されたカセット式フィーダ11を入れ替えるとき、カセット式フィーダ11を1個ずつ移動させる。
【選択図】図1
特許請求の範囲
【請求項1】
部品実装機の部品吸着位置に部品を供給する複数のフィーダを基板搬送方向に並べてセットする吸着作業エリアと、
前記吸着作業エリアの使用済みのフィーダと入れ替える次のフィーダを収納すると共に前記使用済みのフィーダを回収するフィーダストックエリアと、
前記吸着作業エリアの使用済みのフィーダと前記フィーダストックエリアに収納されたフィーダを入れ替える入替ロボットと、
を備え、
前記吸着作業エリアに収納されたフィーダと前記フィーダストックエリアに収納されたフィーダは、それぞれ前記基板搬送方向に並べてセットされ、
前記入替ロボットは、前記吸着作業エリアの使用済みのフィーダと前記フィーダストックエリアに収納されたフィーダを入れ替えるとき、フィーダを1個ずつ移動させる、フィーダ入替システム。
続きを表示(約 360 文字)
【請求項2】
部品実装機の部品吸着位置に部品を供給する複数のフィーダを基板搬送方向に並べてセットする吸着作業エリアと、
前記吸着作業エリアの使用済みのフィーダと入れ替える次のフィーダを前記基板搬送方向に並べて収納するフィーダストックエリアと、
前記フィーダストックエリアからフィーダを取り出して前記吸着作業エリアに補給するロボットと、
を備え、
前記フィーダストックエリアは1つであり、前記吸着作業エリアの正面側に配置され、 前記吸着作業エリアに収納されたフィーダと前記フィーダストックエリアに収納されたフィーダは、同じ高さにセットされる、フィーダ入替システム。
【請求項3】
前記フィーダはカセット式フィーダである、請求項1又は2に記載のフィーダ入替システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、部品実装機の稼働中(生産中)のフィーダ交換作業の自動化を可能とするフィーダ入替システムに関する発明である。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来の部品実装機は、特許文献1(特開2009-266990号公報)に示すように、キャスタ付きの一括交換台車に多数のテープフィーダを搭載し、この一括交換台車によって部品実装機へのテープフィーダの着脱を一括して行うようにしたり、或は、特許文献2(特開2012-169685号公報)に示すように、部品実装機に設けたフィーダセット台に多数のテープフィーダを着脱可能にセットするようにしたものがある。
【先行技術文献】
【特許文献】
【0003】
特開2009-266990号公報
特開2012-169685号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来の部品実装機では、部品実装機の稼働中(生産中)に部品切れになったテープフィーダへの部品の補給や生産基板の変更等によるテープフィーダの交換は、作業者が手作業で行っていたため、人為的な作業ミスにより間違ったテープフィーダをセットして生産を停止させてしまう可能性があった。しかも、手作業によるテープフィーダの交換は、手間がかかるだけでなく、テープフィーダの交換時期が重なってしまった場合(ラッシュ時)には、人手が足りず、部品実装機を停止させてしまうことがあった。
【0005】
そこで、本発明の目的は、部品実装機の稼働中のフィーダ交換作業の自動化を可能とするフィーダ入替システムを提供することである。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は、部品実装機の部品吸着位置に部品を供給する複数のフィーダを基板搬送方向に並べてセットする吸着作業エリアと、
前記吸着作業エリアの使用済みのフィーダと入れ替える次のフィーダを収納すると共に前記使用済みのフィーダを回収するフィーダストックエリアと、
前記吸着作業エリアの使用済みのフィーダと前記フィーダストックエリアに収納されたフィーダを入れ替える入替ロボットと、
を備え、
前記吸着作業エリアに収納されたフィーダと前記フィーダストックエリアに収納されたフィーダは、それぞれ前記基板搬送方向に並べてセットされ、
前記入替ロボットは、前記吸着作業エリアの使用済みのフィーダと前記フィーダストックエリアに収納されたフィーダを入れ替えるとき、フィーダを1個ずつ移動させることを特徴とする。
【図面の簡単な説明】
【0007】
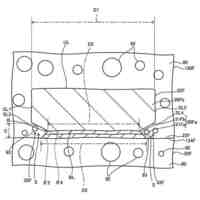
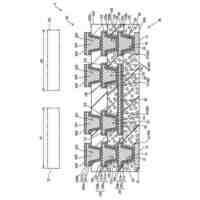
図1は本発明の実施例1の部品実装機のカセット式フィーダ入替システムを示す斜視図である。
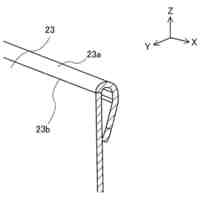
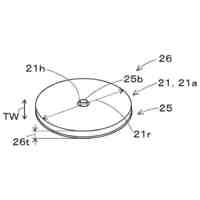
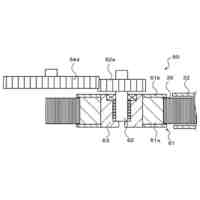
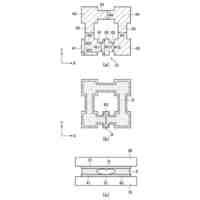
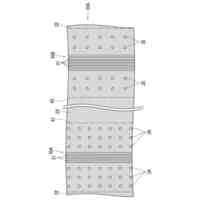
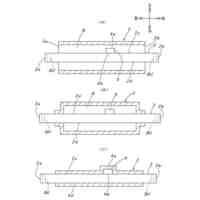
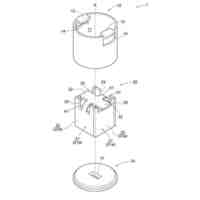
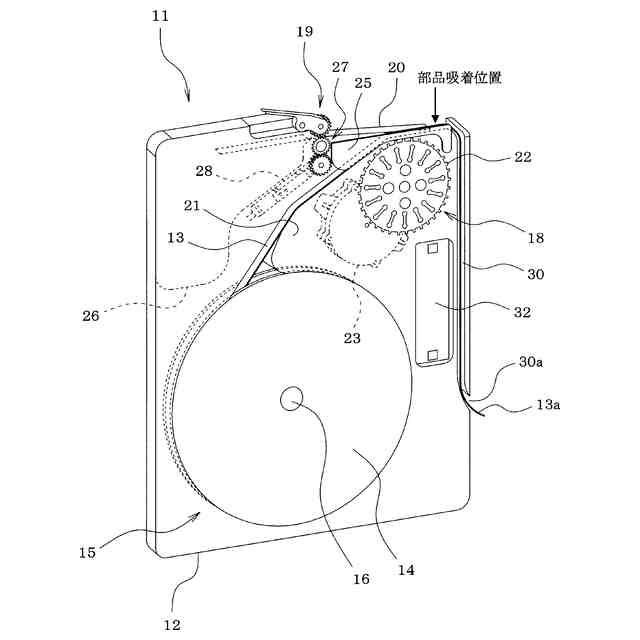
図2はカセット式フィーダを示す斜視図である。
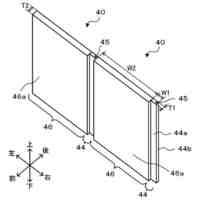
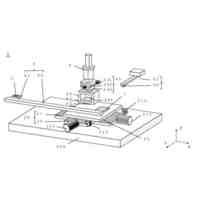
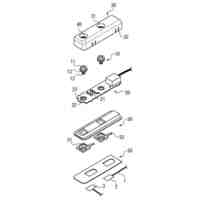
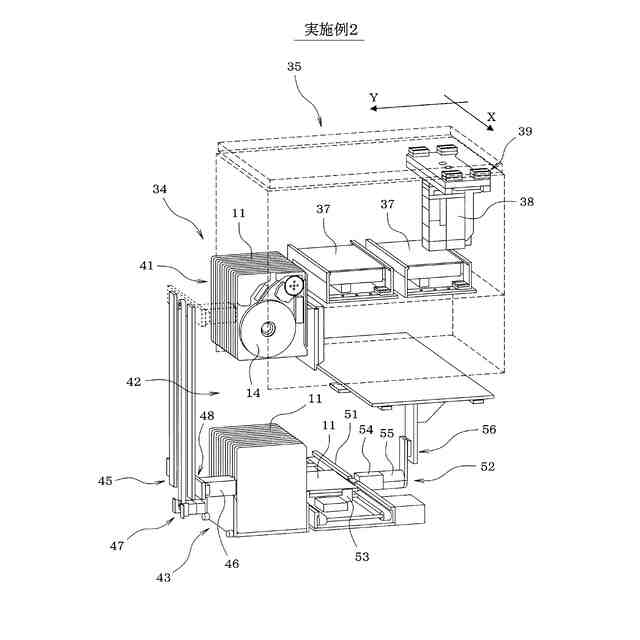
図3は本発明の実施例2の部品実装機のカセット式フィーダ入替システムを示す斜視図である。
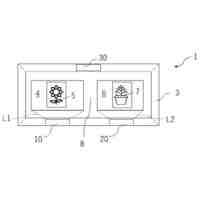
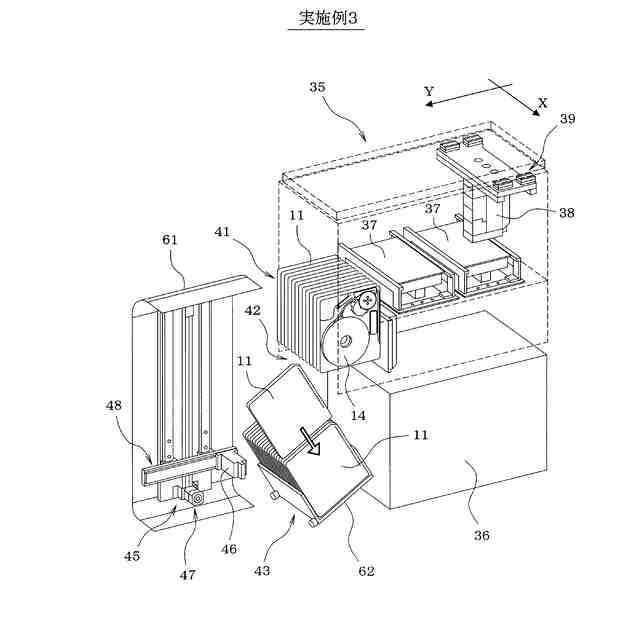
図4は本発明の実施例3の部品実装機のカセット式フィーダ入替システムを示す斜視図である。
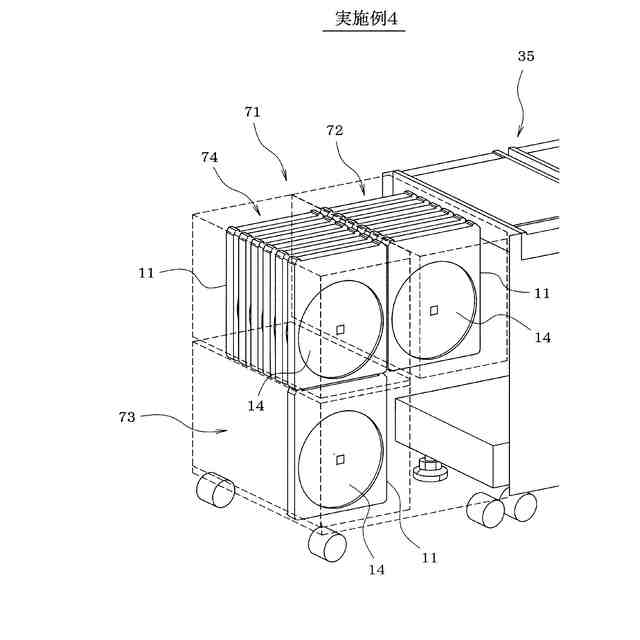
図5は本発明に関連する参考例としての実施例4の部品実装機のカセット式フィーダ入替システムを示す斜視図である。
【発明を実施するための形態】
【0008】
以下、本発明を実施するための形態を4つの実施例1~4を用いて説明する。
【実施例】
【0009】
本発明の実施例1を図1及び図2に基づいて説明する。
まず、図2に基づいてカセット式フィーダ11の構成を説明する。
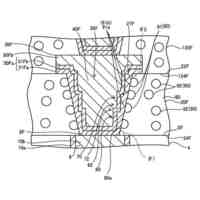
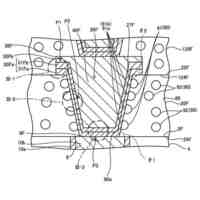
カセット式フィーダ11のカセットケース12は、透明又は不透明のプラスチック板又は金属板等により形成され、その側面部(カバー)が開閉可能となっている。カセットケース12内には、部品供給テープ13が巻回されたテープリール14を着脱可能(交換可能)に装填するテープ装填部15が設けられている。テープ装填部15の中心には、テープリール14を回転可能に保持するリール保持軸16が設けられている。
【0010】
カセットケース12内には、テープリール14から引き出した部品供給テープ13を部品吸着位置へ送るテープ送り機構18と、部品吸着位置の手前で部品供給テープ13からトップフィルム20を剥離して該部品供給テープ13内の部品を露出させるトップフィルム剥離機構19とが設けられている。部品吸着位置は、カセットケース12の上面のテープ送り方向側の端部付近に位置している。カセットケース12内には、テープリール14から引き出した部品供給テープ13を部品吸着位置へ案内するテープガイド21が設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
フィーダ
2日前
株式会社FUJI
印刷装置
10日前
株式会社FUJI
物品案内システム
4日前
株式会社FUJI
納品庫およびストッカ
23日前
株式会社FUJI
工作機械の操作システム
16日前
株式会社FUJI
リール補強部材および自動倉庫
4日前
株式会社FUJI
部品実装機および部品実装方法
10日前
株式会社FUJI
ダイ供給装置及びダイ供給方法
23日前
株式会社FUJI
保守装置、実装装置及び実装システム
16日前
株式会社FUJI
部品実装ライン
3日前
株式会社FUJI
テープフィーダ
10日前
日星電気株式会社
面状ヒータ
1か月前
日本精機株式会社
電子回路装置
1か月前
株式会社下村漆器店
調理機
3日前
イビデン株式会社
配線基板
1か月前
株式会社下村漆器店
調理機
3日前
イビデン株式会社
配線基板
1か月前
イビデン株式会社
配線基板
1か月前
富山県
EBG構造基板
3日前
JOHNAN株式会社
回路基板
1か月前
TDK株式会社
回路基板
1か月前
株式会社クラベ
基材及び面状ユニット
23日前
太陽誘電株式会社
バルクフィーダ
23日前
東芝ライテック株式会社
照明装置
1か月前
東レエンジニアリング株式会社
実装装置
1か月前
イビデン株式会社
プリント配線板
3日前
イビデン株式会社
配線基板
10日前
原田工業株式会社
電子回路ユニット
1か月前
三笠電子工業株式会社
装飾具
20日前
サンコール株式会社
バスバー
2か月前
株式会社富士通ゼネラル
電子機器収納ラック
1か月前
象印マホービン株式会社
調理器
1か月前
新光電気工業株式会社
配線基板
1か月前
東芝ライテック株式会社
照明装置
2か月前
株式会社アイシン
回路基板
1か月前
東芝ライテック株式会社
照明装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ