TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148859
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062361
出願日
2023-04-06
発明の名称
樹脂被覆金属板およびその製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
主分類
B32B
15/09 20060101AFI20241010BHJP(積層体)
要約
【課題】密着性に優れることに加えて、熱処理後の耐食性にも優れる樹脂被覆金属板を提供する。
【解決手段】金属板の表裏面の少なくともいずれか一方の面に、ポリエステル樹脂を含む樹脂被覆層を有し、前記ポリエステル樹脂は、エチレンテレフタレートを85mol%以上含み、前記樹脂被覆層は、前記樹脂被覆層断面の前記樹脂被覆層厚み方向に対して垂直の方向と同一の、レーザー偏光面を用いたラマン分光分析による1725±5cm
-1
のC=Oピークの半値幅(W
1725
(0度))と、前記樹脂被覆層断面の前記樹脂被覆層厚み方向に対して平行な方向と同一の、レーザー偏光面を用いたラマン分光分析による1725±10cm
-1
のC=Oピークの半値幅(W
1725
(90度))との比(W
1725
(90度)/W
1725
(0度))が、0.90以上1.30以下の範囲にある、ものとする。
【選択図】なし
特許請求の範囲
【請求項1】
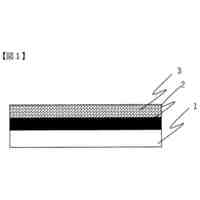
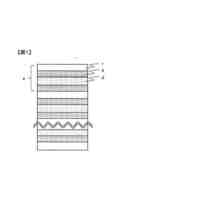
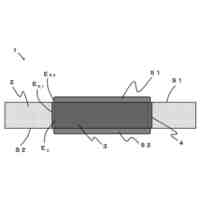
金属板の表裏面の少なくともいずれか一方の面に、ポリエステル樹脂を含む樹脂被覆層を有する樹脂被覆金属板であって、
前記ポリエステル樹脂は、エチレンテレフタレートを85mol%以上含み、
前記樹脂被覆層は、
前記樹脂被覆層断面の前記樹脂被覆層厚み方向に対して垂直の方向と同一の、レーザー偏光面を用いたラマン分光分析による1725±5cm
-1
のC=Oピークの半値幅(W
1725
(0度))と、前記樹脂被覆層断面の前記樹脂被覆層厚み方向に対して平行な方向と同一の、レーザー偏光面を用いたラマン分光分析による1725±10cm
-1
のC=Oピークの半値幅(W
1725
(90度))との比(W
1725
(90度)/W
1725
(0度))が、0.90以上1.30以下の範囲にある、
樹脂被覆金属板。
続きを表示(約 770 文字)
【請求項2】
前記比(W
1725
(90度)/W
1725
(0度))は、前記樹脂被覆金属板の板面に垂直な断面の、前記金属板と前記樹脂被覆層との界面からの距離が3μm以内の領域において、0.93以上1.20以下の範囲にある、請求項1に記載の樹脂被覆金属板。
【請求項3】
180℃×10分の熱処理後の前記樹脂被覆層断面の前記樹脂被覆層厚み方向に対して垂直の方向と同一の、レーザー偏光面を用いたラマン分光分析による1615±5cm
-1
のC=Oピーク強度(I
1615
(0度))と、同1725±5cm
-1
のC=Cピーク強度(I
1725
(0度))との比(I
1725
/I
1615
)が、0.52以上0.63以下である、請求項1または2に記載の樹脂被覆金属板。
【請求項4】
請求項1または2に記載の樹脂被覆金属板の製造方法であって、
前記金属板に前記ポリエステル樹脂のフィルムを被覆するに際して、
該被覆開始時の前記金属板の表面温度を、前記ポリエステル樹脂のTm(融点)~Tm+40℃の範囲とすること、
前記ポリエステル樹脂のフィルムを押圧する圧着ロールの表面温度を、前記ポリエステル樹脂のTg(ガラス転移点)~Tg+80℃の範囲とすることおよび、
前記ポリエステル樹脂のフィルムと前記圧着ロールとの接触時間を10~30msecの範囲とすること、
次いで、前記被覆の完了時点から2秒以内に冷却を開始し、前記ポリエステル樹脂のTg(ガラス転移点)-20℃~Tgの温度域まで冷却を行う、
樹脂被覆金属板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、18L缶や食缶缶詰の缶胴及び蓋等に用いられる樹脂被覆金属板に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
従来、18L缶や食品缶詰用素材であるティンフリースチール(TFS)およびアルミニウム等の金属板には、耐食性・耐久性・耐候性などの向上を目的として、塗装が施されていた。しかし、この塗装を施す工程は、焼き付け処理が煩雑であるばかりでなく、多大な処理時間を要し、さらには多量の溶剤を排出するという問題を抱えていた。
【0003】
そこで、これらの問題を解決するため、塗装鋼板に替わり、熱可塑性樹脂フィルムを加熱した金属板に積層してなる、樹脂被覆金属板(フィルムラミネート金属板)が開発され、現在、食品缶詰、飲料缶及びエアゾール缶用素材として工業的に用いられている。
【0004】
これらの素材には、密着性および被覆性などの基本特性が要求される。さらに近年では、容器に意匠性を持たせるため、缶体外面への印刷のような工程を経ることがあるため、印刷後の熱処理にも耐えうるラミネート素材が求められている。印刷工程では、ラミネート金属板上のフィルムがインクの焼付熱処理を受けて結晶化し脆化する。すると、その後の容器への加工時にフィルムにクラックや傷が入ることから、内容物重点時の耐食性が問題となる。このため、熱処理後の加工性、すなわち耐食性に関する特性も要求される。従来のポリエステル樹脂で被覆された金属板では、耐熱性や処理後加工性を改善するために、ポリエステル樹脂の組成や融点範囲を制御して対応してきた。
ここで、密着性とは、容器形状へ加工する時にフィルムが剥離しない特性である。また、耐食性とは、上記金属板を容器形状に加工した後に充填した内容物による腐食を抑制する特性である。
【0005】
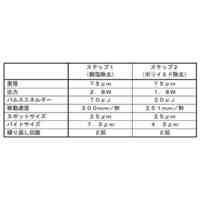
例えば、特許文献1には、樹脂組成と融点が特定の範囲にあるポリエステル系フィルムを金属容器に適用しており、210℃の雰囲気下で2分間の加熱では寸法変化率が2.0%以下であるものの、ディストーション印刷のような印刷加熱後の加工では、加工後にフィルム剥離等が発生し、密着性が十分でなかった。
【0006】
また、特許文献2では、結晶性が異なる2種以上のポリエステル、すなわちPBT主体のポリエステル(I)とPET主体のポリエステル(II)とを含む少なくとも2種以上のポリエステルを特定割合で配合し、130℃、15分間での熱収縮率を特定範囲内に調整したポリエステルフィルムを用いると、接着剤層塗工後の乾燥における収縮シワの発生を抑えることができ、また、缶の成形性、特に絞り成形やしごき成形等に優れ、金属との熱ラミネート性、耐衝撃性、保味保香性にも優れたフィルムが開示されている。しかしながら、融点が200~223℃の範囲にあるPBT主体のポリエステル(I)が質量比で80~40%添加されているため、印刷後の熱処理によりフィルムの結晶化が進行し、フィルムの脆化を招くおそれがあり、耐食性が不十分である。
【0007】
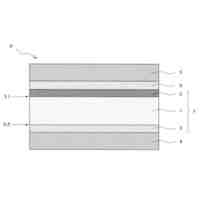
特許文献3には、金属板と、容器成形後に容器の外面側になる前記金属板の表面に形成された第1のポリエステル樹脂層と、容器成形後に容器の内面側になる前記金属板の表面に形成された第2のポリエステル樹脂層と、を備える2ピース缶用ラミネート金属板が開示されている。このラミネート金属板において、前記第1のポリエステル樹脂層は、ポリエチレンテレフタレートまたは共重合成分の含有率が6mol%未満である共重合ポリエチレンテレフタレートを30質量%以上60質量%以下、ポリブチレンテレフタレートまたは共重合成分の含有率が5mol%未満である共重合ポリブチレンテレフタレートを40質量%以上70質量%以下、およびポリオレフィン系ワックスを外割で0.01%以上3.0%以下の割合で含有し、前記第2のポリエステル樹脂層は、共重合成分の含有率が22mol%未満である共重合ポリエチレンテレフタレートであり、前記第1および第2のポリエステル樹脂層の残存配向度が30%未満である。このラミネート金属板によれば、容器成形後に容器の外面側になる金属板表面に形成されるポリエステル樹脂層は、ポリブチレンテレフタレート成分を40質量%以上70質量%以下含有するため、ポリエステル樹脂フィルムが変色するレトルト白化を抑制することができる。一方、熱処理(レトルト処理)によっては、フィルムの結晶化が進行してフィルムの脆化をまねくおそれがあり、かような加熱処理後の耐食性に改善の余地があった。
【0008】
特許文献4では、ポリエステルフィルムの酸成分中に3価以上のカルボン酸成分を特定量含む共重合ポリエステルをフィルム化した二軸延伸ポリエステルフィルムを用い、このポリエステルフィルムの融点および極限粘度を特定の範囲とすることにより、金属板との熱ラミネート性に優れるほか、熱ラミネート後に缶成形を行う際の高次加工性にも優れ、さらに熱ラミネートした金属板の切断部におけるヘアの発生が抑制され、しかも成形缶の耐衝撃性を低下させることのない、金属ラミネート用ポリエステルフィルムが開示されている。しかしながら、ヘアの発生は抑えられているものの、融点が210℃~235℃であるため、印刷後の焼き付け熱処理における加熱温度が上記融点未満に制約される結果、耐熱性が不十分である。
【先行技術文献】
【特許文献】
【0009】
特開2006-289989号公報
特開2009-221315号公報
特開2014-166856号公報
特開2010-168432号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記した通り、樹脂被覆金属板は、食品缶詰用素材に要求される多くの特性に対応可能であることが肝要である。さらに、容器の用途では、意匠性を持たせるために印刷を施す際、インク焼付処理が必要という理由から、かような熱処理後の耐食性に優れていることも、特に容器の使途において重要になる。
そこで、本発明は、かかる事情に鑑み、上記の密着性に優れることに加えて、熱処理後の耐食性にも優れる樹脂被覆金属板を提供することを目的とするものである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
3か月前
東レ株式会社
積層体
3か月前
東レ株式会社
積層体
4か月前
東レ株式会社
積層体
18日前
東レ株式会社
積層体
4か月前
東レ株式会社
フィルム
28日前
東レ株式会社
多層成形品
5か月前
アイカ工業株式会社
化粧板
14日前
東レ株式会社
積層フィルム
5か月前
東レ株式会社
積層フィルム
6か月前
アイカ工業株式会社
化粧板
1か月前
個人
生地
6か月前
三菱ケミカル株式会社
積層体
7か月前
セーレン株式会社
導電性編物
6か月前
三菱ケミカル株式会社
積層体
7か月前
東洋紡株式会社
離型フィルム
5か月前
三菱ケミカル株式会社
積層体
7か月前
三菱ケミカル株式会社
積層体
6か月前
東ソー株式会社
多層フィルム
8か月前
東洋紡株式会社
離型フィルム
5か月前
日本バイリーン株式会社
表面材
4か月前
三菱製紙株式会社
離型フィルム
5か月前
ダイニック株式会社
ターポリン
2か月前
株式会社カネカ
ポリイミド積層体
5か月前
株式会社エフコンサルタント
面材
5か月前
株式会社カネカ
ポリイミド積層体
5か月前
東レ株式会社
サンドイッチ構造体
8日前
株式会社 スワコー
光学フィルム
5か月前
三洋化成工業株式会社
複層硬化膜
5か月前
東洋紡株式会社
包装用積層フィルム
6か月前
株式会社カネカ
保護フィルム積層体
1か月前
DICデコール株式会社
化粧板
3か月前
平岡織染株式会社
遮熱性複合体シート
4か月前
株式会社トライフ
吸水性積層体
9か月前
DICデコール株式会社
化粧板
3か月前
三井化学株式会社
構造体
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ