TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148648
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061974
出願日
2023-04-06
発明の名称
樹脂セラミックス直接接合方法及び樹脂セラミックス接合体並びに樹脂セラミックス部材
出願人
株式会社ヒロテック
,
国立大学法人大阪大学
代理人
弁理士法人IPRコンサルタント
主分類
B29C
65/44 20060101AFI20241010BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】接着剤を用いることなくセラミックス材と樹脂材を直接接合する簡便な方法であって、被接合材のサイズ及び形状に制限されることなく適用可能であり、湿式工程を含まず、均質かつ高強度な接合部を大量かつ高効率に製造することができるセラミックス材と樹脂材の直接接合方法を提供する。また、セラミックス材と樹脂材が強固に直接接合されたセラミックス樹脂接合体及び当該セラミックス樹脂接合体を有する屋根部材及び外壁部材も提供する。
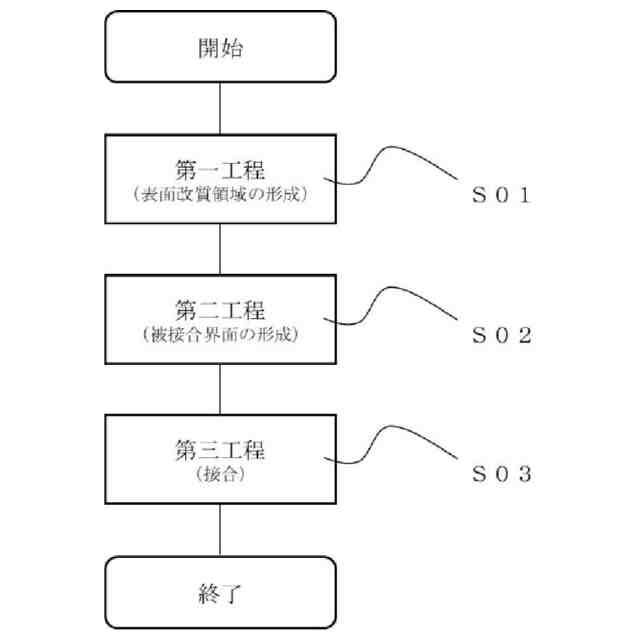
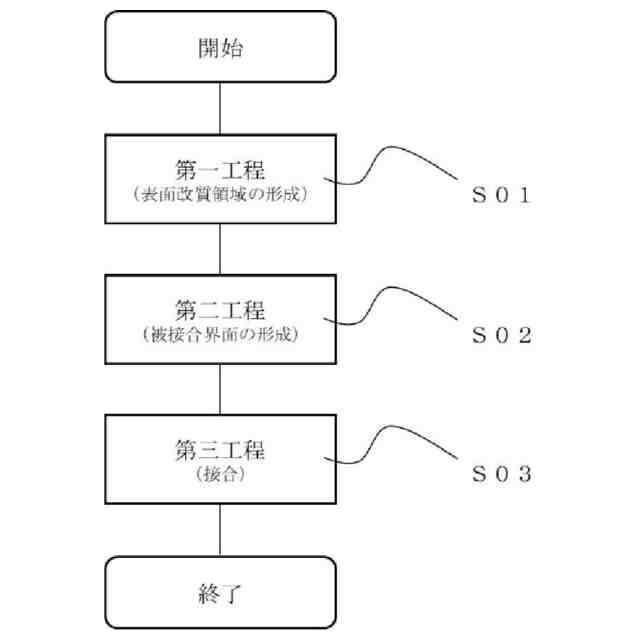
【解決手段】セラミックス材と樹脂材を直接接合する方法であって、酸化性雰囲気下においてセラミックス材の表面にレーザを照射し、表面改質領域を形成する第一工程と、表面改質領域に樹脂材を当接させ、被接合界面を形成する第二工程と、外部加熱手段によって被接合界面を昇温して接合を達成する第三工程と、を有すること、を特徴とするセラミックス樹脂直接接合方法。
【選択図】図1
特許請求の範囲
【請求項1】
セラミックス材と樹脂材を直接接合する方法であって、
酸化性雰囲気下において前記セラミックス材の表面にレーザを照射し、表面改質領域を形成する第一工程と、
前記表面改質領域に前記樹脂材を当接させ、被接合界面を形成する第二工程と、
外部加熱手段によって前記被接合界面を昇温して接合を達成する第三工程と、を有すること、
を特徴とするセラミックス樹脂直接接合方法。
続きを表示(約 770 文字)
【請求項2】
前記表面改質領域に酸化物粒子凝集体を形成させること、
を特徴とする請求項1に記載のセラミックス樹脂直接接合方法。
【請求項3】
前記第一工程における前記レーザにパルスレーザを用いること、
を特徴とする請求項1又は2に記載のセラミックス樹脂直接接合方法。
【請求項4】
前記樹脂材をフッ素樹脂材とすること、
を特徴とする請求項1又は2に記載のセラミックス樹脂直接接合方法。
【請求項5】
前記第三工程において、前記被接合界面に接合圧力を印加すること、
を特徴とする請求項1又は2に記載のセラミックス樹脂直接接合方法。
【請求項6】
セラミックス材と樹脂材が直接接合されたセラミックス樹脂接合体であって、
接合部において、前記セラミックス材と前記樹脂材が酸化物層を介して一体となっていること、
を特徴とするセラミックス樹脂接合体。
【請求項7】
前記酸化物層が酸化物粒子凝集体からなること、
を特徴とする請求項6に記載のセラミックス樹脂接合体。
【請求項8】
前記樹脂材をフッ素樹脂材とすること、
を特徴とする請求項6又は7に記載のセラミックス樹脂接合体。
【請求項9】
JIS-Z0237に基づく90度剥離試験で前記樹脂材の母材破断となること、
を特徴とする請求項6又は7に記載のセラミックス樹脂接合体。
【請求項10】
請求項6又は7に記載のセラミックス樹脂接合体を有し、
屋根部材又は外壁部材として使用されること、
を特徴とするセラミックス樹脂部材。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は樹脂材とセラミックス材とを接合する方法及び当該接合方法によって得られる樹脂セラミックス接合体並びに当該樹脂セラミックス接合体を有する樹脂セラミックス部材に関し、より具体的には、接着剤や機械的締結等を用いることなく、樹脂材とセラミックス材とを強固に直接接合する方法及び当該接合方法によって得られる樹脂セラミックス接合体並びに当該樹脂セラミックス接合体を有する樹脂セラミックス部材に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
近年、異種材を適材適所に配置するマルチマテリアル構造が注目されており、異なる素材を接合するための接合技術が盛んに検討されている。ここで、異材接合のなかでもセラミックスと樹脂は電子結合や物性等が大きく異なることから、良好な接合界面を形成させることができず、接着剤の物理的吸着力や化学的吸着力により接合を達成するのが一般的である。
【0003】
しかしながら、接着剤を用いる場合、接着剤が濡れ広がるために接合領域が限定される精密な接合には不向きであることに加え、接合強度が被接合面の状態(表面粗さ等)に大きく影響されるという問題がある。更に、接着剤の硬化に必要な時間が生産性を律速すると共に、接着剤の状態維持や管理が難しい等の課題が存在する。加えて、接合界面の強度及び信頼性は接着剤の特性に依存し、セラミックスや樹脂の特性を十分に活用した接合体を得ることができない。
【0004】
これに対し、例えば、特許文献1(特開2021-195419号公報)においては、「被着材の表面に、アミノ基、エポキシ基、メルカプト基、スチリル基、(メタ)アクリロイル基、イソシアナト基及びアルケニル基からなる群より選ばれる1種以上の官能基を有する官能基付き被着材面(A)と、樹脂の表面に、アミノ基、エポキシ基、メルカプト基、スチリル基、(メタ)アクリロイル基、イソシアナト基及びアルケニル基からなる群より選ばれる1種以上の官能基を有する官能基付き樹脂面(B)とが、直接接合されてなり、前記官能基付き被着材面(A)及び前記官能基付き樹脂面(B)の少なくともいずれかが、二次元単分子構造と三次元多分子構造とが混在してなり、前記被着材が、ガラス及びセラミックスのうちの少なくともいずれかである、接合体。」が開示されている。
【0005】
上記特許文献1に記載の接合体においては、直接接合された被着材面(A)と樹脂面(B)とは、両面の官能基同士が、化学結合、水素結合及びファンデルワールス力による結合の少なくともいずれかによる結合力が生じている。このため、前記被着材(ガラス及び/又はセラミックス)と樹脂とを、従来のような接着剤を使用することなく、十分な接合強度で接合させることができる、とされている。
【0006】
また、特許文献2(特開2022-14112号公報)においては、「ゴムの表面に、アミノ基、エポキシ基、メルカプト基、スチリル基、(メタ)アクリロイル基、イソシアナト基、及びアルケニル基からなる群より選ばれる1種以上の官能基を有する、官能基付きゴム面Aと、金属、ガラス、セラミック、樹脂及びゴムからなる群から選択される少なくとも1種の被着材の表面に、アミノ基、エポキシ基、メルカプト基、スチリル基、(メタ)アクリロイル基、イソシアナト基、及びアルケニル基からなる群より選ばれる1種以上の官能基を有する、官能基付き被着材面Bを、直接接合してなり、前記官能基付きゴム面A及び前記官能基付き被着材面Bの少なくとも一方に、二次元の単分子構造と三次元の多分子構造が混在してなる、接合体。」が開示されている。
【0007】
上記特許文献2に記載の接合体においては、官能基付きゴム面Aと官能基付き被着材面Bを直接接合してなる接合面では、官能基同士の化学結合、水素結合、ファンデルワールス力による結合が生じている。これらの結合力により、ゴムと金属、ガラス、セラミック、樹脂及びゴムからなる群から選択される少なくとも1種の被着材を、接着剤を使用することなく、十分な接合強度で接合することができる、とされている。
【先行技術文献】
【特許文献】
【0008】
特開2021-195419号公報
特開2022-14112号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、前記特許文献1に記載の接合体においては、被着材面(A)と樹脂面(B)の両方の表面に特定の官能基を有することが必須となっており、適用できる被接合材が限定される。また、特定の官能基を付与するために浸漬法やスプレー塗布法等により官能基付与処理を施すことが必要な場合もあり、接合工程が煩雑になる。加えて、接合を達成するためには、被着材面(A)の官能基と樹脂面(B)の官能基との距離を約0.3nm以内に接近させる必要があるとされており、接合工程に緻密な制御が要求される。
【0010】
また、前記特許文献2に記載の接合体は一方の被接合材がゴムに限られることに加え、ゴム面Aと被着材面Bの両方の表面に特定の官能基を有することが必須となっており、前記特許文献1の場合と同様に、適用できる被接合材が限定されることに加えて接合工程が煩雑となる。更に、接合を達成するためには、ゴムの表面の官能基とセラミックス等の表面の官能基を3オングストローム以内に近づけることが必要とされており、接合工程に緻密な制御が要求される。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
成形装置
2か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
三菱自動車工業株式会社
予熱装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社神戸製鋼所
混練機
12日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
26日前
東レ株式会社
溶融押出装置および押出方法
1か月前
株式会社リコー
シート処理システム
6か月前
KTX株式会社
シェル型の作製方法
8か月前
株式会社城北精工所
押出成形用ダイ
11か月前
個人
ノズルおよび熱風溶接機
1か月前
トヨタ自動車株式会社
真空成形装置
9か月前
小林工業株式会社
振動溶着機
8か月前
トヨタ自動車株式会社
真空成形方法
9か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
大塚テクノ株式会社
樹脂製の構造体
11か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
日東工業株式会社
インサート成形機
2か月前
株式会社リコー
シート処理システム
6か月前
豊田鉄工株式会社
接合体及び接合方法
5か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ


































