TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024148549
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061759
出願日
2023-04-05
発明の名称
ガス置換方法、及び、加熱装置
出願人
株式会社豊田中央研究所
,
豊田合成株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B29C
35/02 20060101AFI20241010BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】排除対象ガスを効率よく加熱容器から排出することが可能な加熱装置のガス置換方法、及び、加熱装置を提供する。
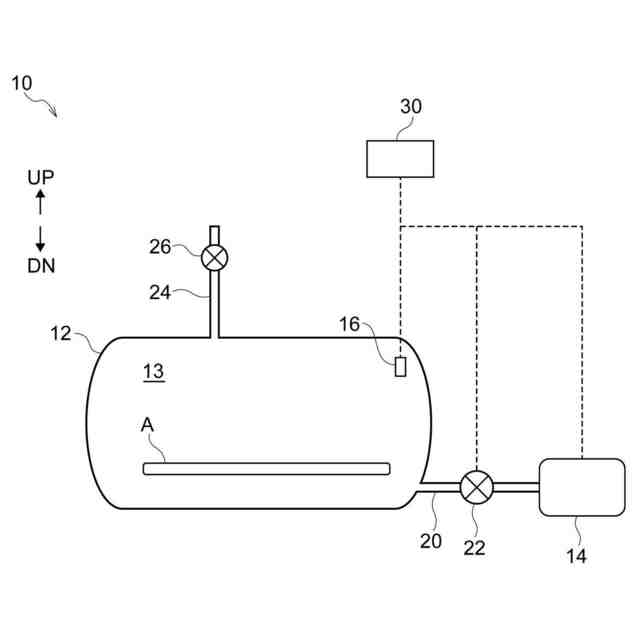
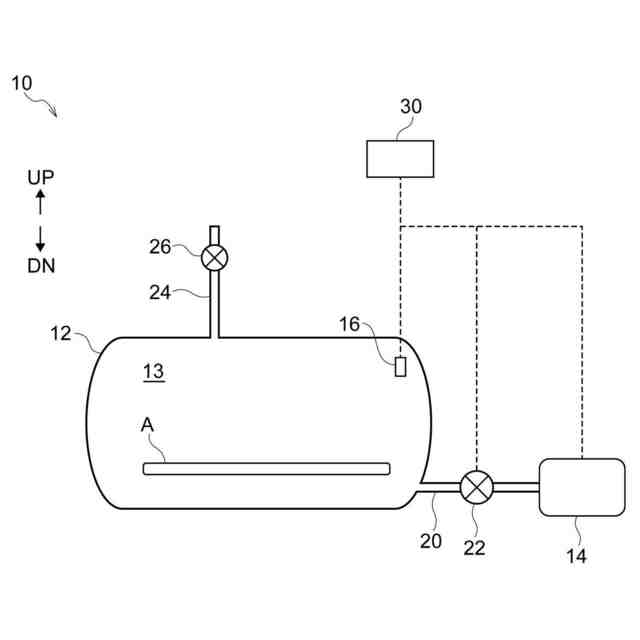
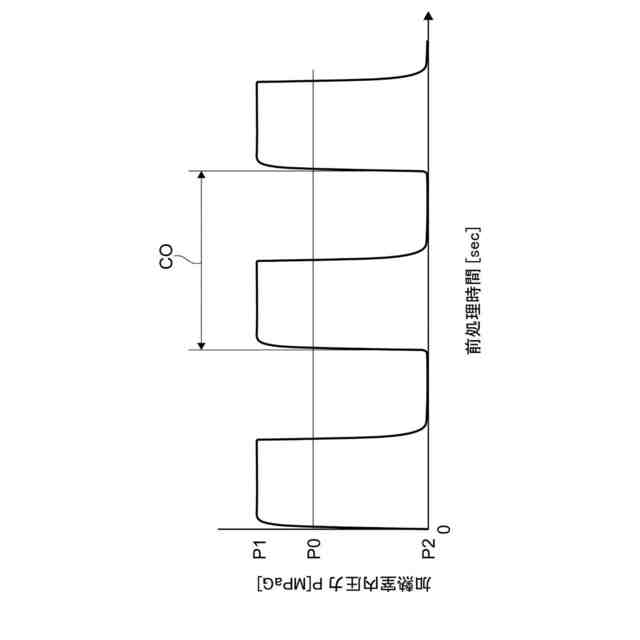
【解決手段】加熱対象の成形材料Aを収納する加熱容器12を有する加熱装置10において、加熱容器12内のガスを置換するガス置換方法であって、加熱容器12内の圧力が、置換用ガスの加熱容器12内における飽和蒸気圧P0を超える高圧力P1と、飽和蒸気圧P0よりも低い低圧力P2とになるように圧力スイングを実施しつつ、加熱容器12内のガスを置換用ガスへ置換する。
【選択図】図1
特許請求の範囲
【請求項1】
加熱対象の成形材料を収納する加熱容器を有する加熱装置において、前記加熱容器内のガスを置換する、ガス置換方法であって、
前記加熱容器内の圧力が、置換用ガスの前記加熱容器内における飽和蒸気圧を超える高圧力と、前記飽和蒸気圧よりも低い低圧力とになるように圧力スイングを実施しつつ、前記加熱容器内のガスを前記置換用ガスへ置換する、
ガス置換方法。
続きを表示(約 710 文字)
【請求項2】
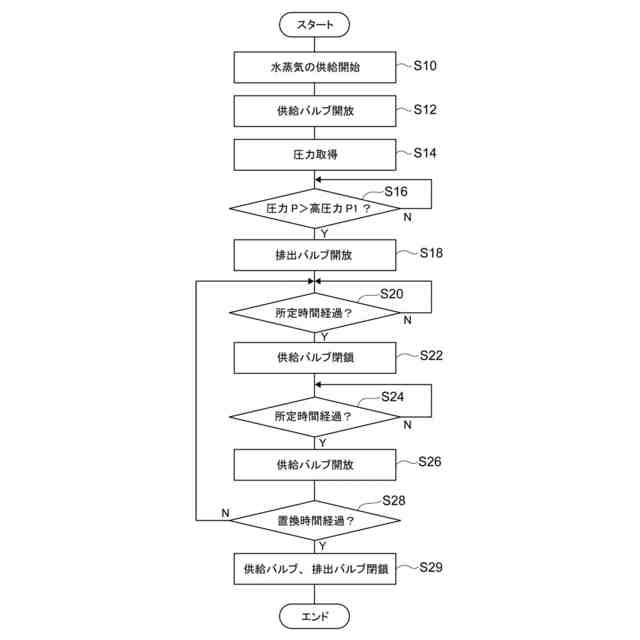
前記圧力スイングは、前記置換用ガスの供給のオン/オフにより実施する、
請求項1に記載のガス置換方法。
【請求項3】
前記低圧力は、大気圧である、請求項1に記載のガス置換方法。
【請求項4】
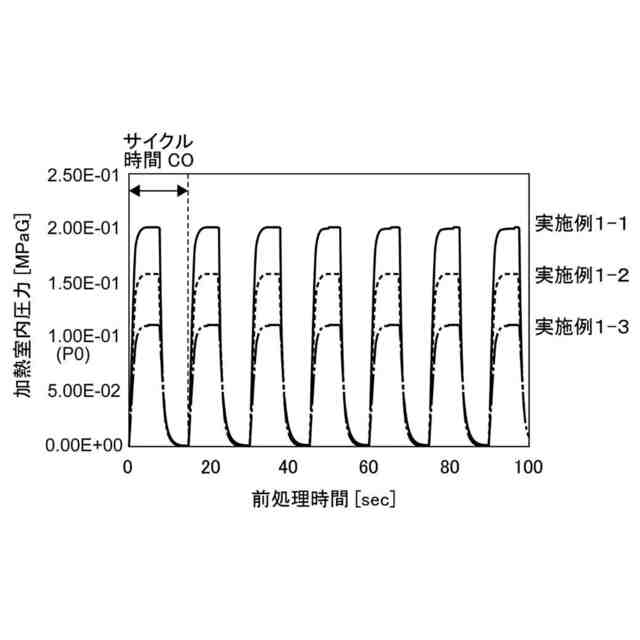
前記圧力スイングは、ガス置換開始から完了までの時間を置換時間とすると、前記置換時間の1/3未満のサイクル時間で実行される、
請求項1~請求項3のいずれか1項に記載のガス置換方法。
【請求項5】
加熱対象の成形材料を収納し、ガス供給口及びガス排出口を有する加熱容器と、
前記ガス供給口から前記加熱容器へ置換用ガスを供給する置換用ガス供給部と、
前記加熱容器内の圧力が前記置換用ガスの前記加熱容器内における飽和蒸気圧を超える高圧力と、前記飽和蒸気圧よりも低い低圧力とになる圧力スイングを実施する圧力制御部と、
を備えた、加熱装置。
【請求項6】
前記圧力制御部は、前記置換用ガス供給部による前記置換用ガスの供給のオン/オフにより、前記圧力スイングを実施する、
請求項5に記載の加熱装置。
【請求項7】
前記圧力制御部は、前記低圧力が大気圧となるように前記圧力スイングを実施する、
請求項5に記載の加熱装置。
【請求項8】
前記圧力制御部は、ガス置換開始から完了までの時間を置換時間とすると、前記置換時間の1/3未満のサイクル時間で前記圧力スイングが実行されるように前記圧力スイングを実施する、
請求項5~請求項7のいずれか1項に記載の加熱装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ガス置換方法、及び、当該ガス置換方法が適用される加熱装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
各種の成形材料を加熱する加熱装置においては、加熱前に装置の内部環境を整えることが必要となる。例えば、特許文献1では、加熱室に窒素ガス及び過熱水蒸気を含んだガスを噴射して送り込み、内部のガスと置換することにより、加熱室内の不要ガスである酸素を排除している。
【先行技術文献】
【特許文献】
【0003】
特許6778698号
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、ガス置換処理のために置換用のガスを供給する場合、加熱容器内での流動が定常化する。そのため、流れの淀み領域が発生し、供給する置換用ガスの流量に比して、ガス置換がスムーズに行われない場合がある。また、加熱対象物である成形材料表面で、置換用のガスの凝縮が生じ、排除対象のガスが成形材料表面に閉じ込められて、当該排除対象ガスの排出が難しくなることも生じうる。このような排除対象ガスの排出阻害が発生するため、排除対象ガスを排出するために、置換用ガスを多量に使用する必要が生じることも考えられる。
【0005】
本開示は、上記事実に鑑みて、排除対象ガスを効率よく加熱容器から排出することが可能な加熱装置のガス置換方法、及び、加熱装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、第1の態様に係るガス置換方法は、加熱対象の成形材料を収納する加熱容器を有する加熱装置において、前記加熱容器内のガスを置換する、ガス置換方法であって、前記加熱容器内の圧力が、置換用ガスの前記加熱容器内における飽和蒸気圧を超える高圧力と、前記飽和蒸気圧よりも低い低圧力とになるように圧力スイングを実施しつつ、前記加熱容器内のガスを前記置換用ガスへ置換する。
【0007】
第1の態様に係るガス置換方法では、加熱容器内の圧力について、高圧力と低圧力とになるように圧力スイングを実施する。高圧力は、置換用ガスの加熱容器内における飽和蒸気圧を超える圧力であり、低圧力は、当該飽和蒸気圧よりも低い圧力に設定される。
【0008】
置換用のガスを供給する場合、加熱容器内でのガス流動が定常化し、流れの淀み領域が発生することが懸念されるが、このように、加熱容器内の圧力スイングを実施することにより、流れの淀みを解消しつつ加熱容器内のガスを置換することができる。
【0009】
また、加熱対象である成形材料表面で、排除対象ガスを覆うように置換用のガスの凝縮が発生し、排除対象ガスの排出が阻害されることが生じうる。この場合でも、加熱容器内の圧力を飽和蒸気圧よりも低い圧力にすることにより、置換用ガスを再蒸発させて、排除対象ガスを排出させることができる。
【0010】
このように、流れの淀みを解消しつつ、凝縮した置換用ガスを蒸発させて、効率よくガス置換を行うことができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
2か月前
東レ株式会社
溶融紡糸設備
8か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
株式会社日本製鋼所
押出機
4か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
ロッド
24日前
株式会社リコー
シート剥離装置
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社FTS
成形装置
1か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社神戸製鋼所
混練機
4日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社FTS
セパレータ
18日前
株式会社リコー
画像形成システム
2か月前
株式会社リコー
シート処理システム
6か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
小林工業株式会社
振動溶着機
8か月前
KTX株式会社
シェル型の作製方法
7か月前
個人
ノズルおよび熱風溶接機
1か月前
日東工業株式会社
インサート成形機
2か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
トヨタ自動車株式会社
真空成形方法
8か月前
トヨタ自動車株式会社
真空成形装置
9か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
株式会社日本製鋼所
射出成形機
7か月前
東レ株式会社
二軸配向ポリエステルフィルム
7か月前
NISSHA株式会社
加飾成形品の製造方法
9か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































