TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148093
公報種別
公開特許公報(A)
公開日
2024-10-17
出願番号
2023061015
出願日
2023-04-04
発明の名称
製造装置、および射出成形機
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/78 20060101AFI20241009BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】メンテナンスを容易化できる製造装置、および射出成形機を提供する。
【解決手段】製造装置は、開口を有するフレームと、前記フレームの内部空間に設置され、前記開口を臨む支持面、および前記支持面と反対側に位置する反対面を有するヒートシンクと、前記支持面、または前記支持面と前記開口の間に設けられる電装品と、前記ヒートシンクの前記支持面および前記反対面とは異なる面に設けられ、当該ヒートシンクを冷却するファンと、を備える。
【選択図】図5
特許請求の範囲
【請求項1】
開口を有するフレームと、
前記フレームの内部空間に少なくとも一部が配置され、前記開口を臨む支持面、および前記支持面と反対側に位置する反対面を有するヒートシンクと、
前記支持面、または前記支持面と前記開口の間に設けられる電装品と、
前記ヒートシンクの前記支持面および前記反対面とは異なる面に設けられ、当該ヒートシンクを冷却するファンと、を備える、
製造装置。
続きを表示(約 1,000 文字)
【請求項2】
前記電装品は、前記支持面に支持されるインバータを含み、
前記ヒートシンクは、前記ファンにより当該ヒートシンクの内部にエアを流入させることで、前記インバータを冷却する、
請求項1に記載の製造装置。
【請求項3】
前記電装品は、コンデンサを含み、
前記ヒートシンクは、前記支持面から前記インバータよりも前記開口が位置する方向に突出し、前記コンデンサを支持する突出部を有する、
請求項2に記載の製造装置。
【請求項4】
前記コンデンサは、バスバーを介して前記インバータに接続され、
前記バスバーは、で鉛直方向上側に取り外し可能な固定部により前記コンデンサに連結される、
請求項3に記載の製造装置。
【請求項5】
前記ヒートシンクは、前記開口が位置する方向に前記ファンを離脱可能である、
請求項1乃至4のいずれか1項に記載の製造装置。
【請求項6】
前記ヒートシンクは、1以上の前記ファンをスライド可能に支持するスライドプレートを有し、
前記開口が位置する方向に前記スライドプレートおよび前記ファンを一体に引き出し可能である、
請求項5に記載の製造装置。
【請求項7】
前記ヒートシンクは、前記電装品に接続される配線を束ねる束線金具を有し、
前記束線金具は、前記ヒートシンクに離脱可能に取り付けられた状態で、前記スライドプレートを移動不能とする、
請求項6に記載の製造装置。
【請求項8】
前記電装品は、前記支持面に支持されるコンバータを含む、
請求項1乃至4のいずれか1項に記載の製造装置。
【請求項9】
前記電装品は、前記支持面と前記開口との間に配置される電流検出器を含む、
請求項1乃至4のいずれか1項に記載の製造装置。
【請求項10】
射出装置を支持すると共に、開口を有するフレームと、
前記フレームの内部空間に設置され、前記開口を臨む支持面、および前記支持面と反対側に位置する反対面を有するヒートシンクと、
前記支持面、または前記支持面と前記開口の間に設けられる電装品と、
前記ヒートシンクの前記支持面および前記反対面とは異なる面に設けられ、当該ヒートシンクを冷却するファンと、を備える、
射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、製造装置、および射出成形機に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、射出装置および型締装置を支持するフレームの内部に、パワーモジュールであるインバータ等の電装品を収容した射出成形機が開示されている。この射出成形機は、床側のフレームベース部から起立するヒートシンクを有し、このヒートシンクの一方の側面にインバータを固定し、かつヒートシンクの他方の側面に排気ファンを固定している。射出成形機は、排気ファンによりヒートシンクの内部にエアを取り込むことで、インバータを冷却することができる。
【先行技術文献】
【特許文献】
【0003】
特開2019-171793号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、ヒートシンクの一方の側面に電装品を有し、他方の側面にファンを有する場合、メンテナンスでは、フレームの一方の開口の各々からおよび排気ファンにアクセスする必要がある。この場合、メンテナンス時にユーザに大きな負担がかかることになる。
【0005】
本開示は、メンテナンスを容易化できる製造装置、および射出成形機を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様によれば、開口を有するフレームと、前記フレームの内部空間に少なくとも一部が配置され、前記開口を臨む支持面、および前記支持面と反対側に位置する反対面を有するヒートシンクと、前記支持面、または前記支持面と前記開口の間に設けられる電装品と、前記ヒートシンクの前記支持面および前記反対面とは異なる面に設けられ、当該ヒートシンクを冷却するファンと、を備える、製造装置が提供される。
【発明の効果】
【0007】
一態様によれば、製造装置、および射出成形機は、メンテナンスを容易化できる。
【図面の簡単な説明】
【0008】
一実施形態に係る射出成形機の型開完了時の状態を示す図である。
一実施形態に係る射出成形機の型締時の状態を示す図である。
射出成形機の各モータに電力を供給する電気回路を示す図である。
電気回路収容したフレームの内部空間を示す平面図である。
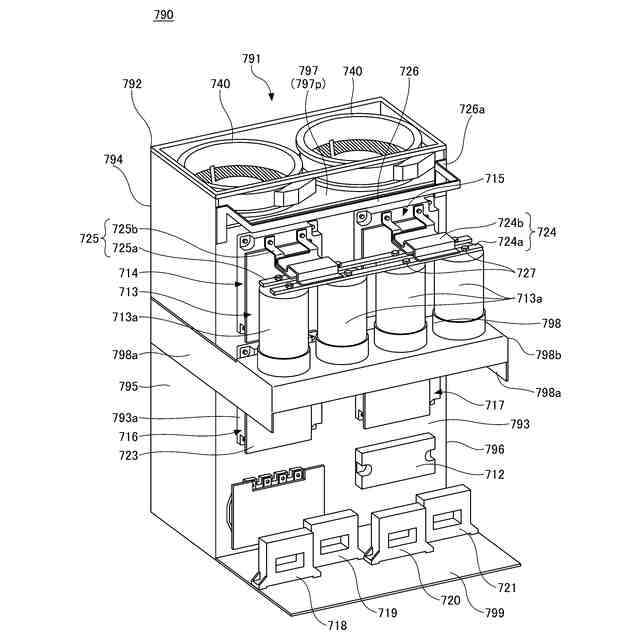
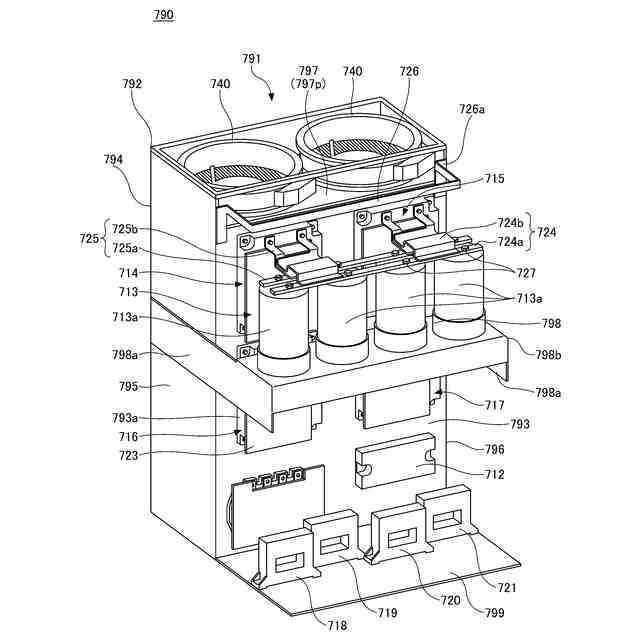
一実施形態に係るヒートシンクユニットを示す斜視図である。
図6(A)は、射出成形機の動作時のヒートシンクユニットを示す側面図である。図6(B)は、射出成形機のメンテナンス時のヒートシンクユニットの一例を示す側面図である。
【発明を実施するための形態】
【0009】
以下、図面を参照して本開示を実施するための形態について説明する。各図面において、同一構成部分には同一符号を付し、重複した説明を省略する場合がある。
【0010】
(射出成形機)
図1は、一実施形態に係る射出成形機の型開完了時の状態を示す図である。図2は、一実施形態に係る射出成形機の型締時の状態を示す図である。本明細書において、X軸方向、Y軸方向およびZ軸方向は互いに垂直な方向である。X軸方向およびY軸方向は水平方向を表し、Z軸方向は鉛直方向を表す。型締装置100が横型である場合、X軸方向は型開閉方向であり、Y軸方向は射出成形機10の幅方向である。Y軸方向負側を操作側と呼び、Y軸方向正側を反操作側と呼ぶ。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
8か月前
東レ株式会社
吹出しノズル
2か月前
シーメット株式会社
光造形装置
1か月前
CKD株式会社
型用台車
2か月前
東レ株式会社
プリプレグテープ
5か月前
個人
射出ミキシングノズル
4か月前
グンゼ株式会社
ピン
2か月前
株式会社日本製鋼所
押出機
4か月前
株式会社FTS
ロッド
25日前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
成形装置
1か月前
東レ株式会社
一体化成形品の製造方法
6か月前
株式会社リコー
シート剥離装置
6か月前
帝人株式会社
成形体の製造方法
7か月前
株式会社シロハチ
真空チャンバ
3か月前
三菱自動車工業株式会社
予熱装置
4か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社FTS
セパレータ
19日前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社リコー
画像形成システム
2か月前
株式会社神戸製鋼所
混練機
5日前
TOWA株式会社
成形型清掃用のブラシ
4か月前
トヨタ自動車株式会社
真空成形装置
9か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
株式会社リコー
シート処理システム
5か月前
トヨタ自動車株式会社
真空成形方法
9か月前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
1か月前
小林工業株式会社
振動溶着機
8か月前
東レ株式会社
溶融押出装置および押出方法
1か月前
日東工業株式会社
インサート成形機
2か月前
KTX株式会社
シェル型の作製方法
7か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
日本プラスト株式会社
嵌合構造
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
株式会社日本製鋼所
射出成形機
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































