TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024146239
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023059020
出願日
2023-03-31
発明の名称
フィルム成形装置
出願人
株式会社大気社
代理人
弁理士法人大塚国際特許事務所
主分類
B29C
65/02 20060101AFI20241004BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】効率的なフィルム成形を実現する。
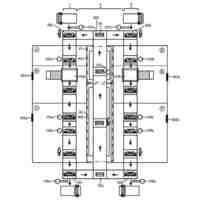
【解決手段】フィルム成形装置であって、対象物を治具に載せた状態で搬送し、当該対象物を清掃する清掃動作と、前記清掃動作の後に当該対象物にフィルムを貼り付ける貼付動作と、前記貼付動作の後に当該対象物に貼り付けられたフィルムの一部を除去する除去動作とを行うための第1の成形ラインと、前記第1の成形ラインにおいて使用された前記治具を前記第1の成形ラインの出口から前記第1の成形ラインの入口に戻すための治具戻しラインとを備える。
【選択図】 図1
特許請求の範囲
【請求項1】
対象物を治具に載せた状態で搬送し、当該対象物を清掃する清掃動作と、前記清掃動作の後に当該対象物にフィルムを貼り付ける貼付動作と、前記貼付動作の後に当該対象物に貼り付けられたフィルムの一部を除去する除去動作とを行うための第1の成形ラインと、
前記第1の成形ラインにおいて使用された前記治具を前記第1の成形ラインの出口から前記第1の成形ラインの入口に戻すための治具戻しラインと、
を備えることを特徴とするフィルム成形装置。
続きを表示(約 1,100 文字)
【請求項2】
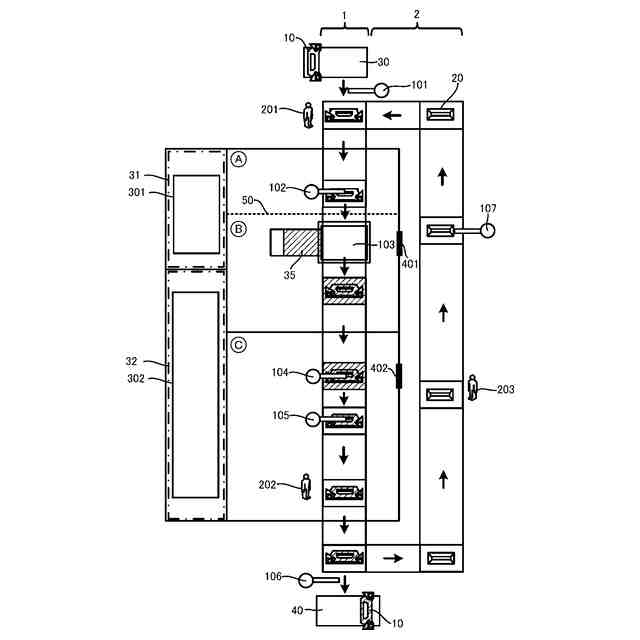
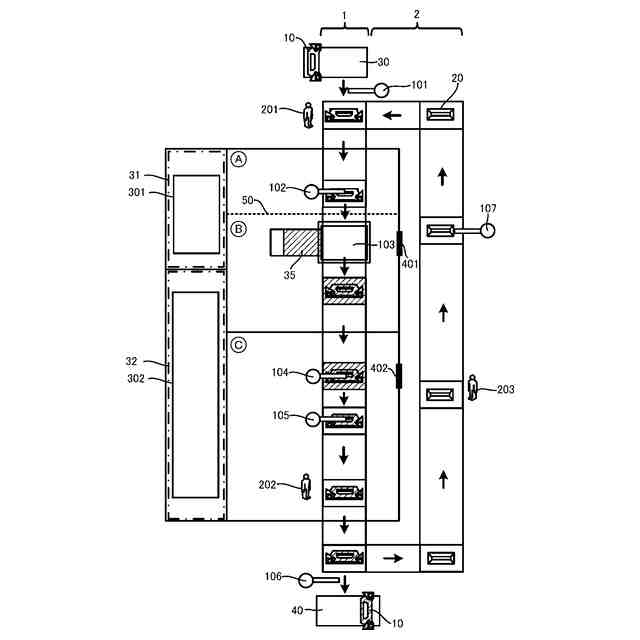
前記第1の成形ラインは、前記清掃動作が行われる第1領域と、前記貼付動作が行われる第2領域と、前記除去動作が行われる第3領域とを含むことを特徴とする請求項1に記載のフィルム成形装置。
【請求項3】
前記第2領域を大気圧に対して陽圧になるように制御し、前記第3領域を大気圧に対して陰圧になるように制御する圧力制御手段をさらに備え、
前記第2領域と前記第3領域とが流体連通していることを特徴とする請求項2に記載のフィルム成形装置。
【請求項4】
前記第2領域を大気圧に対して陽圧になるように制御する圧力制御手段をさらに備え、
前記第2領域がクリーンルームを形成することを特徴とする請求項2に記載のフィルム成形装置。
【請求項5】
ゴミを吹き飛ばすことにより前記清掃動作を行う除塵装置をさらに備え、
前記除塵装置は、前記第1領域に配置されることを特徴とする請求項4に記載のフィルム成形装置。
【請求項6】
前記第1領域及び前記第2領域を大気圧に対して陽圧になるように制御する圧力制御手段をさらに備え、
前記第1領域及び前記第2領域が1つのクリーンルームを形成することを特徴とする請求項2に記載のフィルム成形装置。
【請求項7】
ゴミを吸引することにより前記清掃動作を行う除塵装置をさらに備え、
前記除塵装置は、前記第1領域に配置されることを特徴とする請求項6に記載のフィルム成形装置。
【請求項8】
前記第1の成形ラインの前記貼付動作が真空状態で行われるように制御する真空制御手段をさらに備えることを特徴とする請求項1に記載のフィルム成形装置。
【請求項9】
前記貼付動作を行う真空貼付装置をさらに備え、
前記真空制御手段は、前記真空貼付装置が真空状態になるように制御することを特徴とする請求項8に記載のフィルム成形装置。
【請求項10】
対象物を治具に載せた状態で搬送し、当該対象物を清掃する清掃動作と、前記清掃動作の後に当該対象物にフィルムを貼り付ける貼付動作と、前記貼付動作の後に当該対象物に貼り付けられたフィルムの一部を除去する除去動作とを行うための、前記第1の成形ラインに沿って配された第2の成形ラインをさらに備え、
前記治具戻しラインを用いて、前記第1の成形ラインにおいて使用された治具および前記第2の成形ラインにおいて使用された治具を前記第1の成形ラインの出口または前記第2の成形ラインの出口から前記第1の成形ラインの入口または前記第2の成形ラインの入口に戻すことが可能であることを特徴とする請求項1に記載のフィルム成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルム成形装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来のスプレー塗装では、広い設備や塗料ミストを処理する装置が必須であり、多くのエネルギーが必要となる。カーボンニュートラル実現には技術革新が必要であり、従来塗装に代わる加飾方式として、フィルム真空成形技術を用いたドライ加飾技術が注目されている。特許文献1は、シート状加飾材を樹脂基材に貼り付ける真空成形装置を開示している。
【先行技術文献】
【特許文献】
【0003】
特開2008-284771号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の技術では、樹脂基材を支持する治具を樹脂基材の形状に応じて取り替える必要がある。しかし、治具は重量が大きく、治具の移動・交換に手間がかかることが多い。そのため、種々の形状の樹脂基材に対して効率的にシート状加飾材を貼り付けることができず、効率的なフィルム成形を実現することが難しいという課題がある。
【0005】
本発明は、上記の課題に鑑みてなされたものであり、効率的なフィルム成形を実現するための技術を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成するために、本発明の一態様によるフィルム成形装置は、
対象物を治具に載せた状態で搬送し、当該対象物を清掃する清掃動作と、前記清掃動作の後に当該対象物にフィルムを貼り付ける貼り付け動作と、前記貼り付け動作の後に当該対象物に貼り付けられたフィルムの一部を除去する除去動作とを行うための第1の成形ラインと、
前記第1の成形ラインにおいて使用された前記治具を前記第1の成形ラインの出口から前記第1の成形ラインの入口に戻すための治具戻しラインと、
を備えることを特徴とする。
【発明の効果】
【0007】
本発明によれば、効率的なフィルム成形を実現することが可能となる。
【図面の簡単な説明】
【0008】
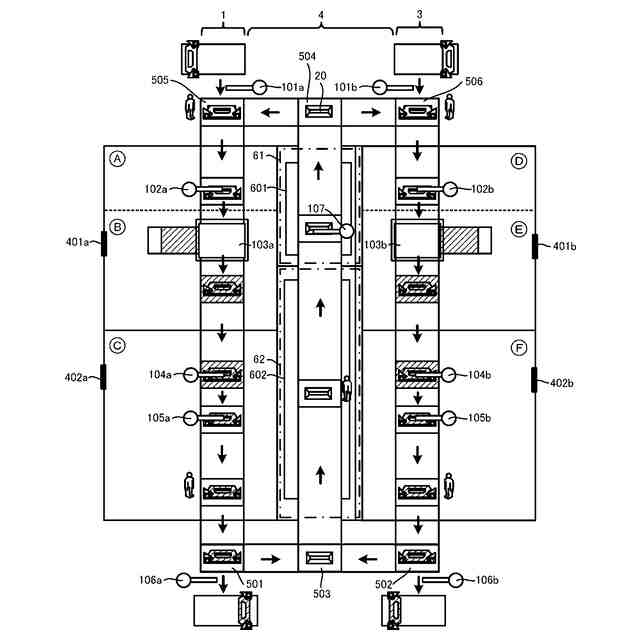
実施形態1に係るフィルム成形装置の全体構成の一例を示す図である。
実施形態1に係る制御装置の構成例を示す図である。
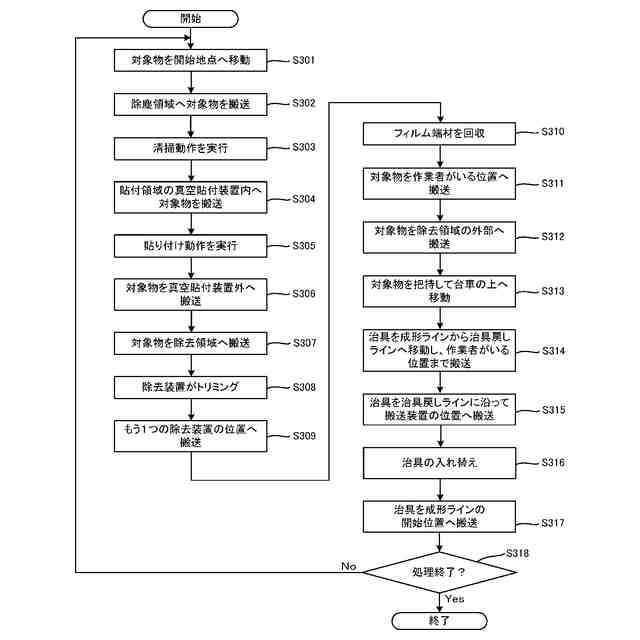
実施形態1に係る生産ラインでのフィルム成形処理の手順を示すフローチャートである。
実施形態2に係るフィルム成形装置の全体構成の一例を示す図である。
実施形態2に係る制御装置の構成例を示す図である。
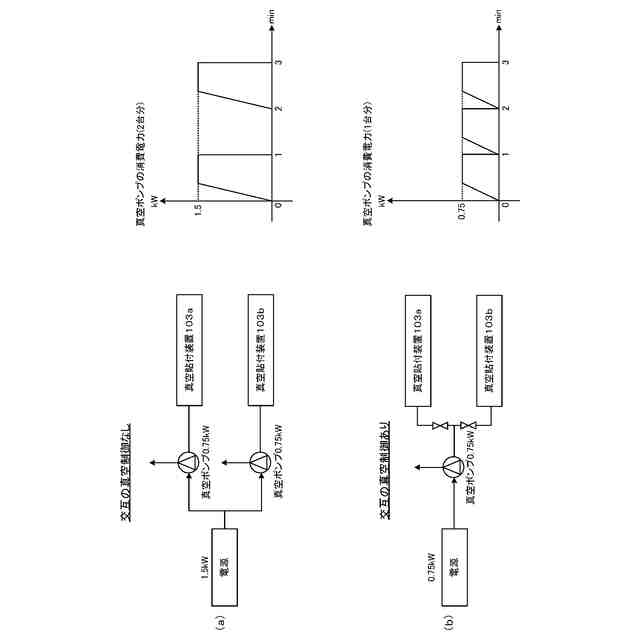
(a)実施形態2に係る真空ポンプの制御例を示す図(交互制御なし)であり、(b)実施形態2に係る真空ポンプの制御例を示す図(交互制御あり)である。
(a)実施形態2に係るヒータの制御例を示す図(交互制御なし)であり、(b)実施形態2に係るヒータの制御例を示す図(交互制御あり)である。
【発明を実施するための形態】
【0009】
以下、添付図面を参照して実施形態を詳しく説明する。なお、以下の実施形態は特許請求の範囲に係る発明を限定するものではなく、また実施形態で説明されている特徴の組み合わせの全てが発明に必須のものとは限らない。実施形態で説明されている複数の特徴のうち二つ以上の特徴は任意に組み合わされてもよい。また、同一若しくは同様の構成には同一の参照番号を付し、重複した説明は省略する。
【0010】
(実施形態1)
本実施形態では、治具に載せた対象物に対してフィルムを貼り付けることによりフィルム成形を行う生産ラインの構成例を説明する。本実施形態では、フィルムを貼り付ける対象物は、車両(例えば四輪車)のフロントバンパー又はリアバンパーであるものとして説明を行うが、対象物はこれらに限定されるものではなく、様々な物体に本発明を適用することができる。車両カラーに応じてフィルムの色を変更することで容易に加飾を行うことが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社大気社
フィルム成形装置
1か月前
株式会社大気社
フィルム成形装置
3日前
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
3日前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
株式会社シロハチ
真空チャンバ
1か月前
帝人株式会社
成形体の製造方法
5か月前
TOWA株式会社
成形型清掃用のブラシ
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
株式会社城北精工所
押出成形用ダイ
8か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
KTX株式会社
シェル型の作製方法
5か月前
小林工業株式会社
振動溶着機
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
株式会社日本製鋼所
射出成形機
5か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
株式会社コスメック
磁気クランプ装置
2か月前
株式会社FTS
ブローニードル
3日前
東レエンジニアリング株式会社
立体造形方法
8か月前
三光合成株式会社
ガス排出供給構造体
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
日本プラスト株式会社
嵌合構造
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ