TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024106127
公報種別
公開特許公報(A)
公開日
2024-08-07
出願番号
2023010254
出願日
2023-01-26
発明の名称
通気性電鋳殻の製造方法
出願人
KTX株式会社
代理人
個人
主分類
B29C
33/10 20060101AFI20240731BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
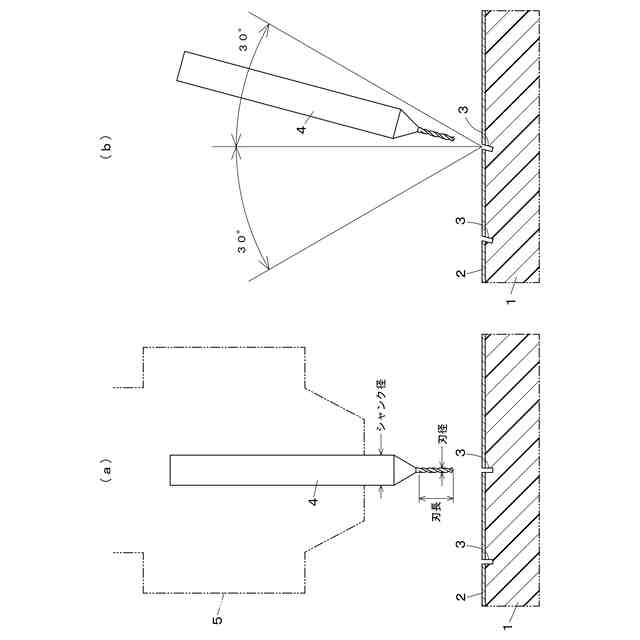
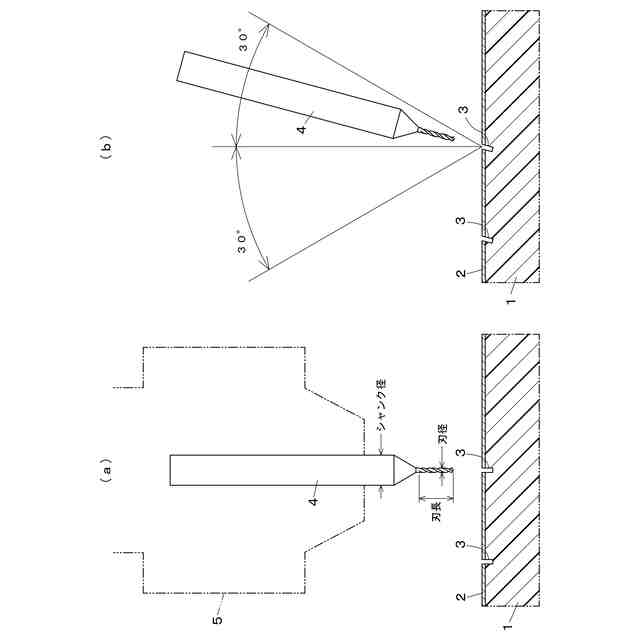
【課題】通気性電鋳殻の製造過程において起点孔又は通気孔真直部をドリル加工する場合に、ドリルを加工面に面直から多少傾けて当てても作業を続行できるようにして、作業効率を高める。
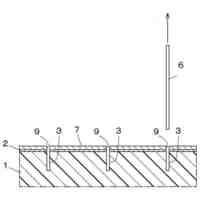
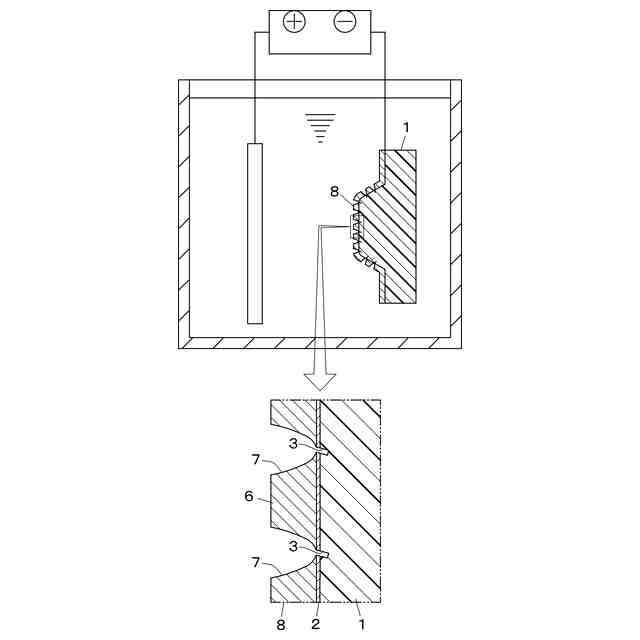
【解決手段】母型1の導電性表面に、刃径が0.08~0.30mm、刃長が刃径の5~10倍、シャンク径が1mm以上であるルーマドリル4を使用して複数の起点孔3をドリル加工するステップと、前記母型1の導電性表面に電鋳を行うことにより電鋳殻を形成すると同時に、該電鋳の初期に前記起点孔3の開口に非電着部を発生させ、該電鋳の進行とともに該非電着部を成長させることにより通気孔を形成するステップとを含む通気性電鋳殻の製造方法である。
【選択図】図2
特許請求の範囲
【請求項1】
母型(1)の導電性表面に、刃径が0.08~0.30mm、刃長が刃径の5~10倍、シャンク径が1mm以上であるルーマドリル(4)を使用して複数の起点孔(3)をドリル加工するステップと、
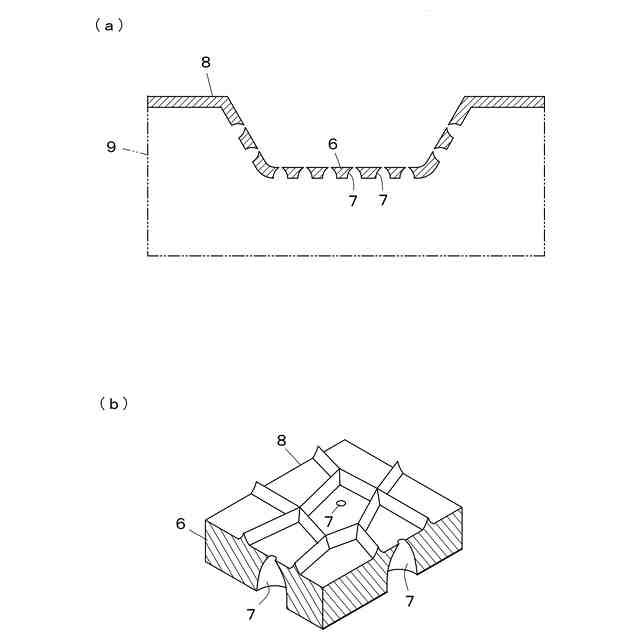
前記母型(1)の導電性表面に電鋳を行うことにより電鋳殻(6)を形成すると同時に、該電鋳の初期に前記起点孔(3)の開口に非電着部を発生させ、該電鋳の進行とともに該非電着部を成長させることにより通気孔(7)を形成するステップと
を含む通気性電鋳殻の製造方法。
続きを表示(約 380 文字)
【請求項2】
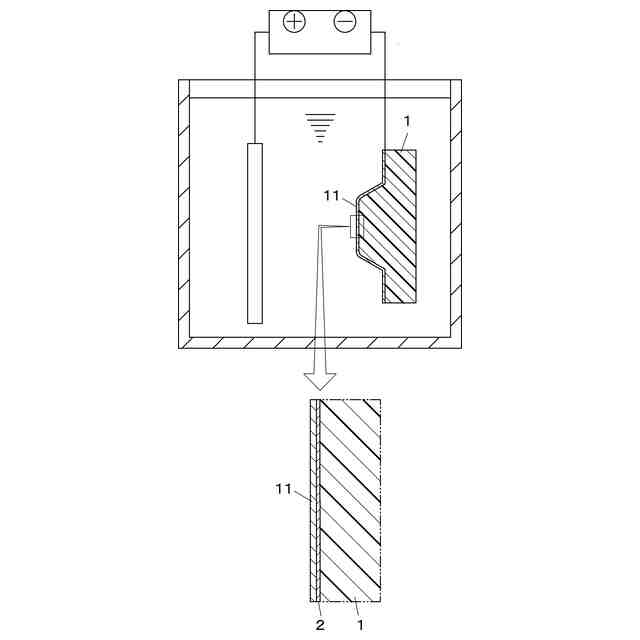
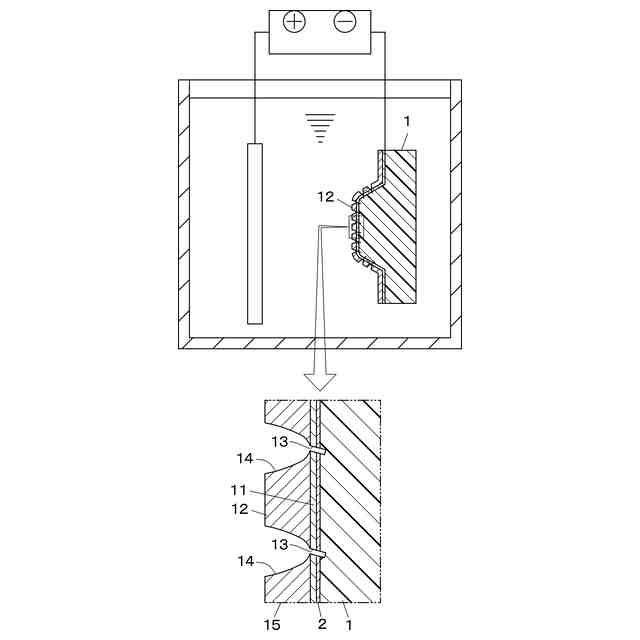
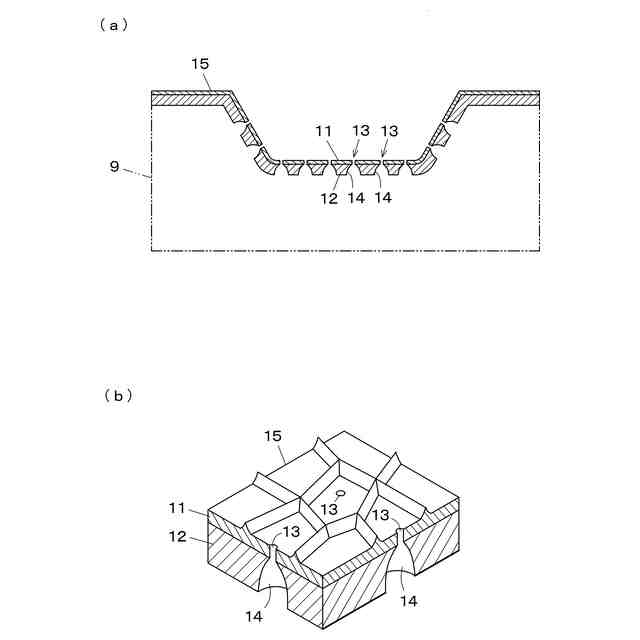
母型(1)の導電性表面に電鋳を行うことにより孔の無い電鋳殻表面層(11)を形成するステップと、
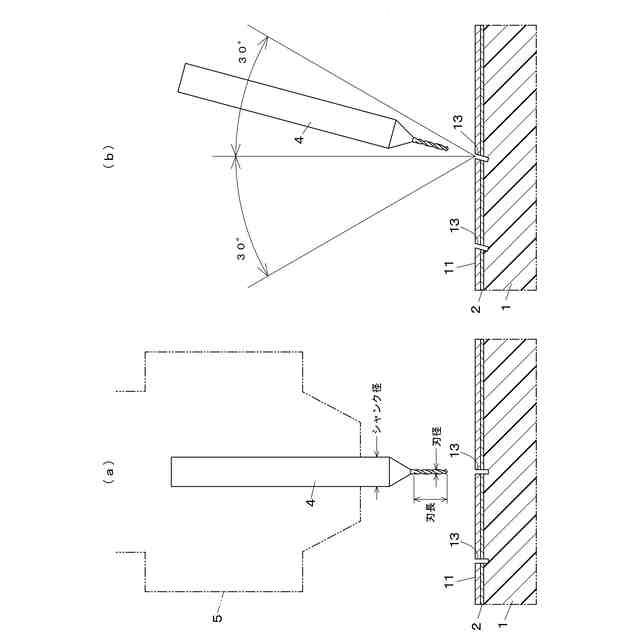
前記母型(1)の電鋳殻表面層(11)に、刃径が0.08~0.30mm、刃長が刃径の5~10倍、シャンク径が1mm以上であるルーマドリル(4)を使用して複数の通気孔真直部(13)をドリル加工するステップと、
前記母型(1)の電鋳殻表面層(11)に電鋳を行うことにより電鋳殻裏面層(12)を形成すると同時に、該電鋳の初期に前記通気孔真直部(13)の開口に非電着部を発生させ、該電鋳の進行とともに該非電着部を成長させることにより通気孔拡径部(14)を形成するステップと
を含む通気性電鋳殻の製造方法。
【請求項3】
前記ルーマドリル(4)が高速度工具鋼製である請求項1又は2記載の通気性電鋳殻の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、通気性の成形用金型に使用できる通気性電鋳殻の製造方法に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
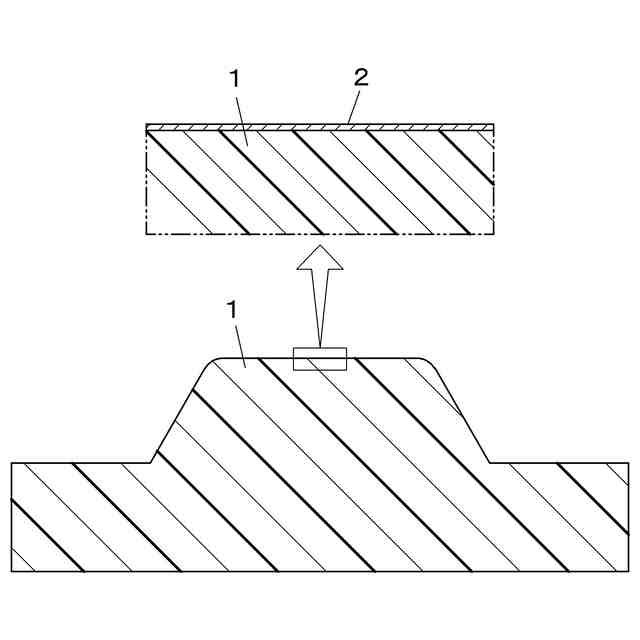
本願出願人は、特許文献1において、母型の導電性表面に直径30~1000μmの起点孔をドリル加工、針による突刺し加工等により形成するステップと、この母型の導電性表面に電鋳を行うことにより電鋳殻を形成すると同時に、該電鋳の初期に起点孔の開口に非電着部を発生させ、該電鋳の進行とともに非電着部を成長させることにより通気孔を形成する電鋳ステップとを含む、通気性電鋳殻の製造方法を開示した。
【0003】
同製造方法によれば、通気抵抗が小さく目詰りもしにくい通気孔を、電鋳と同時に容易かつ安価に形成することができるとともに、電鋳殻の孔要求箇所に要求数及び要求径の通気孔を、それらの要求通りに形成することができるようになった。この通気性電鋳殻を用いて製作された本願出願人の成形用金型(商標「ポーラス電鋳」)は、国内外で広く採用されている。
【0004】
また、本願出願人は、特許文献2において、母型の導電性表面に電鋳を行うことにより孔の無い電鋳殻表面層を形成する第一電鋳ステップと、電鋳殻表面層に内径が孔長方向で略一定である微小真直孔(通気孔真直部)をレーザー加工、ドリル加工等により形成するステップと、電鋳殻表面層の裏面に電鋳を行うことにより電鋳殻裏面層を形成すると同時に、該電鋳の初期に通気孔真直部の開口に非電着部を発生させ、該電鋳の進行とともに該非電着部を成長させることにより通気孔拡径部を形成する第二電鋳ステップとを含む、通気性電鋳殻の製造方法を開示した。
【0005】
同製造方法によれば、特許文献1と同様の効果に加え、通気孔が真直部と拡径部とからなり、多孔質電鋳殻の表面が型磨きや長時間使用によって摩耗しても、通気孔のうちの真直部の範囲内での摩耗なので、通気孔の開口径が大きくならないよう維持できるようになった。この通気性電鋳殻を用いて製作された本願出願人の成形用金型(商標「スーパーポーラス電鋳」)も、国内外で広く採用されている。
【先行技術文献】
【特許文献】
【0006】
特開平5-156486号公報
特開平9-249987号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1で起点孔をドリル加工する場合や、特許文献2で通気孔真直部をドリル加工する場合には、刃径とシャンク径とが等しい又はほぼ等しい一般的なドリルを用いて行っているが、ドリルを加工面に面直に当てないと折れて作業が中断し、ドリルを加工面に面直に当てるには母型がなす三次元形状に応じてドリル姿勢を注意深く調整しながらドリル加工しければならないため、いずれにしても作業効率が悪いという問題があった。
【0008】
そこで、本発明の目的は、通気性電鋳殻の製造過程において起点孔又は通気孔真直部をドリル加工する場合に、ドリルを加工面に面直から多少傾けて当てても作業を続行できるようにして、作業効率を高めることにある。
【課題を解決するための手段】
【0009】
[1]母型の導電性表面に、刃径が0.08~0.30mm、刃長が刃径の5~10倍、シャンク径が1mm以上であるルーマドリルを使用して複数の起点孔(通気孔の起点となる微小孔)をドリル加工(ドリルによる孔あけ加工)するステップと、
前記母型の導電性表面に電鋳を行うことにより電鋳殻を形成すると同時に、該電鋳の初期に前記起点孔の開口に非電着部を発生させ、該電鋳の進行とともに該非電着部を成長させることにより通気孔を形成するステップと
を含む通気性電鋳殻の製造方法。
【0010】
[2]母型の導電性表面に電鋳を行うことにより孔の無い電鋳殻表面層を形成するステップと、
前記母型の電鋳殻表面層に、刃径が0.08~0.30mm、刃長が刃径の5~10倍、シャンク径が1mm以上であるルーマドリルを使用して複数の通気孔真直部をドリル加工するステップと、
前記母型の電鋳殻表面層に電鋳を行うことにより電鋳殻裏面層を形成すると同時に、該電鋳の初期に前記通気孔真直部の開口に非電着部を発生させ、該電鋳の進行とともに該非電着部を成長させることにより通気孔拡径部を形成するステップと
を含む通気性電鋳殻の製造方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
KTX株式会社
路面標示板
11日前
KTX株式会社
通気性電鋳殻の製造方法
1か月前
個人
3次元造形装置
10か月前
東レ株式会社
溶融紡糸設備
2か月前
東レ株式会社
金型の製造方法
7か月前
東レ株式会社
シート成形口金
8か月前
津田駒工業株式会社
連続成形機
6か月前
東レ株式会社
積層基材の製造方法
9か月前
輝創株式会社
接合方法
8か月前
世紀株式会社
造形装置
8か月前
帝人株式会社
成形体の製造方法
2か月前
東レ株式会社
一体化成形品の製造方法
1か月前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
延伸フィルムの製造方法
7か月前
グンゼ株式会社
印刷層の除去方法
7か月前
株式会社吉野工業所
計量キャップ
9か月前
株式会社日本製鋼所
押出成形装置
4日前
株式会社日本製鋼所
押出成形装置
4日前
六浦工業株式会社
接着装置
8か月前
東レエンジニアリング株式会社
処理装置
11か月前
株式会社アフィット
粉末焼結積層造形装置
9か月前
東レ株式会社
リーフディスク型フィルター
9か月前
トヨタ自動車株式会社
真空成形装置
4か月前
KTX株式会社
シェル型の作製方法
2か月前
ダイハツ工業株式会社
3Dプリンタ
9か月前
株式会社城北精工所
押出成形用ダイ
6か月前
株式会社リコー
シート処理システム
1か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
トヨタ自動車株式会社
真空成形方法
3か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
小林工業株式会社
振動溶着機
2か月前
株式会社リコー
シート処理システム
25日前
株式会社日本製鋼所
射出成形機
2か月前
東レ株式会社
二軸配向ポリエステルフィルム
2か月前
TOWA株式会社
樹脂成形装置
10か月前
株式会社イクスフロー
成形装置
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ