TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023176785
公報種別
公開特許公報(A)
公開日
2023-12-13
出願番号
2022089263
出願日
2022-05-31
発明の名称
計量キャップ
出願人
株式会社吉野工業所
代理人
個人
主分類
B29C
45/16 20060101AFI20231206BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】境界線がぼけずにきれいに仕上がる計量窓を有する計量キャップを提供する。
【解決手段】容器体100の口頸部102へ倒立状態で組み付けるための計量キャップであって、
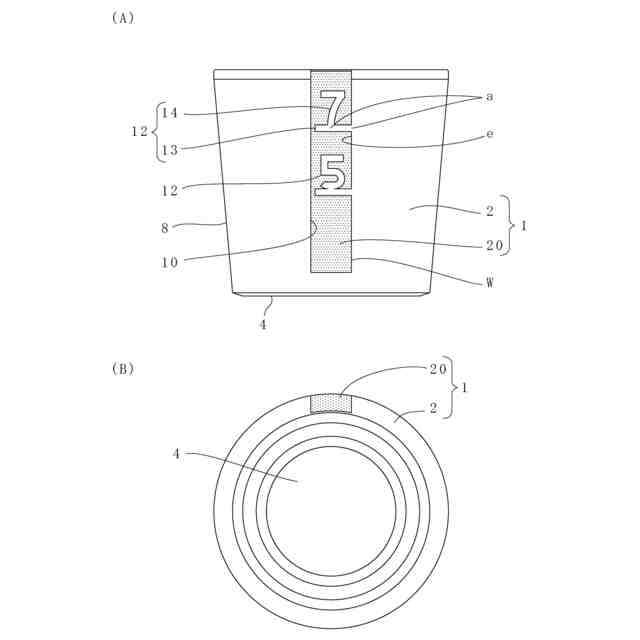
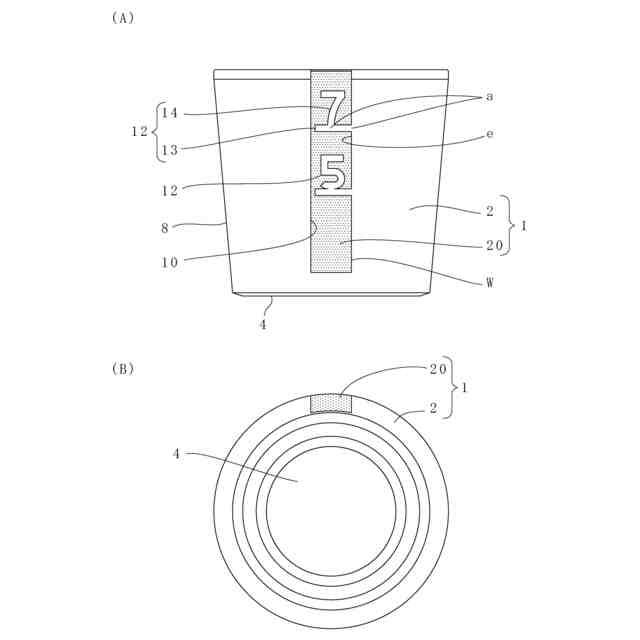
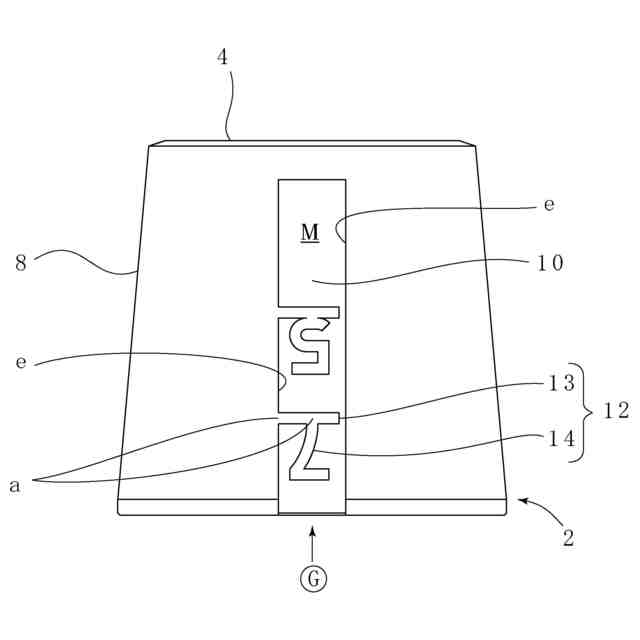
底壁4の周端から立設するキャップ周壁8に貫通孔である縦長の窓孔10を開口するとともに、当該窓孔10内に、その窓孔10の縁部eに連結部aを介して連結された目盛要素12を配置させてなる不透明なキャップ本体2と、前記窓孔10内の余白部分Mに透明材料又は透光材料を射出してなる計量窓Wの透光部分である透光部材20とからなる。前記キャップ本体2は1次成形として、前記透光部材20は2次成形として2色成形により一体化されている。
【選択図】図1
特許請求の範囲
【請求項1】
容器体(100)の口頸部(102)へ倒立状態で組み付けるための計量キャップであって、
底壁(4)の周端から立設するキャップ周壁(8)に貫通孔である縦長の窓孔(10)を開口するとともに、当該窓孔(10)内に、その窓孔(10)の縁部(e)に連結部(a)を介して連結された目盛要素(12)を配置させてなる不透明なキャップ本体(2)と、
前記窓孔(10)内の余白部分(M)に透明材料又は透光材料を射出してなる計量窓(W)の透光部分である透光部材(20)とからなり、
前記キャップ本体(2)は1次成形として、前記透光部材(20)は2次成形として2色成形により一体化されていることを特徴とする、計量キャップ。
続きを表示(約 290 文字)
【請求項2】
前記キャップ本体(2)及び透光部材(20)は、互いに相溶性を有する2種類の材料で形成されており、前記キャップ本体(2)と前記透光部材(20)との間の境界線上で作用する両材料の融着力により一体化されていることを特徴とする、請求項1に記載の計量キャップ。
【請求項3】
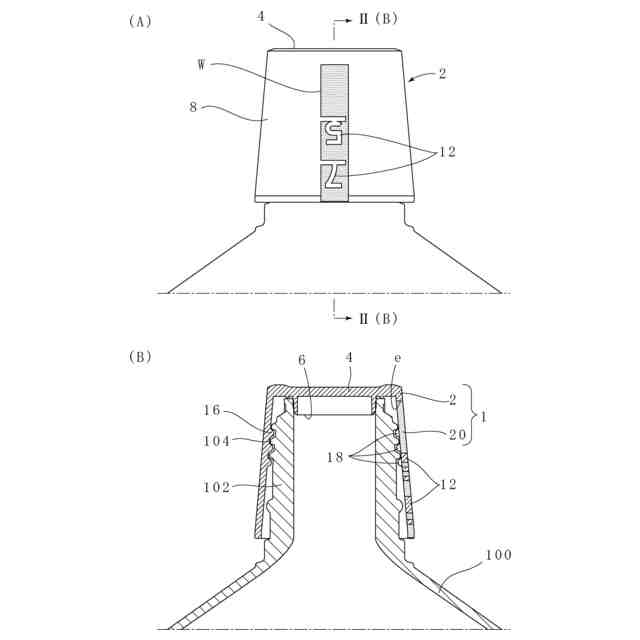
前記キャップ周壁(8)の内面に、前記口頸部(102)に螺合させるためのメネジ部(16)を形成しており、
当該メネジ部(16)は、そのネジの軌跡と前記計量窓(W)とが重なる箇所で欠損させた間欠ネジであることを特徴とする、請求項1又は請求項2に記載の計量キャップ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、計量キャップ、特に容器体の口頸部に倒立状態で組み付けるための計量キャップに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
内容液を充填した容器の注出口に着脱自在に取り付け可能な計量キャップとして、透明樹脂により有底筒状に形成した計量キャップの内壁面に目盛線を設け、容器から計量キャップに注出した内容液の水位を視認できるようにしたものが知られている(特許文献1)。
【先行技術文献】
【特許文献】
【0003】
実開平2-8745
特開2014-108797
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、計量キャップの全体を透明樹脂で形成すると、内溶液の注出量を計量キャップの外側から視認できるようになるが、日光により内容液が照射されてしまい、内溶液が農薬等の場合には日光の影響を受けて変質してしまう虞があった。
【0005】
着色した不透明な計量キャップの内壁面に、環状リブによる目盛線又は印刷による目盛線を設けることで日光等による内容液の変質を抑える方法もあるが、内壁面からでは視認性が悪いという課題がある。
【0006】
また容器の一部を透明の窓部を形成する方法(特許文献2)が知られているが、この形成方法で計量キャップに帯状の窓部を形成しようとすると、着色部と窓部の境界が鮮明ではなくぼやけてしまうという課題もあった。
【0007】
本発明の目的は、日光等による内容液への照射を避け、計量キャップとして使用する際に、内溶液の注ぎ量を計量キャップの外側から視認しやすい計量窓を形成し、計量窓の境界が鮮明に仕上がる計量窓を有する計量キャップを提供することである。
【課題を解決するための手段】
【0008】
上記課題を解決するための手段は、容器体100の口頸部102へ倒立状態で組み付けるための計量キャップであって、
底壁4の周端から立設するキャップ周壁8に貫通孔である縦長の窓孔10を開口するとともに、当該窓孔10内に、その窓孔10の縁部eに連結部aを介して連結された目盛要素12を配置させてなる不透明なキャップ本体2と、
前記窓孔10内の余白部分Mに透明材料又は透光材料を射出してなる計量窓Wの透光部分である透光部材20とからなり、
前記キャップ本体2は1次成形として、前記透光部材20は2次成形として2色成形により一体化されている。
【0009】
本手段では、図1(A)に示す如く、計量キャップを不透明なキャップ本体2と透光部材20とで形成している。
キャップ本体2は、底壁4の周端から立設するキャップ周壁8に貫通孔である縦長の窓孔10を開口するとともに、当該窓孔10内に、その窓孔10の縁部eに連結部aを介して連結された目盛要素12を配置させてなる。
また透光部材20は、前記窓孔10内の余白部分Mに透明材料又は透光材料を射出してなる計量窓Wの透光部分である。
そして、前記キャップ本体2は1次成形として、前記透光部材20は2次成形として2色成形により一体化されている。
この構造によれば、計量窓を有する計量キャップを、2色成形法を用いて製作するから、計量窓の境界線で透光部分と着色部分とのオーバーラップによりぼやけることがなく、キレイな仕上がりとなる。
【0010】
第2の手段は、第1の手段を有し、かつ前記キャップ本体2及び透光部材20は、互いに相溶性を有する2種類の材料で形成されており、前記キャップ本体2と前記透光部材20との間の境界線上で作用する両材料の融着力により一体化されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
津田駒工業株式会社
連続成形機
8か月前
東レ株式会社
プリプレグテープ
2か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
株式会社シロハチ
真空チャンバ
26日前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
三菱自動車工業株式会社
予熱装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
トヨタ自動車株式会社
真空成形方法
6か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
小林工業株式会社
振動溶着機
5か月前
株式会社城北精工所
押出成形用ダイ
8か月前
株式会社リコー
シート処理システム
3か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
KTX株式会社
シェル型の作製方法
5か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社イクスフロー
成形装置
7か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社日本製鋼所
射出成形機
16日前
株式会社コスメック
磁気クランプ装置
2か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
NISSHA株式会社
加飾成形品の製造方法
7か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
三光合成株式会社
ガス排出供給構造体
1か月前
株式会社スリーエス
光造形装置
6か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































