TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023173004
公報種別
公開特許公報(A)
公開日
2023-12-07
出願番号
2022084934
出願日
2022-05-25
発明の名称
粉末焼結積層造形装置
出願人
株式会社アフィット
代理人
主分類
B29C
64/321 20170101AFI20231130BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】造形化している造形化物周辺に余分な粉末粒子が存在しないために、装置の小型化を実現できるだけでなく、粉末粒子の蓄熱や劣化という問題点が解消される粉末焼結積層造形装置を提供する。
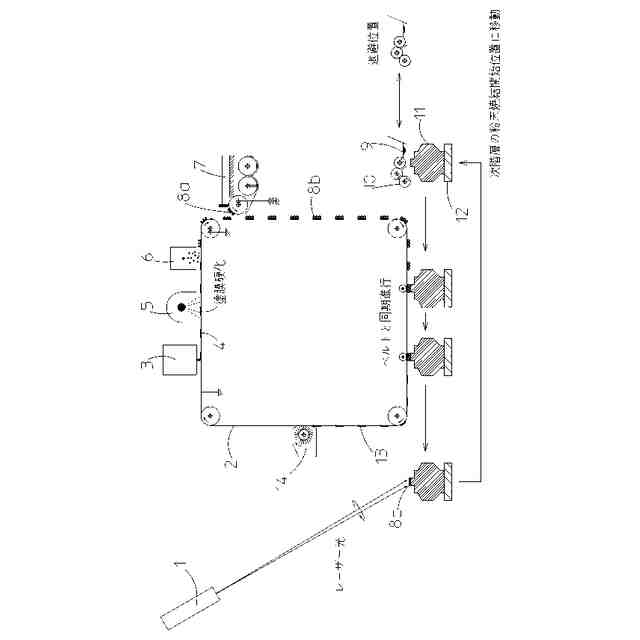
【解決手段】別に作像系装置を設置し可撓性シート上に作製すべき3次元造形物の描画パターンに基づき形成した粉末材料を造形物製作用テーブルに各層毎に転写して粉末粒子の描画パターンを積み上げる。各層毎に転写した描画パターン上にレーザー照射を行なって、粉末材料を焼結化して行くことによって3次元物体を造形する粉末焼結積層造形装置を提供するものである。
【選択図】図1
特許請求の範囲
【請求項1】
作製すべき3次元造形物の描画パターンに基づき焼結可能な粉末材料を連続して固化することによって3次元物体を造形する装置であって、
粉末材料を形成する可撓性シート状ベルトおよび前記ベルトの回転駆動装置と、
電荷を保持できる誘電性材料および前記材料を使い作製すべき3次元造形物の描画パターンを忠実に噴霧できるインクジェットヘッドおよび駆動装置と、
噴霧した塗膜の硬化を促進するランプと、
塗布硬化した膜上に静電荷を付与するための帯電器と、
前記描画パターン上に形成した静電荷像に、誘電もしくは摩擦帯電した粉末材料を静電吸着するための現像器および前記粉末材料と、
前記可撓性シート状ベルトに作製すべき3次元造形物の描画パターンに基づき形成した粉末材料を造形物製作用テーブルに、転写可能な粘着液および前記粘着液を塗布する装置と、
前記造形物製作用テーブル上に転写した粉末材料に照射して逐次焼結するためのレーザー照射装置を持つことを特徴とする粉末焼結積層造形装置。
続きを表示(約 710 文字)
【請求項2】
作製すべき3次元造形物の描画パターンに基づき焼結可能な粉末材料を連続して固化することによって3次元物体を造形する装置であって、
粉末材料を形成する可撓性シート状ベルトおよび前記ベルトの回転駆動装置と、
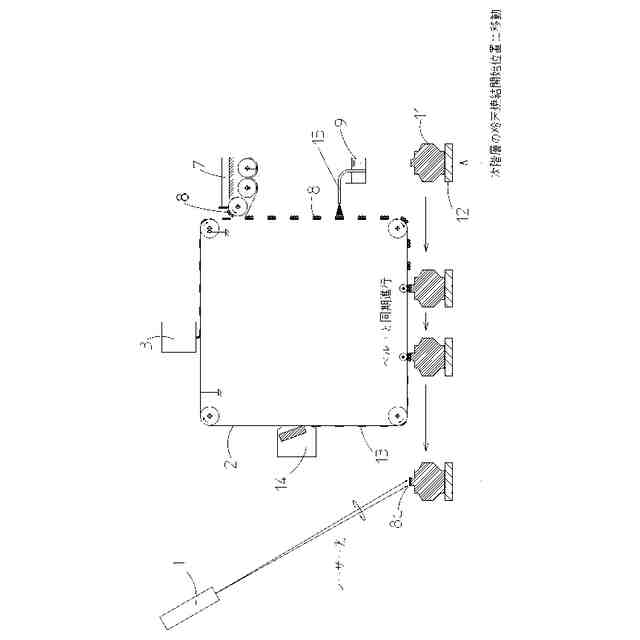
前記粘着液を使い、作製すべき3次元造形物の描画パターンを忠実に噴霧できるインクジェットヘッドおよび駆動装置と、
前記描画パターンとして塗布形成した粘着液に、粉末材料を付着するための現像器および前記粉末材料と、
前記可撓性シート状ベルトに作製すべき3次元造形物の描画パターンに基づき形成した粉末材料を造形物製作用テーブルに、転写可能な粘着液および前記粘着液を塗布する装置と、
前記造形物製作用テーブル上に転写した粉末材料に照射して逐次焼結するためのレーザー照射装置を持つことを特徴とする粉末焼結積層造形装置。
【請求項3】
請求項1および請求項2に記載の粉末焼結積層造形装置は、転写されなかった残存物を清掃するクリーニング装置を備えたこと特徴とする粉末焼結積層造形装置。
【請求項4】
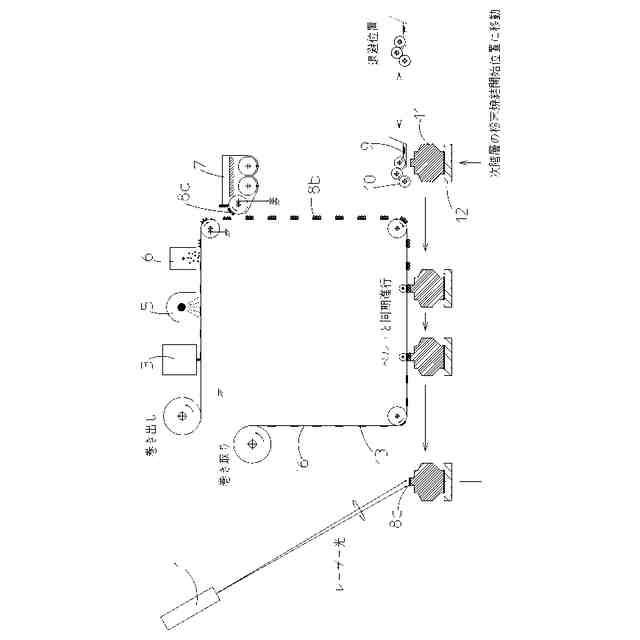
請求項1および請求項2に記載の粉末焼結積層造形装置の可撓性シート状ベルトは、巻き出し機および巻き取り機を備えた有端シートであることを特徴とする粉末焼結積層造形装置。
【請求項5】
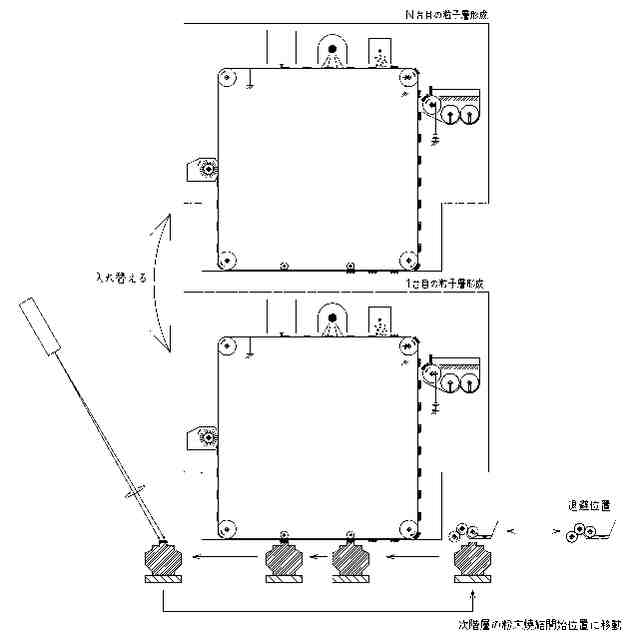
請求項1および請求項2に記載の粉末焼結積層造形装置は、可撓性シート状ベルトに作製すべき3次元造形物の描画パターンに基づき形成した粉末材料を造形物製作用テーブルに転写するための作像系を、少なくとも2つ以上を備えたこと特徴とする粉末焼結積層造形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、粉末焼結積層造形装置に関し、造形用テーブル上に複数の焼結薄層を積層して3次元造形物を作製する粉末焼結積層造形装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
近年、機能試験用試作部品や少量多品種の製品に使用される部品等を造形することができる造形装置が極一般的となってきた。この要求を満たすものとして、光造形装置や粉末焼結積層造形装置などがある。なかでも粉末焼結積層造形装置は、紫外線硬化性樹脂を使用した造形装置( 一般に「光造形装置」と呼ぶ)と異なり、多種類かつ強靭な材料が使用できることが大きな特徴の一つであり、近年市場での認知度も向上し、さまざまな用途で使用されている。
【先行技術文献】
【特許文献】
【0003】
WO-A2-88/002677
WO-A-92/008566等が基本的な特許として出願されている。
【0004】
特開2007-030303によると、図5のような装置が従来市販されている粉末焼結積層造形装置であると報告されている。
【0005】
レーザー光出射部101Aと、造形部101Bと、制御装置101Cとから
構成されている。レーザー光出射部101Aにおいては、レーザー光の光源1とレーザー光の照射方向を制御するミラー2とが設けられている。
【0006】
造形部101Bにおいては、中央部に設置され、レーザー光の照射により造形が行われて3次元造形物が作製される造形用容器3と、その両側に設置されて粉末材料を貯めておく粉末材料容器4a、4bとを備えている。また、造形用容器3内には造形用容器3内壁に沿って昇降するパートシリンダ5が設置され、粉末材料容器4a、4b内には粉末材料容器4a、4b内壁に沿って昇降するフィードシリンダ6a、6bが設置されている。
【0007】
制御装置101Cは、パートシリンダ5を薄層一層分降下させ、フィードシリンダ6 bを上昇させて、リコーターローラー7によってパートシリンダ5上に粉末材料8を供給させ、かつパートシリンダ5上で粉末材料の薄層8aを形成させ、次いで、レーザー光及び制御ミラー2によって作製すべき3次元造形物のスライスデータ(以下「描画パターン」)に基づき粉末材料の薄層8aを選択的に加熱して焼結させ、これらの動作を繰り返させる。このようにして3次元造形物を形成させ、最後に、3次元造形物を冷却手段によって冷却させる。
【発明の概要】
【0008】
本発明は、上記の従来例の問題点を根本的に見直して創作されたものであり、造形の大型、小型に関係なく、造形に必要な量の粉末を適切に供給し積層化するために、小スペースに繋がるだけでなく、加熱によるダメージを受ける心配が全くない粉末焼結積層造形装置を提供するものである。
【発明が解決しようとする課題】
【0009】
本発明が解決しようとする課題は、造形時の粉末材料の省スペース化、粉末材料の冷却の不要化、熱による粉末材料の劣化を防ぐことを目的とした装置を提供することにある。
【0010】
従来の粉末焼結積層造形装置は、造形に必要なサイズをすべてカバーできる直方体のスペースだけでなく、新たな造形層に速やかに粉末を供給するために粉末を確保するスペースが造形スペースを挟む所に2か所必要である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
吹出しノズル
今日
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社シロハチ
真空チャンバ
1か月前
三菱自動車工業株式会社
予熱装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
KTX株式会社
シェル型の作製方法
5か月前
小林工業株式会社
振動溶着機
5か月前
株式会社リコー
シート処理システム
3か月前
トヨタ自動車株式会社
真空成形方法
6か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社リコー
シート処理システム
3か月前
株式会社城北精工所
押出成形用ダイ
8か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
東レ株式会社
二軸配向ポリエステルフィルム
5か月前
ヒロホー株式会社
搬送容器の製造方法
5か月前
株式会社スリーエス
光造形装置
6か月前
株式会社カネカ
再生アクリル樹脂の製造方法
1か月前
株式会社イクスフロー
成形装置
7か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
日本プラスト株式会社
嵌合構造
1か月前
株式会社日本製鋼所
射出成形機
4か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
三光合成株式会社
ガス排出供給構造体
1か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
株式会社日本製鋼所
射出成形機
20日前
株式会社コスメック
磁気クランプ装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































