TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023161754
公報種別
公開特許公報(A)
公開日
2023-11-08
出願番号
2022072289
出願日
2022-04-26
発明の名称
樹脂成形装置
出願人
TOWA株式会社
代理人
個人
,
個人
主分類
B29C
33/22 20060101AFI20231031BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】中間プレートの傾きを抑制することが可能な樹脂成形装置を提供する。
【解決手段】固定プラテンと、1又は2以上の中間プレートと、可動プラテンと、前記可動プラテン及び前記中間プレートを昇降させる型締め機構と、前記固定プラテン又は前記中間プレートのいずれか一方に連結された軸と、前記軸の両端に取り付けられると共に前記固定プラテン又は前記中間プレートのいずれか他方に連結され、前記中間プレートの昇降に伴い互いに同期して回転する回転部材と、を含み、前記固定プラテンに対する前記中間プレートの相対的な姿勢を維持する姿勢維持機構と、を備える。
【選択図】図6
特許請求の範囲
【請求項1】
固定プラテンと、
1又は2以上の中間プレートと、
可動プラテンと、
前記可動プラテン及び前記中間プレートを昇降させる型締め機構と、
前記固定プラテン又は前記中間プレートのいずれか一方に連結された軸と、前記軸の両端に取り付けられると共に前記固定プラテン又は前記中間プレートのいずれか他方に連結され、前記中間プレートの昇降に伴い互いに同期して回転する回転部材と、を含み、前記固定プラテンに対する前記中間プレートの相対的な姿勢を維持する姿勢維持機構と、
を備える樹脂成形装置。
続きを表示(約 600 文字)
【請求項2】
前記回転部材は、回転運動と昇降運動とを変換可能なカム部材である、
請求項1に記載の樹脂成形装置。
【請求項3】
前記型締め機構は、
一端部が前記可動プラテンに連結され、他端部が移動不能に支持されたアームと、
前記中間プレートと、前記アームの前記一端部と前記他端部との間と、を連結する昇降連結部材と、
を具備する、
請求項1又は請求項2に記載の樹脂成形装置。
【請求項4】
前記型締め機構は、前記昇降連結部材と、前記中間プレートと、の間に設けられる弾性部材を具備する、
請求項3に記載の樹脂成形装置。
【請求項5】
前記軸は、前記中間プレートを貫通するように配置されることで、前記中間プレートと連結され、
前記回転部材は、前記固定プラテンを保持するように対向配置された一対の側面フレームにそれぞれ設けられることで、前記固定プラテンと連結される、
請求項1から請求項4までのいずれか一項に記載の樹脂成形装置。
【請求項6】
前記軸は、前記固定プラテンに取り付けられることで、前記固定プラテンと連結され、
前記回転部材は、回転連結部材を介して前記中間プレートと連結される、
請求項1から請求項4までのいずれか一項に記載の樹脂成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形装置の技術に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1には、固定プラテンと可動プラテンの間に、可動プラテンと連動して昇降可能な中間プレートが配置された樹脂成形装置が開示されている。この樹脂成形装置では、固定プラテンと中間プレートの間、及び、中間プレートと可動プラテンの間にそれぞれ配置された金型を用いて樹脂成形を行うことができる。
【0003】
またこの樹脂成形装置では、中間プレートの両端を弾性部材を介して支持することで、上段の金型で樹脂成形される成形対象品と、下段の金型で樹脂成形される成形対象品の厚みのばらつきを吸収することができる。
【先行技術文献】
【特許文献】
【0004】
特許6560728号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載された技術では、弾性部材を介して中間プレートの両端が支持されているため、金型に供給された樹脂材料に偏りがある場合、弾性部材の伸縮量に差が生じて中間プレートが傾くおそれがある。中間プレートが傾くと、樹脂成形品の厚みが不均一となるおそれがある。また、このような中間プレートの傾きは、弾性部材の有無にかかわらず、その他の要因によっても発生し得るものである。
【0006】
本発明は以上の如き状況に鑑みてなされたものであり、その解決しようとする課題は、中間プレートの傾きを抑制することが可能な樹脂成形装置を提供することである。
【課題を解決するための手段】
【0007】
本発明の解決しようとする課題は以上の如くであり、この課題を解決するため、本発明に係る樹脂成形装置は、固定プラテンと、1又は2以上の中間プレートと、可動プラテンと、前記可動プラテン及び前記中間プレートを昇降させる型締め機構と、前記固定プラテン又は前記中間プレートのいずれか一方に連結された軸と、前記軸の両端に取り付けられると共に前記固定プラテン又は前記中間プレートのいずれか他方に連結され、前記中間プレートの昇降に伴い互いに同期して回転する回転部材と、を含み、前記固定プラテンに対する前記中間プレートの相対的な姿勢を維持する姿勢維持機構と、を備えるものである。
【発明の効果】
【0008】
本発明によれば、中間プレートの傾きを抑制することができる。
【図面の簡単な説明】
【0009】
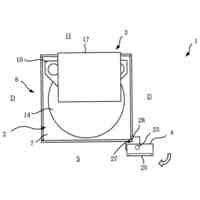
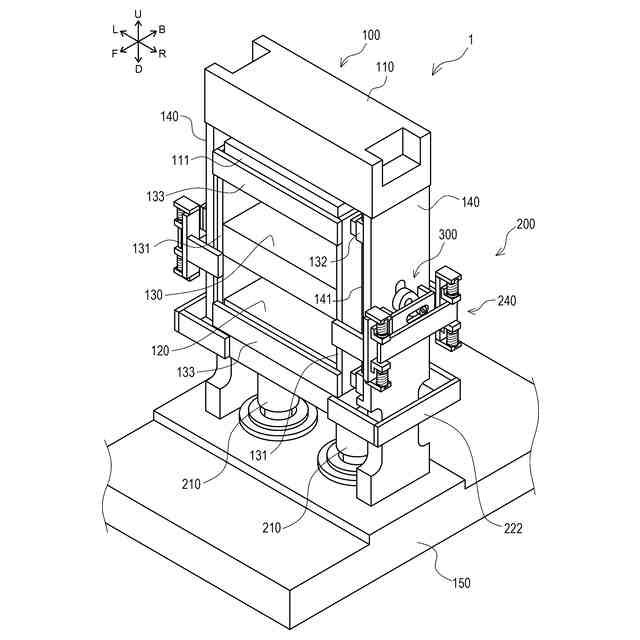
第1実施形態に係る樹脂成形装置を示した斜視図。
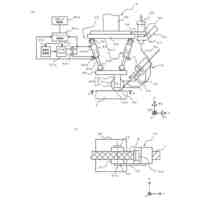
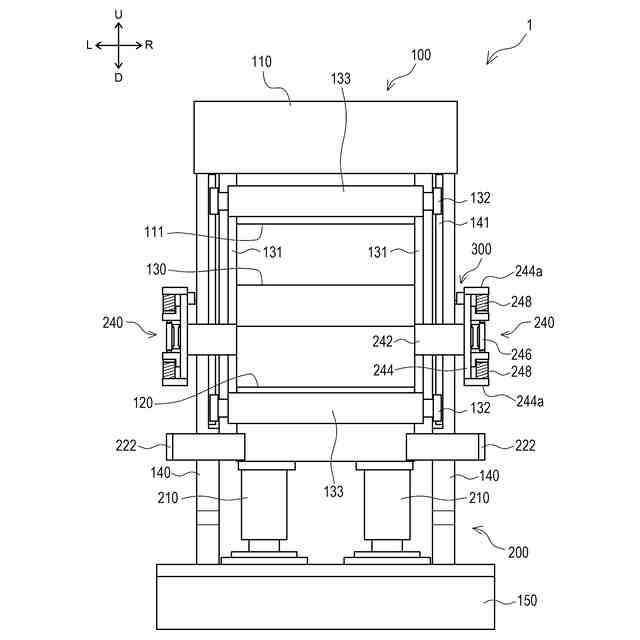
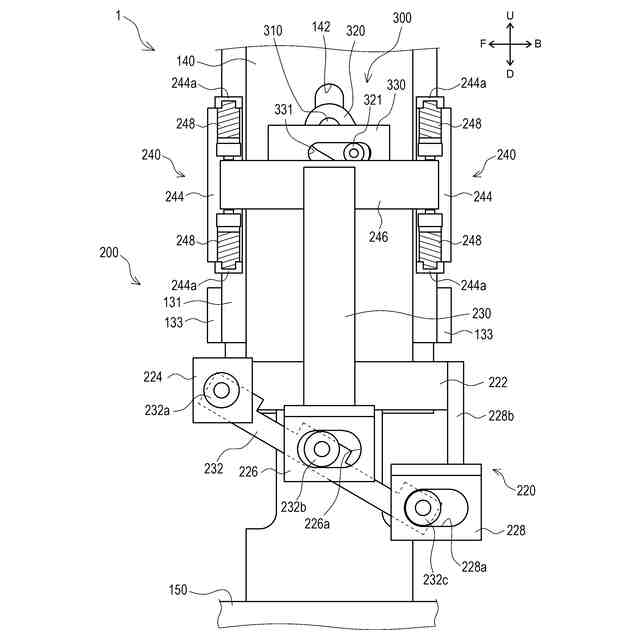
第1実施形態に係る樹脂成形装置を示した正面図。
第1実施形態に係る樹脂成形装置を示した側面図。
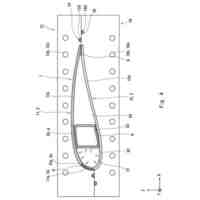
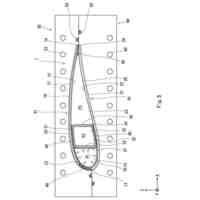
連動機構の動作の様子を示した側面図。
型締め機構を示した拡大斜視図。
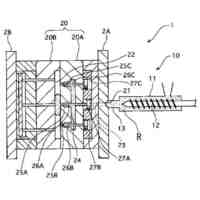
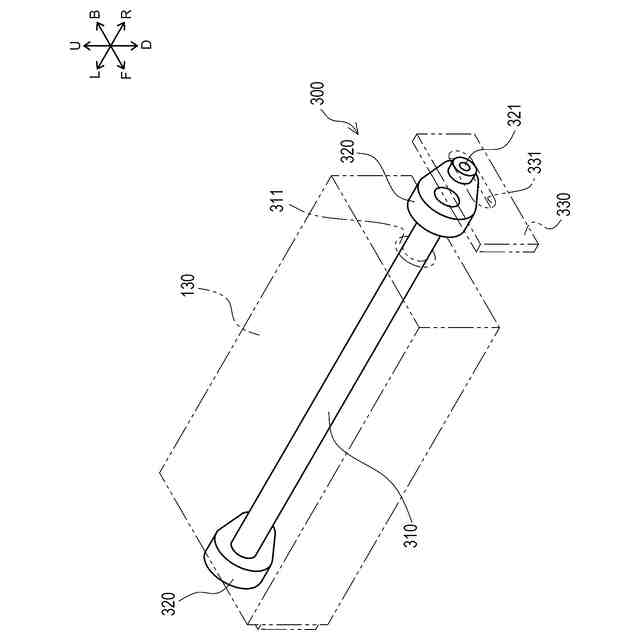
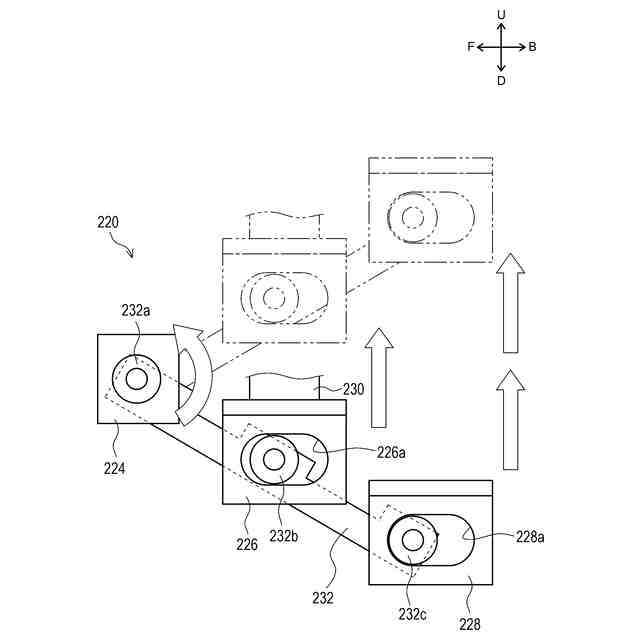
姿勢維持機構を示した斜視図。
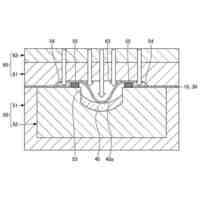
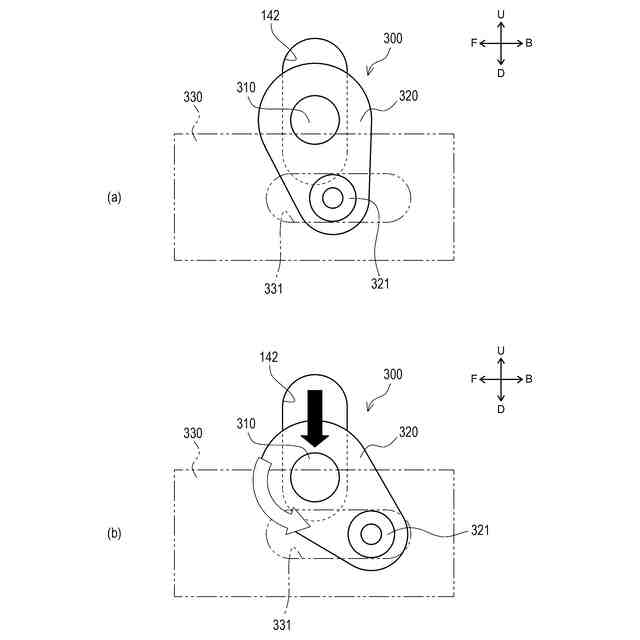
(a)姿勢維持機構を示した側面拡大図。(b)カム部材が回転する様子を示した側面拡大図。
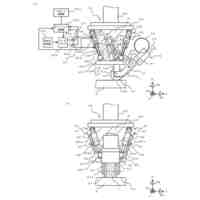
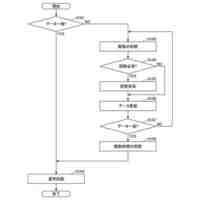
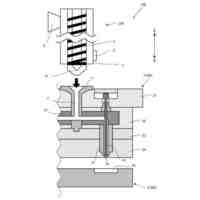
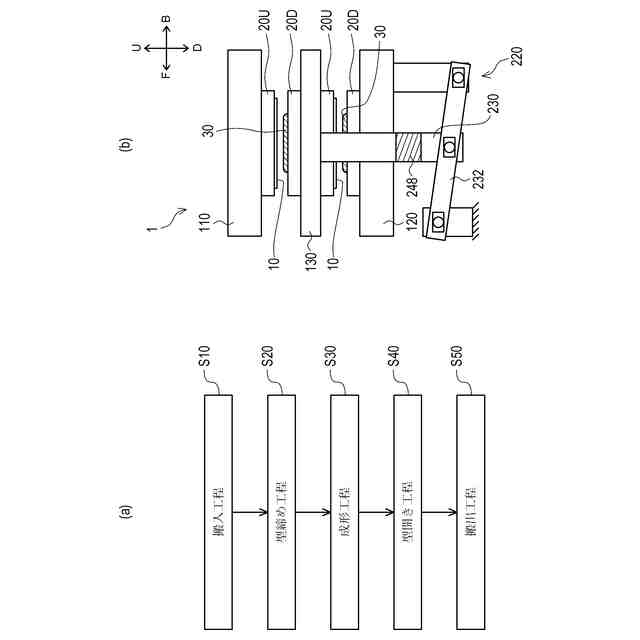
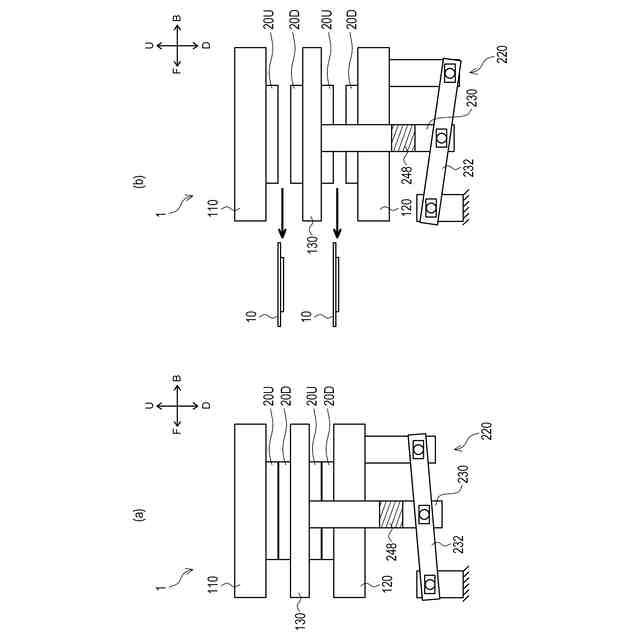
(a)樹脂成形品の製造方法を示したフローチャート。(b)基板及び樹脂材料が供給された樹脂成形装置を示した模式図。
(a)型締めが行われた樹脂成形装置を示した模式図。(b)樹脂成形された基板が搬出される様子を示した樹脂成形装置の模式図。
中間プレートが傾斜した例を示した模式図。
(a)中間プレートに偏った荷重が加わる様子を示した模式図。(b)中間プレートの姿勢が保たれる様子を示した模式図。
第2実施形態に係る樹脂成形装置を示した正面図。
第3実施形態に係る樹脂成形装置を示した斜視図。
第3実施形態に係る樹脂成形装置を示した正面図。
第3実施形態に係る樹脂成形装置を示した拡大斜視図。
姿勢維持機構の分解斜視図。
(a)姿勢維持機構を示した側面拡大図。(b)カム部材が回転する様子を示した側面拡大図。
(a)中間プレートに偏った荷重が加わる様子を示した模式図。(b)中間プレートの姿勢が保たれる様子を示した模式図。
【発明を実施するための形態】
【0010】
以下では、図中に示した矢印U、矢印D、矢印L、矢印R、矢印F及び矢印Bで示した方向を、それぞれ上方向、下方向、左方向、右方向、前方向及び後方向と定義して説明を行う。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
1か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社城北精工所
押出成形用ダイ
1か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
NISSHA株式会社
加飾成形品の製造方法
5日前
株式会社イクスフロー
成形装置
22日前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
株式会社日本製鋼所
プリプレグ製造装置
13日前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
旭化成株式会社
装置
13日前
旭化成株式会社
装置
27日前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
artience株式会社
積層体の分離回収方法
25日前
株式会社ユーシン精機
成形品取出機
1か月前
株式会社日本製鋼所
竪型射出成形機
1か月前
東レ株式会社
3Dプリンター及び3次元造形方法
1か月前
住友重機械工業株式会社
射出成形機
1か月前
株式会社ダイヘン
接合条件出力装置
1か月前
住友重機械工業株式会社
射出成形機
1か月前
AGC株式会社
光学素子の製造方法
5日前
住友重機械工業株式会社
射出成形機
28日前
新潟機械株式会社
射出成形機
6日前
株式会社ソディック
圧力測定装置および射出成形機
7日前
株式会社カネカ
透明ポリイミドフィルムの製造方法
1か月前
三菱ケミカル株式会社
3Dプリンタ用フィラメント
12日前
トヨタ自動車株式会社
複合成形体の製造方法
3か月前
株式会社ヤシマ精工
化粧品容器の射出成形方法
25日前
世紀株式会社
洗浄剤組成物及び成形原料
1か月前
京葉興業株式会社
二層プラスチックシートの成形方法
1か月前
トヨタ自動車株式会社
複合材接合体の製造方法
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ