TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024031246
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022134682
出願日
2022-08-26
発明の名称
竪型射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/17 20060101AFI20240229BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】段取り等の作業効率が高い竪型射出成形機を提供する。
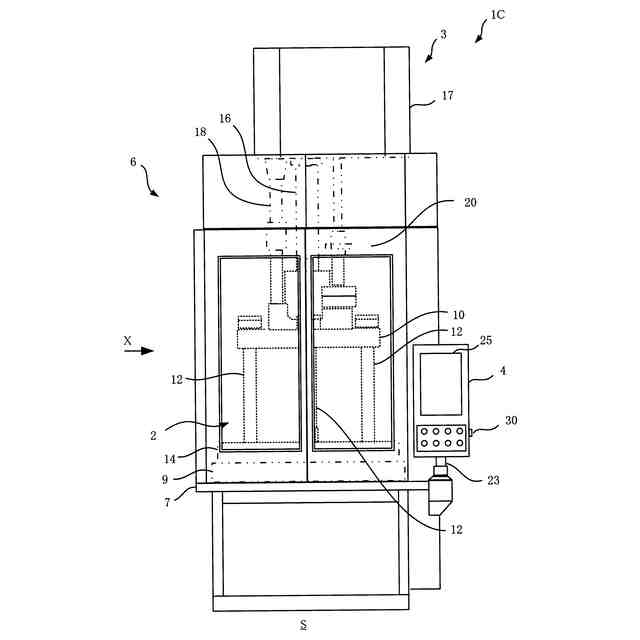
【解決手段】型締装置(2)と射出装置(3)とコントローラ(4)とを備えた竪型射出成形機を対象とする。コントローラ(4)にはモニタ(25)が設けられている。このモニタ(25)について、位置の移動、または向きの変更ができるように構成する。
【選択図】図2A
特許請求の範囲
【請求項1】
コントローラを備え、
前記コントローラに設けられているモニタは、位置の移動、または向きの変更が可能になっている竪型射出成形機。
続きを表示(約 870 文字)
【請求項2】
前記モニタは前記コントローラに対して固定的に設けられ、前記モニタの位置の移動または向きの変更は、前記コントローラの位置の移動、または向きの変更によって実施されるようになっている、請求項1に記載の竪型射出成形機。
【請求項3】
前記竪型射出成形機は型締装置と射出装置とを備え、前記竪型射出成形機において前記射出装置が設けられている側を反操作側、前記反操作側の反対側を操作側、前記操作側の両隣をそれぞれ段取り側とするとき、前記モニタは、前記操作側といずれか一方の前記段取り側とに、位置が移動、または向きが変更されるようになっている、請求項1または2に記載の竪型射出成形機。
【請求項4】
前記竪型射出成形機は前記モニタの位置または向きを検出するモニタ配置検出手段を備えている、請求項1または2に記載の竪型射出成形機。
【請求項5】
前記モニタ配置検出手段は2個以上の非接触センサからなり、前記モニタの位置の移動または向きの変化に応じていずれかの前記非接触センサが反応し、前記モニタの位置または向きが検出されるようになっている、請求項4に記載の竪型射出成形機。
【請求項6】
前記コントローラは、検出される前記モニタの位置または向きに応じて運転可能な操作を制御するようになっている、請求項4に記載の竪型射出成形機。
【請求項7】
前記竪型射出成形機は型締装置と射出装置とを備え、前記竪型射出成形機において前記射出装置が設けられている側を反操作側、前記反操作側の反対側を操作側、前記操作側の両隣をそれぞれ段取り側とするとき、前記モニタの位置または向きが前記段取り側になったら、前記コントローラは運転可能な操作が制限される準備モードに制御モードを切り換える、請求項4に記載の竪型射出成形機。
【請求項8】
前記射出装置に設けられているスクリュは前記準備モードにおいて駆動が禁止されるようになっている、請求項7に記載の竪型射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コントローラを備えた竪型射出成形機に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
竪型射出成形機は、例えば特許文献1に記載されているように、上下に型開閉される型締装置と、この型締装置の上に設けられている射出装置と、を備えている。竪型射出成形機において射出装置から遠い側を操作側、射出装置に近い側を反操作側と呼んでいる。竪型射出成形機にはターンテーブルを備えた機種が多く提供されており、ターンテーブルを回転すると金型が操作側に移動する。操作側において成形品を取り出したり、あるいはインサート品をインサートしたりするようになっている。
【0003】
このような竪型射出成形機には、型締装置、射出装置等を制御するコントローラが設けられている。コントローラにはモニタが設けられ、モニタに表示される各種画面によって竪型射出成形機を操作できるようになっている。このようなコントローラは、操作側に設けられ、モニタは操作側を向いている。
【先行技術文献】
【特許文献】
【0004】
特開2020-006644号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
竪型射出成形機においてオペレータが金型の交換等の段取りを実施する場合、操作側の隣の側から作業することが多い。竪型射出成形機において操作側の両隣の側を段取り側と呼ぶことがあり、この段取り側から作業することになる。ところで段取り側において作業するとき、コントローラを操作したい場合もある。しかしながら、コントローラおよびモニタは前記したように操作側を向いているので、オペレータは操作側に回り込む必要がある。そうすると段取りの作業効率が悪いという問題がある。
【0006】
本開示において、段取り等の作業効率が高い竪型射出成形機を提供する。
【0007】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0008】
本開示は、コントローラを備えた竪型射出成形機を対象とする。コントローラに設けられているモニタは、位置の移動、または向きの変更を可能になるように構成する。
【発明の効果】
【0009】
本開示は、竪型射出成形機において段取り等の作業効率が高くなる効果が得られる。
【図面の簡単な説明】
【0010】
第1の実施形態に係る竪型射出成形機の正面図である。
第1の実施形態に係る竪型射出成形機の上面図である。
第1の実施形態に係る竪型射出成形機の上面図である。
第1の実施形態に係る竪型射出成形機における運転モードの切換動作を説明するフローチャートである。
第2の実施形態に係る竪型射出成形機の上面図である。
第3の実施形態に係る竪型射出成形機の上面図である。
第4の実施形態に係る竪型射出成形機の正面図である。
第4の実施形態に係る竪型射出成形機における運転モードの切換動作を説明するフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
4か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
輝創株式会社
接合方法
4か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社不二越
射出成形機
7か月前
AGC株式会社
車両窓用窓ガラス
7か月前
東レエンジニアリング株式会社
処理装置
7か月前
六浦工業株式会社
接着装置
4か月前
株式会社吉野工業所
計量キャップ
5か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社城北精工所
押出成形用ダイ
2か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
トヨタ自動車株式会社
真空成形装置
14日前
個人
超高速射出点描画による熱溶解積層法
4か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
東レ株式会社
リーフディスク型フィルター
5か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形装置
5か月前
株式会社スリーエス
光造形装置
11日前
東レエンジニアリング株式会社
立体造形方法
7か月前
株式会社イクスフロー
成形装置
1か月前
三井化学株式会社
光学部材の製造方法
7か月前
TOWA株式会社
樹脂成形装置
6か月前
UBEマシナリー株式会社
シミュレータ装置
4か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ


































