TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023138210
公報種別
公開特許公報(A)
公開日
2023-10-02
出願番号
2022063143
出願日
2022-03-17
発明の名称
樹脂成形用金型
出願人
睦月電機株式会社
代理人
主分類
B29C
33/42 20060101AFI20230922BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 二色成形に用いて樹脂層との結合性を高める樹脂成形品を得る樹脂成形用金型を提供する。
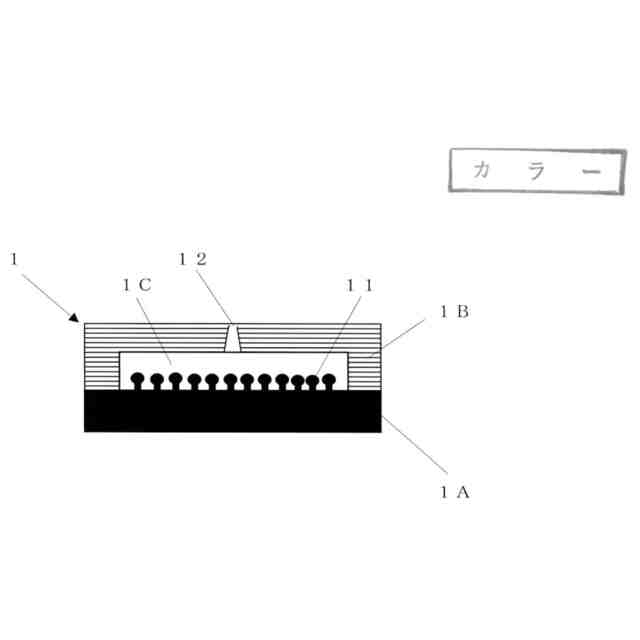
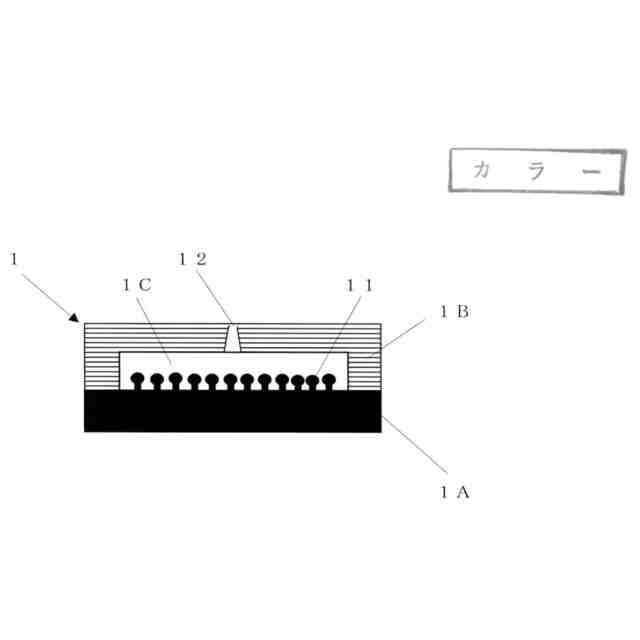
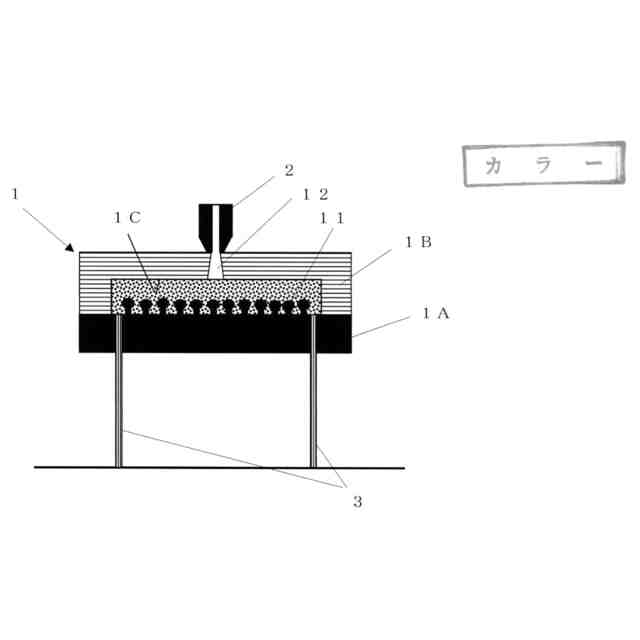
【解決手段】 樹脂成形用金型1のコア1Aとキャビティ1Bの少なくとも一方の表面に先端の断面積が大きな突起部材11を形成した樹脂成形用金型である。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂成形用金型のコアとキャビティの少なくとも一方の表面に先端の断面積が大きな突起部材を形成してできたことを特徴とする樹脂成形用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、二色成形に用いる樹脂成形用金型に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1は、黒色の合成樹脂を金型内にて射出成形して作られた1次成形品を不図示の金型内に納め、灰色の合成樹脂からなる2次成形材料を射出成形する二色成形法において、1次成形品に内奥部が出口部より広げた溝を設けて1次成形品と2次成形品とを剥離しにくく強固に結合させることが記載されており、内奥部が出口部より広げた溝の形状は第4図~第11図に記載されている。
【0003】
しかし、この特許文献1においては、1次成形品を不図示の金型で成形するとしても、1次成形品(本願の樹脂成形品)に内奥部が出口部より広げた溝(本願の凹所)が形成されるように成形する金型を簡単に製造して、その金型から成形された樹脂成形品を二色成形に用いて樹脂の結合性を高めることが望まれる。
【先行技術文献】
【0004】
【特許文献】
【0005】
特開昭57-189834号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、二色成形に用いて樹脂層との結合性を高める樹脂成形用金型を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の請求項1に記載の樹脂成形用金型は、樹脂成形用金型のコアとキャビティの少なくとも一方の表面に先端の断面積が大きな突起部材を形成したことを特徴とする。
【発明の効果】
【0008】
本発明は、樹脂成形用金型のコアとキャビティの少なくとも一方の表面に先端の断面積が大きな突起部材を形成した樹脂成形用金型であるので、その樹脂成形用金型で成形された樹脂成形品を1次成形品とし、2次成形用樹脂を樹脂層として積層する二色成形に用いて樹脂成形品と樹脂層との結合性を高めることができる。
【図面の簡単な説明】
【0009】
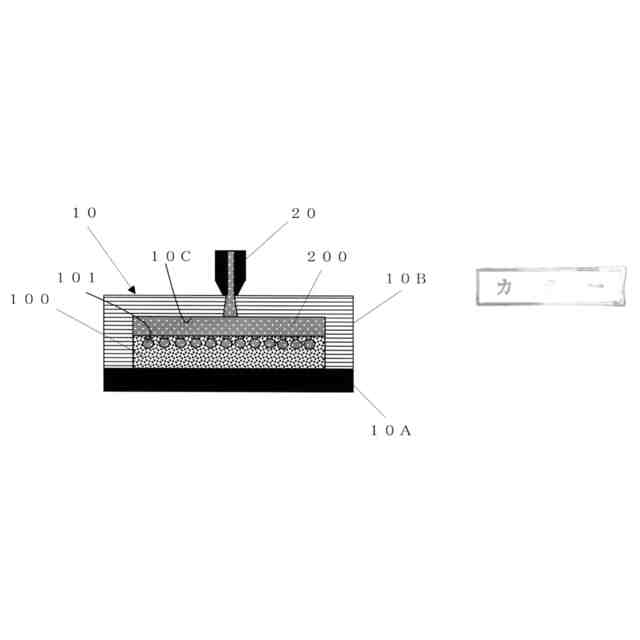
本発明の突起部材が形成された樹脂成形用金型の概要を示す断面図である。
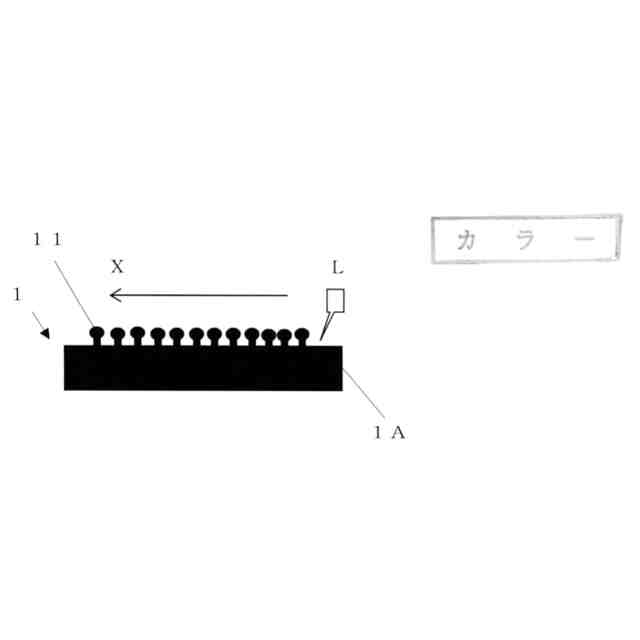
本発明の突起部材を樹脂成形用金型のコアに形成する状態を示す断面図である。
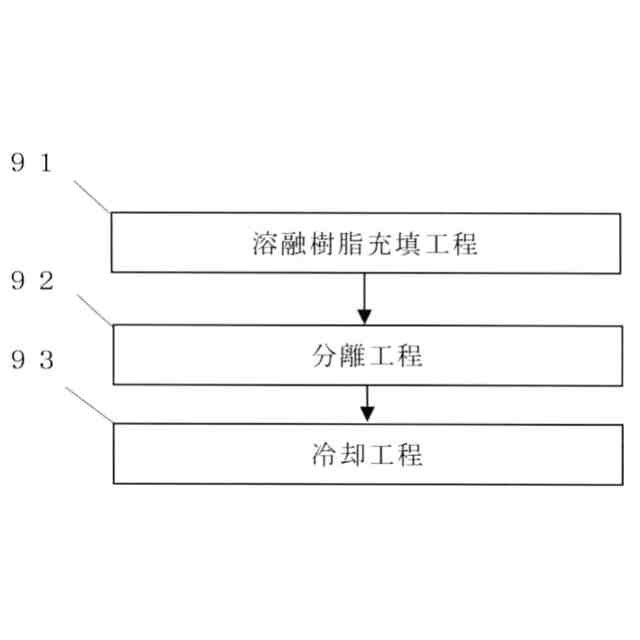
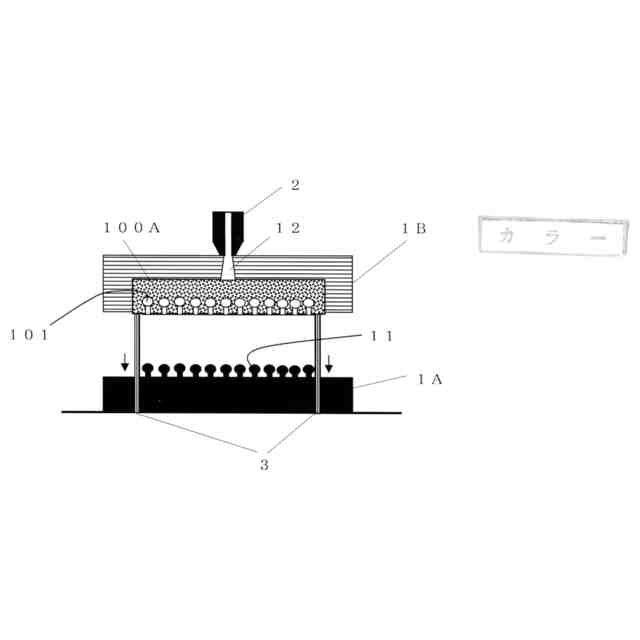
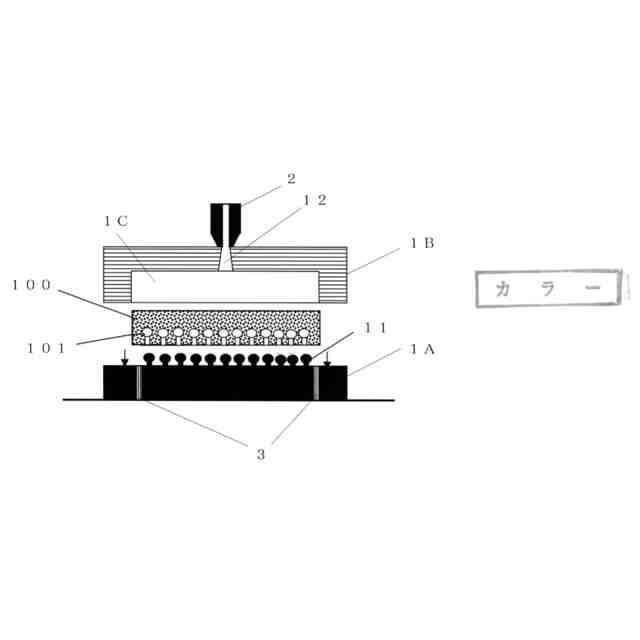
本発明の樹脂成形用金型を用いて樹脂成形品を製造する製造工程図である。
本発明の樹脂成形用金型を閉じて樹脂成形品用樹脂を充填する状態を示す樹脂成形用金型の断面図である。
本発明の樹脂成形用金型に樹脂成形品用樹脂を充填して軟化状態の樹脂成形品を金型内に留めて樹脂成形用金型を開いた樹脂成形用金型の断面図である。
本発明の樹脂成形用金型を開いて樹脂成形品を得る樹脂成形用金型の断面図である。
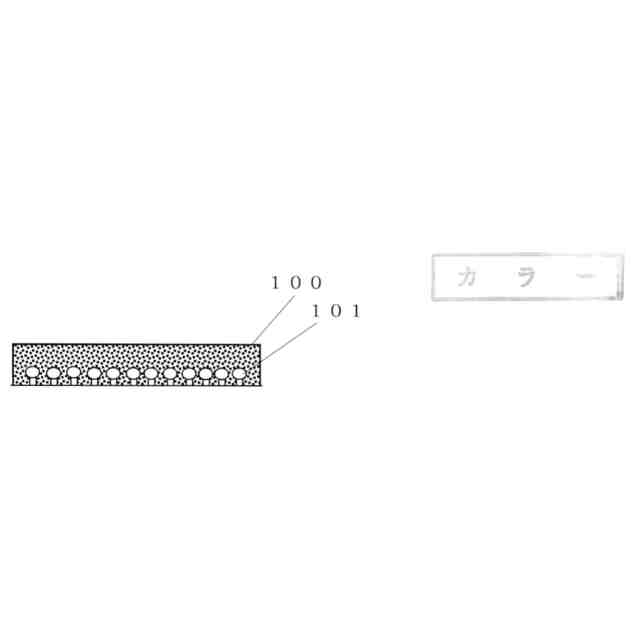
本発明の樹脂成形用金型により得られた樹脂成形品を示す断面図である。
図7に記載の樹脂成形品に樹脂層を積層した二色成形品を得る二色成形金型の断面図である。
図8に記載の二色成形金型により得られた二色成形品を示す断面図である。
【発明を実施するための形態】
【0010】
(樹脂成形用金型)
図1は、本発明の突起部材が形成された樹脂成形用金型を示す。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
1か月前
東レ株式会社
接合用繊維強化樹脂
6か月前
東レ株式会社
積層基材の製造方法
4か月前
睦月電機株式会社
樹脂成形用金型
6か月前
東レ株式会社
繊維強化樹脂成形体
6か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
株式会社不二越
射出成形機
6か月前
六浦工業株式会社
接着装置
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
AGC株式会社
車両窓用窓ガラス
6か月前
東レエンジニアリング株式会社
処理装置
6か月前
株式会社城北精工所
押出成形用ダイ
1か月前
パナック株式会社
複合体の製造方法
8か月前
株式会社アフィット
粉末焼結積層造形装置
4か月前
東レ株式会社
リーフディスク型フィルター
4か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
TOWA株式会社
樹脂成形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
NISSHA株式会社
加飾成形品の製造方法
2日前
株式会社イクスフロー
成形装置
19日前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































