TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024001379
公報種別
公開特許公報(A)
公開日
2024-01-10
出願番号
2022099960
出願日
2022-06-22
発明の名称
シミュレータ装置
出願人
UBEマシナリー株式会社
代理人
主分類
B29C
45/17 20060101AFI20231227BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出駆動部の設備能力の最大値および最小値を含む全ての範囲において、発生する負荷量の増減を正確に制御して試運転調整できるシミュレータ装置を提供することを目的とする。
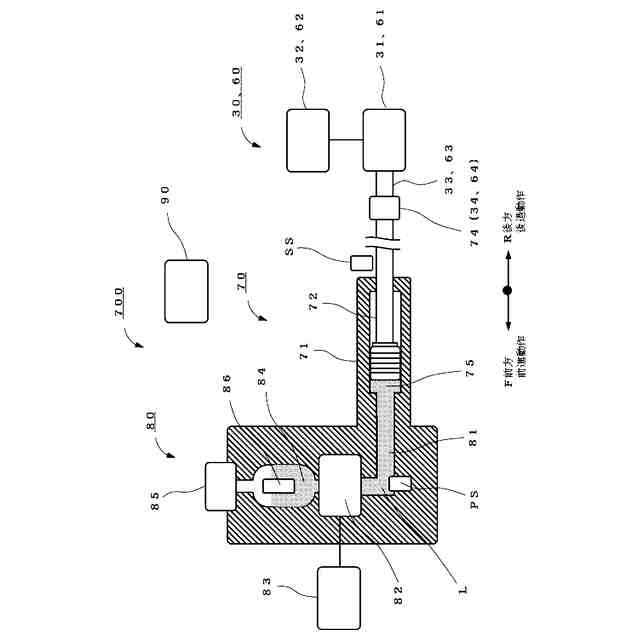
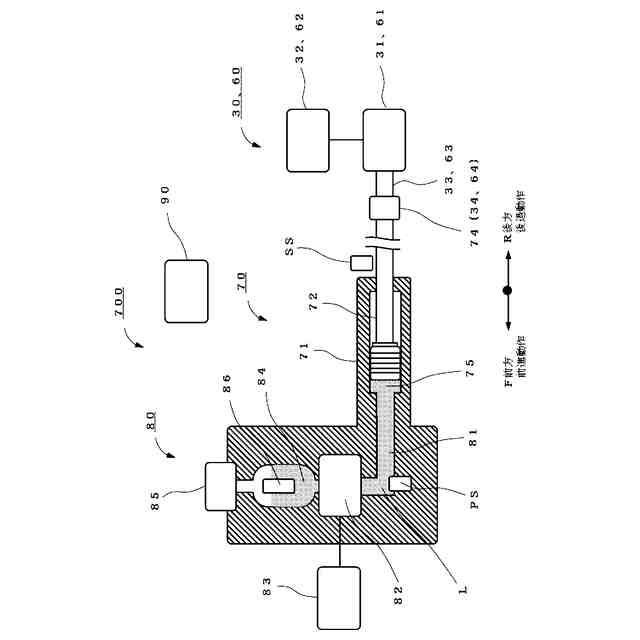
【解決手段】射出駆動部と連結するピストンシリンダ部と、ピストンシリンダ部と連結しピストンシリンダ部の動作を制限する負荷量を発生させる負荷量発生部と、負荷量発生部を操作するシミュレータ制御部と、を備え、シミュレータ制御部は、予め設定した負荷発生パターンに基づいて負荷量を制御し、ピストンシリンダ部を経由して射出駆動部に負荷量を作用させて試運転調整を行う。
【選択図】図3
特許請求の範囲
【請求項1】
固定金型と可動金型を型締して形成された金型キャビティに向けて、溶融状態の成形材料を射出充填する射出駆動部の試運転調整を行うシミュレータ装置において、
前記射出駆動部と連結するピストンシリンダ部と、前記ピストンシリンダ部と連結し前記ピストンシリンダ部の動作を制限する負荷量を発生させる負荷量発生部と、前記負荷量発生部を操作するシミュレータ制御部と、を備え、
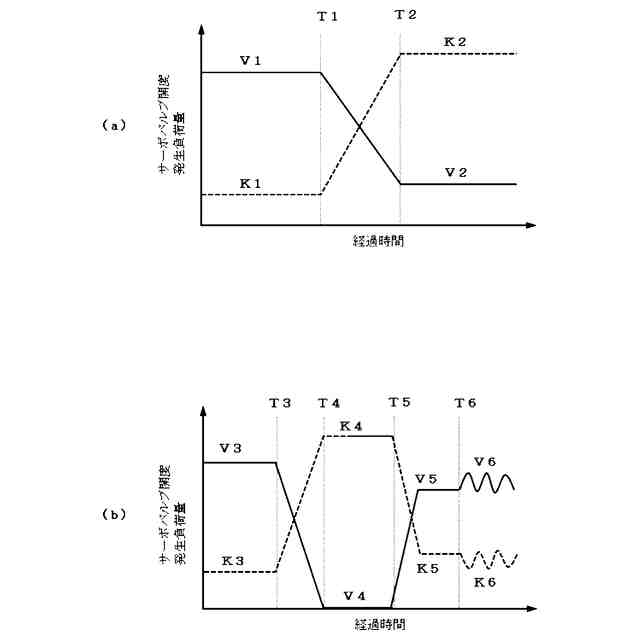
前記シミュレータ制御部は、予め設定した負荷発生パターンに基づいて前記負荷量を制御し、前記ピストンシリンダ部を経由して前記射出駆動部に前記負荷量を作用させて試運転調整を行う、ことを特徴とするシミュレータ装置。
続きを表示(約 1,100 文字)
【請求項2】
前記負荷発生パターンは、前記射出充填で発生する充填抵抗とする、請求項1に記載のシミュレータ装置。
【請求項3】
前記負荷発生パターンは、前記射出駆動部の設備能力の最大値および最小値を含む全ての範囲内で設定する、請求項1に記載のシミュレータ装置。
【請求項4】
前記ピストンシリンダ部は、作動油を貯蔵するピストン油圧室と、前記ピストン油圧室内の作動油を押圧するピストンと、前記ピストンと前記射出駆動部とを連結する連結部と、前記ピストン油圧室および前記ピストンを収納するシリンダハウジングと、を備え、
前記射出駆動部と連動して前記ピストンが前後方向に摺動し、前記ピストンの摺動に基づいて前記ピストン油圧室の作動油の圧力が変化する、請求項1に記載のシミュレータ装置。
【請求項5】
前記負荷量発生部は、作動油を貯蔵する油圧回路部と、前記油圧回路部から排出された作動油を貯蔵する油圧タンク部と、前記油圧回路部と前記油圧タンク部との間に配置される油圧サーボバルブと、サーボバルブ制御部と、を備え、
前記シミュレータ制御部は、前記負荷発生パターンに基づいて前記サーボバルブ制御部に操作指令を発信し、
前記サーボバルブ制御部は、前記操作指令に基づいて前記油圧サーボバルブを操作して作動油の排出量の調整を行い、作動油の排出量に基づいて前記油圧回路部内の作動油の圧力が変化する、請求項1に記載のシミュレータ装置。
【請求項6】
前記ピストン油圧室と前記油圧回路部の作動油が連通しており、前記ピストン油圧室および前記油圧回路部の作動油の圧力変化が連動する、請求項4または5に記載のシミュレータ装置。
【請求項7】
前記ピストン油圧室および前記油圧回路部の作動油の圧力変化を前記負荷量として、前記ピストンおよび前記連結部を経由して前記射出駆動部に作用させる、請求項6に記載のシミュレータ装置。
【請求項8】
前記ピストンの摺動位置を計測する位置センサと、前記油圧回路部内の作動油の圧力を計測する圧力センサと、をさらに備える、請求項4または5に記載のシミュレータ装置。
【請求項9】
前記シミュレータ制御部は、前記射出駆動部から発信される射出動作信号に基づいて、前記サーボバルブ制御部を操作する、請求項5に記載のシミュレータ装置。
【請求項10】
前記シミュレータ制御部は、前記位置センサおよび前記圧力センサからの計測信号に基づいて、前記サーボバルブ制御部を操作する、請求項5に記載のシミュレータ装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、固定金型と可動金型を型締して形成された金型キャビティに向けて、溶融状態の成形材料を射出充填する射出部の試運転調整を行うシミュレータ装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
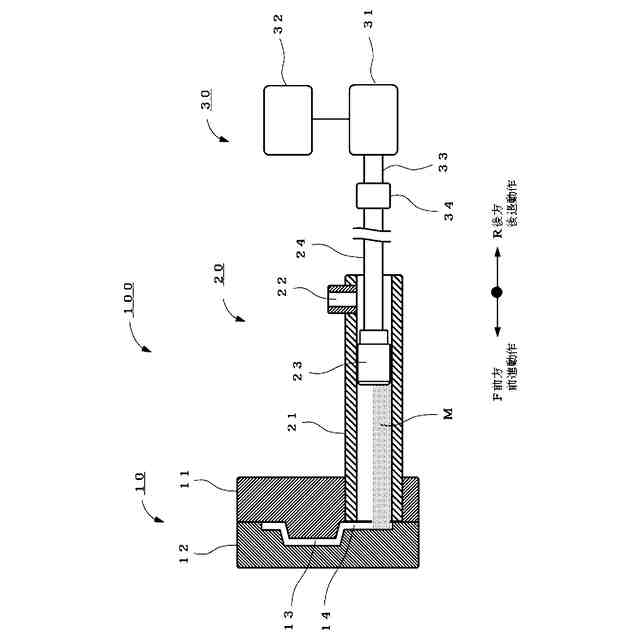
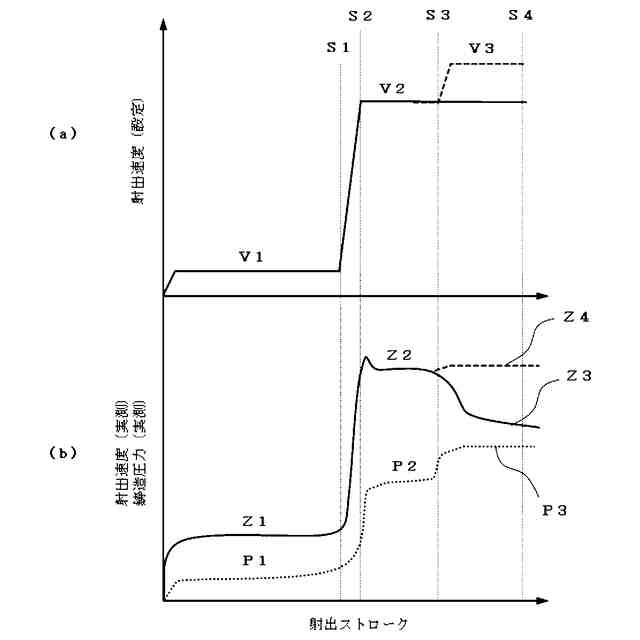
溶融状態の成形材料(溶融材料という)とは、樹脂材料を溶融した溶融樹脂と、金属材料を溶解した溶湯とに大別され、溶融樹脂を用いた成形を射出成形といい、溶湯を用いた成形を鋳造成形という。射出成形は、加熱調整されたシリンダバレル内にペレット状の樹脂材料を供給し、螺旋状の連続した突起がついたスクリュを回転させて、樹脂材料を可塑化溶融させながらスクリュの先端側に回転輸送し、シリンダバレル内に溶融樹脂を貯蔵する。その後、スクリュを前進させて溶融樹脂を金型キャビティ内に射出充填して、樹脂成形品(射出成形品ともいう)を製造する。射出成形品を製造する装置を射出成形機という。また、鋳造成形は、溶解炉で溶解調整した溶湯を射出スリーブ内に供給し、プランジャチップを前進させて溶湯を金型キャビティ内に射出充填して、金属成形品(鋳造品ともいう)を製造する。鋳造品を製造する装置を鋳造装置という。射出成形機と鋳造装置を合わせて成形装置という。また、溶融材料を射出充填する駆動装置を射出駆動部という。
【0003】
ここで、高品質な射出成形品および鋳造品の安定製造において、射出成形および鋳造成形を行う前に成形装置の試運転調整が行われることが好ましい。試運転調整としては、例えば、成形装置の動作確認、制御手段のゲイン調整、計測手段の校正、設備能力との誤差確認、成形装置の異常の有無確認、等の成形装置の性能検証に加えて、実際の射出成形および鋳造成形を想定した成形装置の運転条件調整、射出成形品および鋳造品の品質管理幅の調整、最適成形条件の構築、等の成形検証も含まれる。その中で、金型キャビティ内の溶融材料の充填流動は、射出成形品および鋳造品の品質に大きく関係するとして、射出駆動部の試運転調整について、多くの提案がなされている。
【0004】
例えば、特許文献1に示すような、試運転シミュレーション装置と射出駆動部を接続し、疑似信号の送受信により射出駆動部の試運転調整を行うことが提案されている。これによると、実際の射出成形や鋳造成形を行わなくても試運転調整できるとされている。また、特許文献2に示すような、実際の射出成形を行い、射出成形機からの射出成形情報を受けて、例えば制御ゲインや制御アルゴニズムの最適化をシミュレーションする試運転調整が提案されている。また、成形装置ではないが、特許文献3に示すような、油圧駆動の油圧シリンダへの作動油の供給量を変えることで、油圧シリンダが発生する負荷量を変更して、実際の動作時の負荷量を再現させて試運転調整を行うことが提案されている。
【先行技術文献】
【特許文献】
【0005】
特開平9-314627号公報
特開2004-175120号公報
特開2006-17992号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ここで、特許文献1において、実際の射出成形や鋳造成形を行わない試運転調整(無負荷試運転調整という)であるため、実際に射出成形や鋳造成形を行った時に発生する負荷量は全く分からない。例えば、限界以上の負荷量が射出駆動部に作用すると、射出駆動部の性能は大きく低下することがある。この負荷量に応じて変動する射出駆動部の性能を正確に検証することができないので、試運転調整の結果も正確とは断定できない。その結果、高品質な射出成形品や鋳造品の安定供給を確保することは困難である。
【0007】
これに対して、特許文献2において、実際に射出成形を行う試運転調整(実成形試運転調整という)であるので、実際の射出成形における負荷量を正確に評価することができ、無負荷試運転調整よりは精度は高いと考えられる。しかしながら、使用する射出成形金型の保護の観点から、過大あるいは過小な負荷量を作用させた試運転調整はできない。例えば、過大な負荷量で射出成形を行うと、金型キャビティから溶融樹脂が噴き出す樹脂バリによって、射出成形金型を破損させるかもしれない。その結果、実成形試運転調整では、射出駆動部の設備能力の極限られた領域でしか試運転調整ができていない。試運転調整が実施されていない設備能力においては、全くの未知数である。
【0008】
また、特許文献3において、油圧シリンダへの作動油の供給量を調整することで、油圧シリンダが発生する負荷量が調整できる形態である(メータイン制御という)。一般的に、メータイン制御では、作動油の供給量の増加に応じて発生する負荷量も増加し、供給量の増加速度に応じて発生する負荷量の増加速度が増大する。そのために、負荷量の大きさや増加速度は、作動油を供給する油圧装置等の性能に依存され、瞬間的な負荷量の増加等の異常事態を想定した試運転調整は困難とされる。また、作動油の供給量を減少させても、負荷量の増加速度が小さくなるだけで、発生する負荷量を減らすことはできない。そのために、作動油の供給ラインに、ブリードボードやリターン圧力ラインと称する作動油の排出ラインを設け、この排出ラインから作動油を排出することで負荷量を減らすことができる形態となっている。つまり、負荷量の減少速度は、この排気ラインからの作動油の排出速度に依存され、制御されたものではなく、精度の高い負荷量の増減を必要とする試運転調整には好適とは言えない。
【0009】
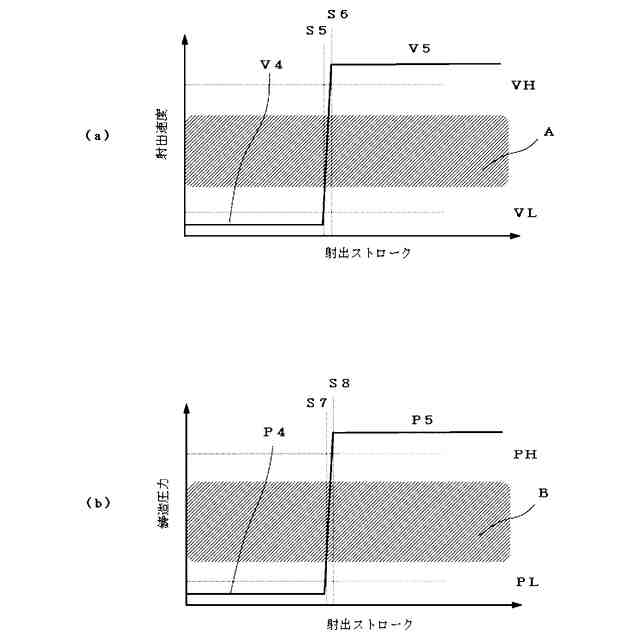
そこで本発明は、射出駆動部の設備能力の最大値および最小値を含む全ての範囲において、発生する負荷量の増減を正確に制御して試運転調整できるシミュレータ装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明のシミュレータ装置は、
固定金型と可動金型を型締して形成された金型キャビティに向けて、溶融状態の成形材料を射出充填する射出駆動部の試運転調整を行うシミュレータ装置において、
前記射出駆動部と連結するピストンシリンダ部と、前記ピストンシリンダ部と連結し前記ピストンシリンダ部の動作を制限する負荷量を発生させる負荷量発生部と、前記負荷量発生部を操作するシミュレータ制御部と、を備え、
前記シミュレータ制御部は、予め設定した負荷発生パターンに基づいて前記負荷量を制御し、前記ピストンシリンダ部を経由して前記射出駆動部に前記負荷量を作用させて試運転調整を行う、ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
シート成形口金
10か月前
東レ株式会社
金型の製造方法
10か月前
東レ株式会社
プリプレグテープ
2か月前
津田駒工業株式会社
連続成形機
8か月前
株式会社日本製鋼所
押出機
1か月前
個人
射出ミキシングノズル
1か月前
東レ株式会社
積層基材の製造方法
11か月前
輝創株式会社
接合方法
10か月前
世紀株式会社
造形装置
11か月前
帝人株式会社
成形体の製造方法
4か月前
株式会社シロハチ
真空チャンバ
26日前
東レ株式会社
延伸フィルムの製造方法
10か月前
株式会社リコー
シート剥離装置
3か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社日本製鋼所
押出成形装置
2か月前
グンゼ株式会社
印刷層の除去方法
10か月前
三菱自動車工業株式会社
予熱装置
2か月前
六浦工業株式会社
接着装置
10か月前
株式会社日本製鋼所
押出成形装置
2か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社吉野工業所
計量キャップ
11か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
個人
超高速射出点描画による熱溶解積層法
10か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社城北精工所
押出成形用ダイ
8か月前
小林工業株式会社
振動溶着機
5か月前
東レ株式会社
リーフディスク型フィルター
11か月前
ダイハツ工業株式会社
3Dプリンタ
12か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社リコー
シート処理システム
3か月前
株式会社リコー
シート処理システム
3か月前
株式会社アフィット
粉末焼結積層造形装置
11か月前
UBEマシナリー株式会社
シミュレータ装置
10か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































