TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023139420
公報種別
公開特許公報(A)
公開日
2023-10-04
出願番号
2022044939
出願日
2022-03-22
発明の名称
繊維強化樹脂成形体
出願人
東レ株式会社
代理人
主分類
B29C
70/68 20060101AFI20230927BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】
リブ部を有する複雑形状の繊維強化樹脂成形体において、良好な成形性と、優れた力学特性を両立させる。
【解決手段】
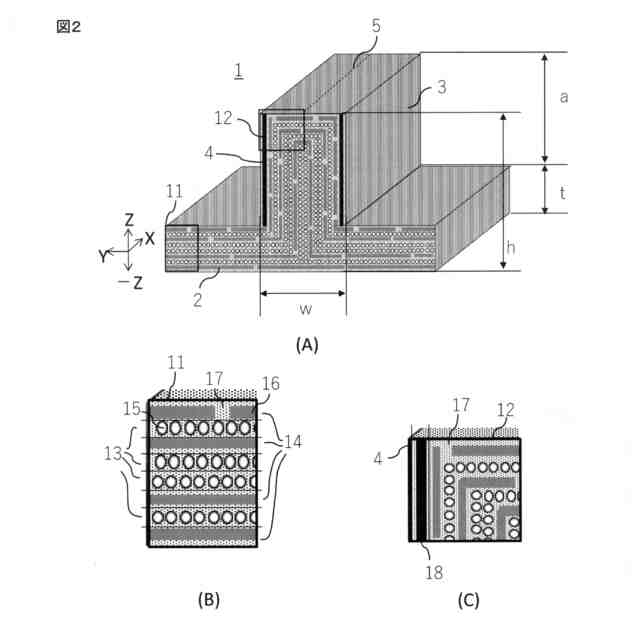
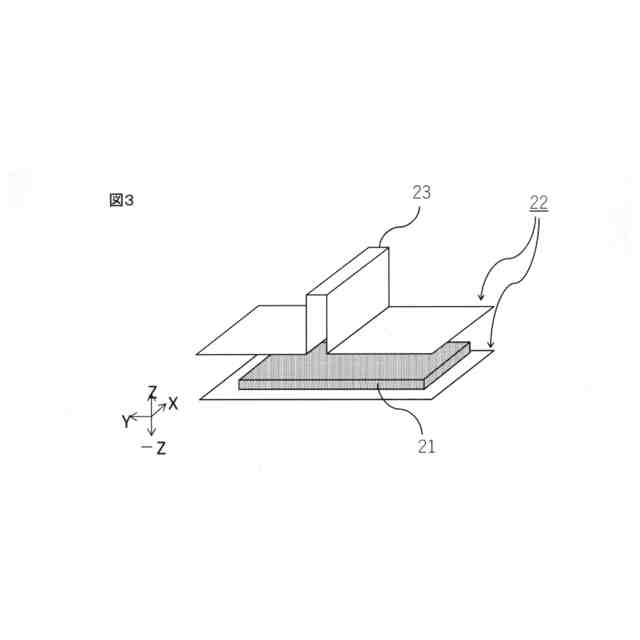
少なくとも2層以上の繊維強化樹脂層から構成されるとともに、平板部と、該平板部から立設されたリブ部とを有する繊維強化樹脂成形体であって、前記リブ部の側面の少なくとも最表層から1層または2層以上が、前記リブ部の側面のみ被覆し、稜線を被覆しないリブ補強層である繊維強化樹脂成形体。
【選択図】図2
特許請求の範囲
【請求項1】
少なくとも2層以上の繊維強化樹脂層から構成されるとともに、平板部と、該平板部から立設されたリブ部とを有する繊維強化樹脂成形体であって、
前記リブ部の側面の少なくとも最表層から1層または2層以上が、前記リブ部の側面のみを被覆し、稜線を被覆しないリブ補強層である繊維強化樹脂成形体。
続きを表示(約 870 文字)
【請求項2】
前記リブ補強層のうち少なくとも1層が、前記リブ部の延在方向と略直交する方向に配向する強化繊維を含む層である、請求項1に記載の繊維強化樹脂成形体。
【請求項3】
前記リブ補強層のうち少なくとも1層が、一方向に配向した連続繊維を含む層である、請求項1または2に記載の繊維強化樹脂成形体。
【請求項4】
前記リブ補強層のうち少なくとも1層が、リブ部の延在方向と略直交する方向に配向した連続繊維を含む連続繊維強化樹脂層である、請求項3に記載の繊維強化樹脂成形体。
【請求項5】
前記リブ補強層以外の繊維強化樹脂が、n層(nは2以上の整数)の不連続繊維強化樹脂層を有する、請求項1~4のいずれかに記載の繊維強化樹脂成形体。
【請求項6】
前記リブ補強層以外の繊維強化樹脂が、n層(nは2以上の整数)の不連続繊維強化樹脂層と、連続繊維強化樹脂層とで構成される、請求項5に記載の繊維強化樹脂成形体。
【請求項7】
nが3以上の整数であり、第x層(xは1以上n以下の整数)の不連続繊維強化樹脂層に含まれる不連続繊維の平均繊維長をLxとしたとき、L1<L2・・・<Lnである、請求項5または6に記載の繊維強化樹脂成形体。
【請求項8】
前記第n層の不連続繊維強化樹脂層よりもリブ部先端側に存在する連続繊維強化樹脂層の繊維配向方向が、前記リブ部の延在方向と略一致する方向である、請求項6または7に記載の繊維強化樹脂成形体。
【請求項9】
前記第n層の不連続繊維強化樹脂層よりも前記リブ部の基底側に、前記リブ部の延在方向と略直交する方向を繊維方向とする1層以上の連続繊維強化樹脂層を有する、請求項1~8のいずれかに記載の繊維強化樹脂成形体。
【請求項10】
前記リブ部の高さhが、(全積層材合計厚さ×1.5)<hを満たす、請求項1~9のいずれかに記載の繊維強化樹脂成形体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、航空機部材、自動車部材、スポーツ用具等に用いられる、リブ部が形成された繊維強化樹脂成形体に関するものである。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近年、航空機や自動車部材の軽量化要求に伴う繊維強化樹脂(FRP)の需要拡大に伴い、FRP部材のハイサイクル生産技術開発が進んでいる。プリプレグによるFRP部材の成形においては脱オートクレーブ化が進み、プレス成形による高速成形技術の開発が進んでいる。しかしながら、一般的なFRP部材は、繊維束が連続繊維であるが故、優れた力学特性を有する一方、プレス成形により凹凸を有する複雑形状に成形することは難しかった。
【0003】
このような点を踏まえ、近年は、単純なプレスによる成形が難しい複雑形状を有する自動車部材などを対象に、繊維束に切り込みを入れることで流動性を向上させたプリプレグや(特許文献1)、繊維束をチョップしてランダムに分散させた不連続繊維からなるシートモルディングコンパウンド(SMC)等の、不連続繊維を用いた中間基材(特許文献2)の需要が増えている。しかしながら、不連続繊維を用いたFRP部材は、連続繊維を用いたFRP部材と比較し、力学特性では大きく劣る問題があった。
【先行技術文献】
【特許文献】
【0004】
特許第5315692号明細書
特許第6652071号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、上述した問題点に鑑みてなされたもので、リブ部を有する複雑形状の繊維強化樹脂成形体において、良好な成形性と、優れた力学特性を両立させることを課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明は以下のいずれかの方法を採用するものである。すなわち、
(1)少なくとも2層以上の繊維強化樹脂層から構成されるとともに、平板部と、該平板部から立設されたリブ部とを有する繊維強化樹脂成形体であって、前記リブ部の側面の少なくとも最表層から1層または2層以上が、前記リブ部の側面のみを被覆し、稜線を被覆しないリブ補強層である繊維強化樹脂成形体。
(2)前記リブ補強層のうち少なくとも1層が、前記リブ部の延在方向と略直交する方向に配向する強化繊維を含む層である、(1)に記載の繊維強化樹脂成形体
(3)前記リブ補強層のうち少なくとも1層が、一方向に配向した連続繊維を含む層である、(1)または(2)に記載の繊維強化樹脂成形体。
(4)前記リブ補強層のうち少なくとも1層が、リブ部の延在方向と略直交する方向に配向した連続繊維を含む連続繊維強化樹脂層である、(3)に記載の繊維強化樹脂成形体。
(5)前記リブ補強層以外の繊維強化樹脂が、n層(nは2以上の整数)の不連続繊維強化樹脂層を有する、(1)~(4)のいずれかに記載の繊維強化樹脂成形体。
(6)前記リブ補強層以外の繊維強化樹脂が、n層(nは2以上の整数)の不連続繊維強化樹脂層と、連続繊維強化樹脂層とで構成される、(5)に記載の繊維強化樹脂成形体。
(7)nが3以上の整数であり、第x層(xは1以上n以下の整数)の不連続繊維強化樹脂層に含まれる不連続繊維の平均繊維長をLxとしたとき、L1<L2・・・<Lnである、(5)または(6)に記載の繊維強化樹脂成形体。
(8)前記第n層の不連続繊維強化樹脂層よりもリブ部先端側に存在する連続繊維強化樹脂層の繊維配向方向が、前記リブ部の延在方向と略一致する方向である、(6)または(7)に記載の繊維強化樹脂成形体。
(9)前記第n層の不連続繊維強化樹脂層よりも前記リブ部の基底側に、前記リブ部の延在方向と略直交する方向を繊維方向とする1層以上の連続繊維強化樹脂層を有する、請求項(1)~(8)のいずれかに記載の繊維強化樹脂成形体。
(10)前記リブ部の高さhが、(全積層材合計厚さ×1.5)<hを満たす、(1)~(9)のいずれかに記載の繊維強化樹脂成形体。
(11)前記リブ部の幅wが、(全積層材合計厚さ×3.0)>wを満たす、(1)~(10)のいずれかに記載の繊維強化樹脂成形体。
【発明の効果】
【0007】
本発明の繊維強化樹脂成形体は、リブ部を有する複雑形状への良好な成形性と、優れた力学特性を両立し得る。
【図面の簡単な説明】
【0008】
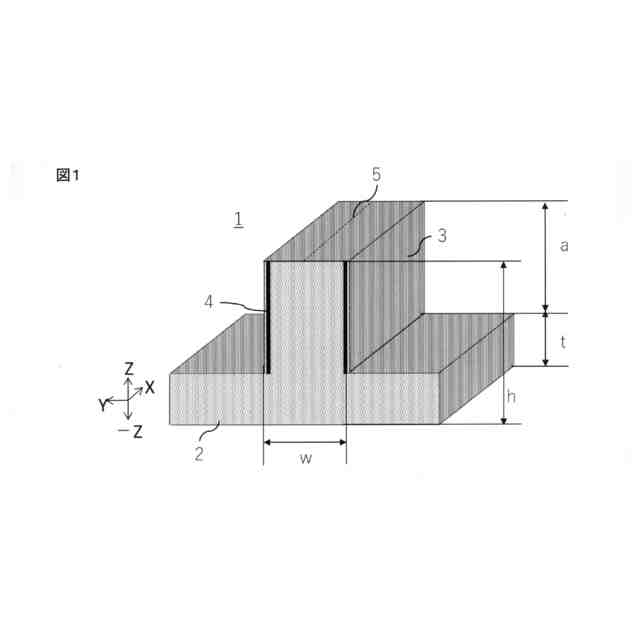
本発明の実施形態に係る、繊維強化樹脂成形体の模式図である。
本発明の実施形態に係る、繊維強化樹脂成形体の層構造を示す、断面斜視図(A)および(A)中に枠線11で示す領域の拡大断面図(B)、(A)中に枠線12で示す領域の拡大断面図(C)である。
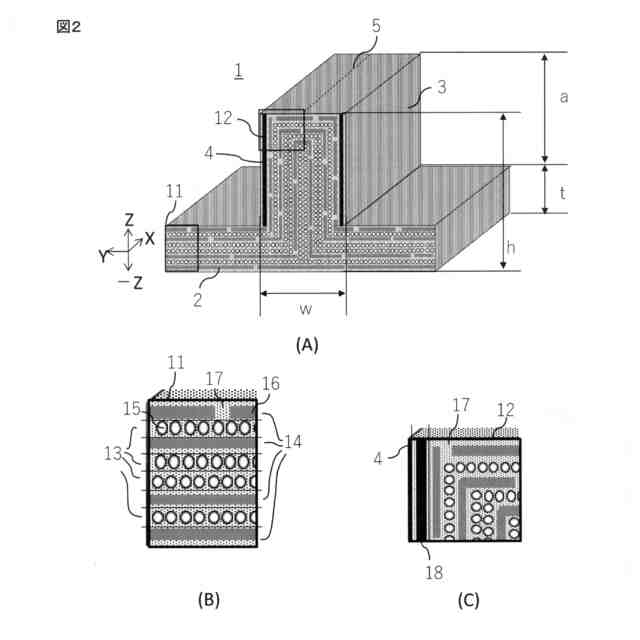
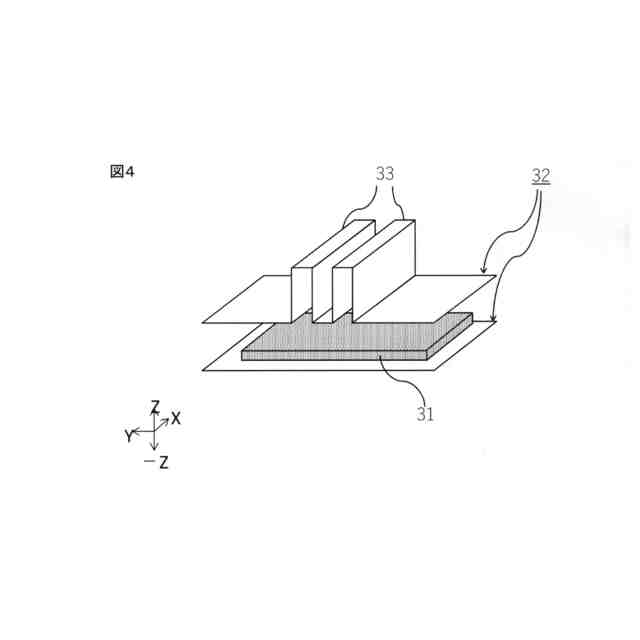
本発明の一実施形態に係る、プリフォーム基材と成形型の概要を示す模式図である。
本発明の他の実施形態に係る、プリフォーム基材と成形型の概要を示す模式図である。
実施例および比較例の圧縮試験シミュレーションから得られる、変位-荷重曲線である。
【発明を実施するための形態】
【0009】
以下、理解を容易にするため、適宜図面を参照しつつ本発明を説明するが、本発明はこれらの図面によって何ら限定されるものではない。また、図面に示される特定の実施形態についての説明は、上位概念としての本発明の説明としても理解し得るものである。
【0010】
図1は、本発明の一実施形態に係る繊維強化樹脂成形体(以下、単に「成形体」という場合がある)を示す模式図である。繊維強化樹脂成形体1は少なくとも2層以上の繊維強化樹脂層から構成される。なお、本明細書において、繊維強化樹脂層、リブ補強層、連続繊維強化樹脂層、不連続繊維強化樹脂層等の「層」とは、複数枚の繊維強化樹脂基材を積層したプリフォームにおける各々の基材1枚、あるいは当該プリフォームを成形して得られた成形体における各々の基材1枚に由来する部分を指す概念である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
1か月前
東レ株式会社
繊維強化樹脂成形体
6か月前
東レ株式会社
接合用繊維強化樹脂
6か月前
睦月電機株式会社
樹脂成形用金型
6か月前
東レ株式会社
積層基材の製造方法
4か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
AGC株式会社
車両窓用窓ガラス
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社吉野工業所
計量キャップ
4か月前
株式会社不二越
射出成形機
6か月前
東レエンジニアリング株式会社
処理装置
6か月前
東レ株式会社
リーフディスク型フィルター
4か月前
株式会社城北精工所
押出成形用ダイ
1か月前
株式会社アフィット
粉末焼結積層造形装置
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
パナック株式会社
複合体の製造方法
8か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
NISSHA株式会社
加飾成形品の製造方法
2日前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
株式会社イクスフロー
成形装置
19日前
TOWA株式会社
樹脂成形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































