TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023148242
公報種別
公開特許公報(A)
公開日
2023-10-13
出願番号
2022056154
出願日
2022-03-30
発明の名称
射出成形機
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B29C
45/62 20060101AFI20231005BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】小型化を図ることができ、且つ、可塑化工程の時間を短縮することができる射出成形機を提供する。
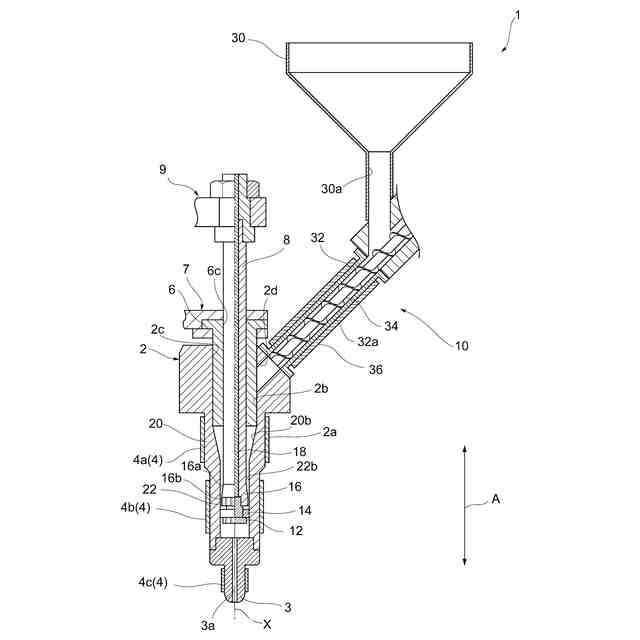
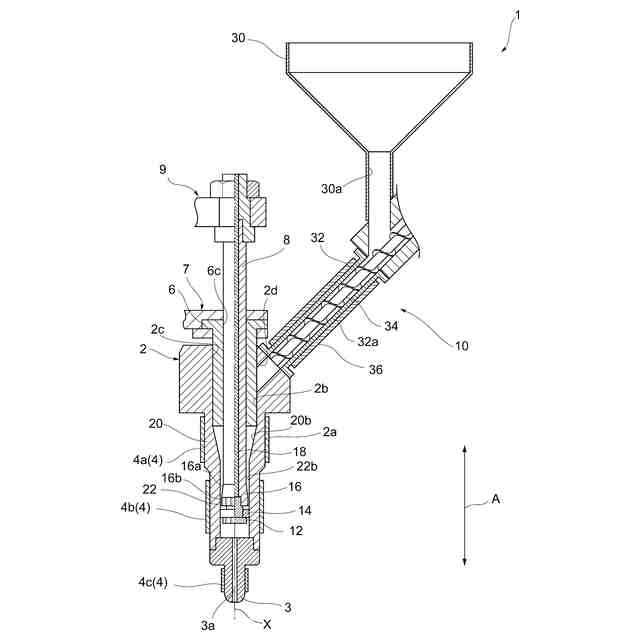
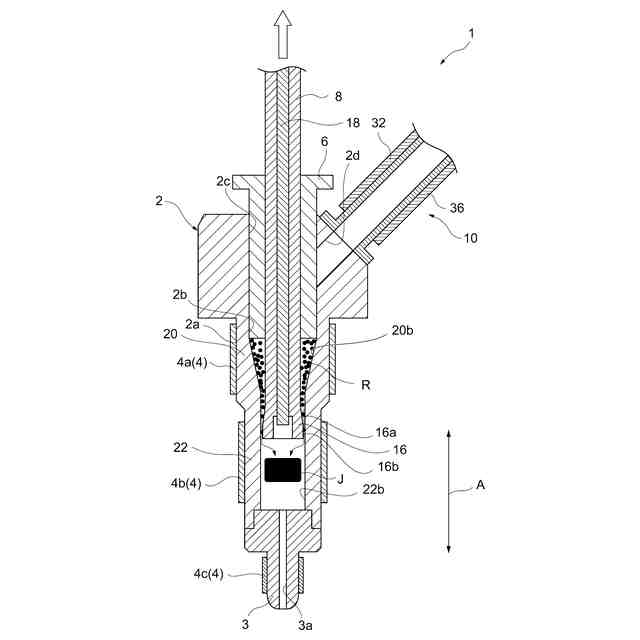
【解決手段】射出成形機1は、可塑化した成形材料を射出するノズル3が一端側に設けられたバレル2と、バレル2の外周面2aに設けられ、バレル2を介してバレル2の内部の成形材料を加熱するヒータ4と、バレル2の内部に供給された成形材料を、バレル2の内部において一端側に押し出すプランジャ6と、バレル2の内部に設けられるとともにバレル2の軸方向Aに移動可能であって、軸方向Aにおいて一端側に該一端側から他端側に向かって狭くなるテーパ状部分が形成されたトーピード16を有するロッド8と、を備え、バレル2の内周面2bは、バレル2の外周面2aにおいてヒータ4が設けられた部分に対向する範囲に、軸方向Aにおいて他端側から一端側に向かって内径が狭くなるテーパ面20bを有する。
【選択図】図1
特許請求の範囲
【請求項1】
可塑化した成形材料を射出するノズルが一端側に設けられたバレルと、
前記バレルの外周面に設けられ、前記バレルを介して前記バレルの内部の前記成形材料を加熱する加熱部と、
前記バレルの内部に供給された前記成形材料を、前記バレルの内部において前記一端側に押し出す押出部と、
前記バレルの内部に設けられるとともに前記バレルの軸方向に移動可能であって、前記軸方向において前記一端側に該一端側から他端側に向かって狭くなるテーパ状部分が形成されたトーピードを有するロッドと、
を備え、
前記バレルの内周面は、前記バレルの前記外周面において前記加熱部が設けられた部分に対向する範囲に、前記軸方向において前記他端側から前記一端側に向かって内径が狭くなるテーパ面を有することを特徴とする射出成形機。
続きを表示(約 340 文字)
【請求項2】
前記バレルの前記内周面は、前記範囲に、前記テーパ面と、前記テーパ面よりも前記軸方向において前記一端側に位置するとともに前記軸方向に沿って内径が略同じである他の面と、を有することを特徴とする請求項1に記載の射出成形機。
【請求項3】
前記ロッドの内部に設けられた内部加熱部を更に備えることを特徴とする請求項1又は2に記載の射出成形機。
【請求項4】
前記内部加熱部は、前記トーピードの内部に延在されていることを特徴とする請求項3に記載の射出成形機。
【請求項5】
前記押出部は、前記軸方向に沿って移動する直動型、又は、前記軸方向を回転中心として回転するスクリュ型であることを特徴とする請求項1又は2に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、可塑化した成形材料を射出する射出成形機に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、自動車等の部品は、射出成形機が用いられ樹脂原料等の成形材料が射出されることによって成形されている。このような射出成形機として、例えば、下記特許文献1には、バレルと、バレル内に設けられたスクリュとを備える射出成形機が開示されている。この射出成形機は、いわゆるスクリュ式の射出成形機と称され、バレル内において1本のスクリュを用いて樹脂原料をノズル側に送りながら徐々に可塑化するため、スクリュ及びバレルが長い構造となっている。
【0003】
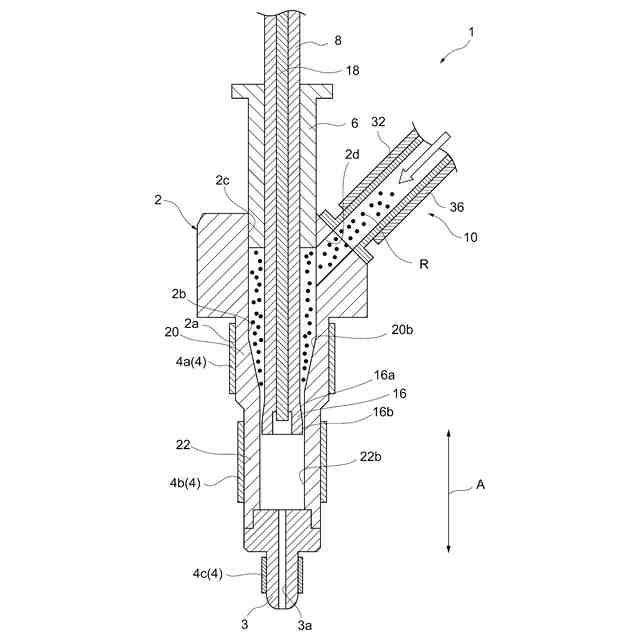
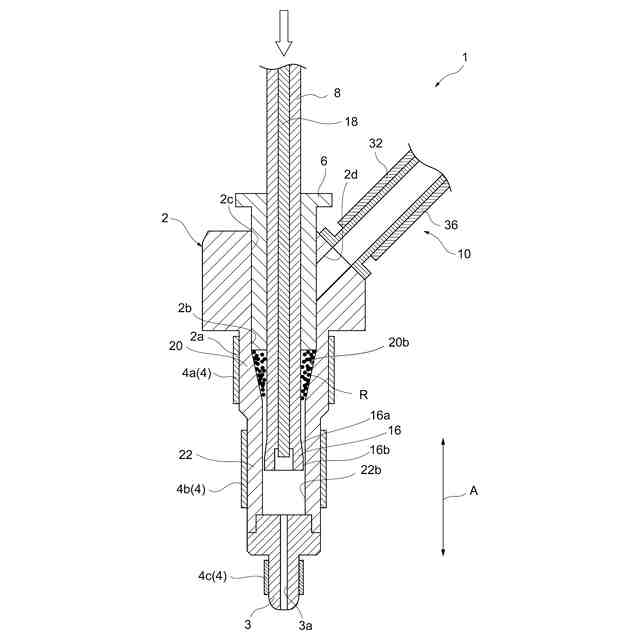
また、例えば下記特許文献2には、小型化を図った射出成形機として、バレルと、バレルに内において軸方向に移動可能なロッドと、ロッドの途中に設けられたトーピードと、を備えた射出成形機が開示されている。この射出成形機では、ロッドの移動を介して、トーピードが軸方向に移動可能とされている。これにより、バレルのノズル側から反対側に向かう一方向にトーピードが移動されることによって樹脂原料が可塑化されるとともに、他方向にトーピードが移動されることによって可塑化後の樹脂が射出される。このため、上記特許文献1に開示されたスクリュ式の射出成形機と比べ、バレルを軸方向において長さを短くすることができることから、小型化を図ることができる。
【先行技術文献】
【特許文献】
【0004】
特許2015-189212号公報
特開2017-132039号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、フッ素樹脂等の融点が高く且つ比熱が高い樹脂原料は、可塑化し難いことが知られている。このような樹脂原料の射出成形に、上記特許文献2に開示された小型の射出成形機を用いると、上記特許文献1に開示されたスクリュ式の射出成形機に比して可塑化工程に時間がかかってしまい、量産に向かないといった欠点があった。よって、小型の射出成形機においては、可塑化工程の時間を短縮するという点で改善の余地がある。
【0006】
そこで、本発明は、上記事情に鑑み、小型化を図ることができ、且つ、可塑化工程の時間を短縮することができる射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の第一態様に係る射出成形機は、可塑化した成形材料を射出するノズルが一端側に設けられたバレルと、前記バレルの外周面に設けられ、前記バレルを介して前記バレルの内部の前記成形材料を加熱する加熱部と、前記バレルの内部に供給された前記成形材料を、前記バレルの内部において前記一端側に押し出す押出部と、前記バレルの内部に設けられるとともに前記バレルの軸方向に移動可能であって、前記軸方向において前記一端側に該一端側から他端側に向かって狭くなるテーパ状部分が形成されたトーピードを有するロッドと、を備え、前記バレルの内周面は、前記バレルの前記外周面において前記加熱部が設けられた部分に対向する範囲に、前記軸方向において前記他端側から前記一端側に向かって内径が狭くなるテーパ面を有する。
【0008】
また、本発明の第一態様に係る射出成形機において、前記バレルの前記内周面は、前記範囲に、前記テーパ面と、前記テーパ面よりも前記軸方向において前記一端側に位置するとともに前記軸方向に沿って内径が略同じである他の面と、を有する。
【0009】
また、本発明の第一態様に係る射出成形機は、前記ロッドの内部に設けられた内部加熱部を更に備える。
【0010】
また、本発明の第一態様に係る射出成形機において、前記内部加熱部は、前記トーピードの内部に延在されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
1か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
繊維強化樹脂成形体
6か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
接合用繊維強化樹脂
6か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
AGC株式会社
車両窓用窓ガラス
6か月前
東レエンジニアリング株式会社
処理装置
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
6か月前
六浦工業株式会社
接着装置
3か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社アフィット
粉末焼結積層造形装置
4か月前
株式会社城北精工所
押出成形用ダイ
1か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
東レ株式会社
リーフディスク型フィルター
4か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
株式会社イクスフロー
成形装置
22日前
東レエンジニアリング株式会社
立体造形方法
6か月前
TOWA株式会社
樹脂成形装置
5か月前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
NISSHA株式会社
加飾成形品の製造方法
5日前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































