TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023156951
公報種別
公開特許公報(A)
公開日
2023-10-25
出願番号
2022066641
出願日
2022-04-13
発明の名称
3次元造形装置
出願人
個人
代理人
主分類
B29C
64/227 20170101AFI20231018BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】調整が容易で位置および姿勢を制御できる3Dプリンタを実現する。
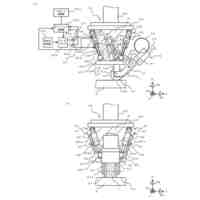
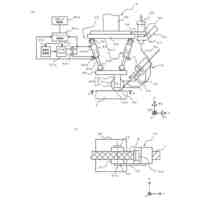
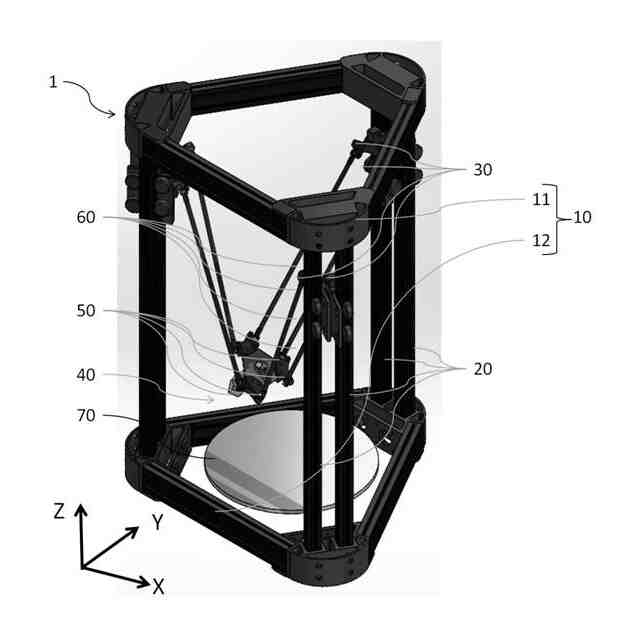
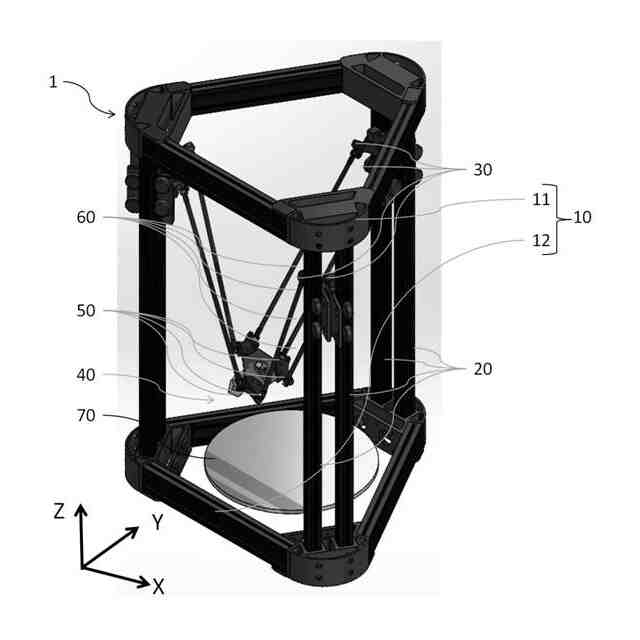
【解決手段】3Dプリンタ(1)は、鉛直方向に動作する6個のリニア駆動軸(20)によって、第1ボールジョイント(30)を駆動することで、第1ボールジョイントとリンク(60)を介して接続された第2ボールショイント(50)を駆動し、6個の第2ボールジョイントによって材料を溶解させ吐出するヘッド(40)の位置および/または姿勢を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
鉛直方向に動作するN個(Nは5以上の自然数)のリニア駆動軸と、
前記リニア駆動軸にてそれぞれ駆動されるN個の第1ボールジョイントと、
材料を溶解させ吐出するヘッドと、
前記材料を積層する造形ステージと、
前記ヘッドに接続されたN個の第2ボールジョイントと、
前記第1ボールジョイントと前記第2ボールジョイントとをそれぞれ接続するN個のリンクと、を備える3次元造形装置。
続きを表示(約 1,300 文字)
【請求項2】
前記ヘッドは、ロードセルを備える、請求項1に記載の3次元造形装置。
【請求項3】
前記ヘッドと、前記造形ステージとの接触を検知するセンサを備える、請求項1に記載の3次元造形装置。
【請求項4】
前記第2ボールジョイントは、前記リンクの延伸方向を回転軸とする回転部を備える、請求項1に記載の3次元造形装置。
【請求項5】
前記第2ボールジョイントは、前記第2ボールジョイントの回転および揺動における中心点を通る軸を回転軸とする回転部を備える、請求項1に記載の3次元造形装置。
【請求項6】
請求項1から5のいずれか1項に記載の3次元造形装置の調整方法であって、
ある位置における前記ヘッドを、鉛直方向下方に向けて動作させ、前記ヘッドが前記造形ステージに接触したときの前記リニア駆動軸の鉛直方向高さを取得する第1取得ステップと、
前記ある位置と異なる位置における前記ヘッドを、鉛直方向下方に向けて動作させ、前記ヘッドが前記造形ステージに接触したときの前記リニア駆動軸の鉛直方向高さを取得する第2取得ステップと、
前記第1取得ステップにおける鉛直方向高さ、および前記第2取得ステップにおける鉛直方向高さ、を揃えるステップと、を含む調整方法。
【請求項7】
請求項1から5のいずれか1項に記載の3次元造形装置の調整方法であって、
前記ヘッドが鉛直方向を向いた状況において、鉛直方向下方に向けて前記ヘッドを動作させ、前記ヘッドが前記造形ステージに接触したときの前記リニア駆動軸の鉛直方向高さを取得する基準取得ステップと、
前記ヘッドが鉛直方向から傾斜した状況において、鉛直方向下方に向けて前記ヘッドを動作させ、前記ヘッドが前記造形ステージに接触したときの前記リニア駆動軸の鉛直方向高さを取得する傾斜時取得ステップと、
前記基準ステップにおける鉛直方向高さ、および前記傾斜時取得ステップにおける鉛直方向高さ、を揃えるステップと、を含む調整方法。
【請求項8】
前記傾斜時取得ステップにおける前記ヘッドが鉛直方向から傾斜する角度は、5度以上30度以下である、請求項7に記載の調整方法。
【請求項9】
請求項1から5のいずれか1項に記載の3次元造形装置の調整方法であって、
全ての前記リニア駆動軸を鉛直方向上方に向けて動作させるステップと、
各前記リニア駆動軸が原点条件を満たした場合に、当該リニア駆動軸のみの動作を停止させるステップと、を含む調整方法。
【請求項10】
鉛直方向に動作するN個(Nは5以上の自然数)のリニア駆動軸と、
前記リニア駆動軸にてそれぞれ駆動されるN個の第1ボールジョイントと、
ツールを移動させるヘッドと、
前記ヘッドに接続されたN個の第2ボールジョイントと、
前記第1ボールジョイントと前記第2ボールジョイントとをそれぞれ接続するN個のリンクと、を備えるパラレルリンクロボット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、3次元造形装置に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
3次元の造形物(立体物)を造形する装置として、樹脂製のフィラメントを加熱溶融させ、ヘッドにおけるノズルから吐出する熱溶解積層方式の3Dプリンタ(3次元造形装置)が広く普及している。熱溶解積層方式の3Dプリンタでは、造形用データを水平平面でスライス(水平スライス)し、鉛直方向に積層することが一般的である。
【0003】
ここで、水平スライスでは造形物の下方に積層物がない場合、吐出した材料が鉛直下方に落下してしまう。そのため、造形物のモデルが中空で印刷するようなものである場合は、造形物の下方にサポート材を積層する必要があることが知られている。
【0004】
近年、水平平面ではない、自由曲面でスライスし積層する非平面スライスが注目されている。非平面スライスでは、自由曲面で積層することができるため、鉛直方向下方に造形物がないモデルであっても、サポート材を用いずに印刷することができる。非平面スライスでは、非特許文献1に示すような5軸仕様の3Dプリンタを用いることが一般的である。
【先行技術文献】
【非特許文献】
【0005】
Freddie Hong, SteCe Hodges, Connor Myant, DaCid Boyle, Open5x: Accessible 5-axis 3D printing and conformal slicing, arXiC:2022.11426C2, TBe, 29 Mar 2022 16:06:20 BTC, https://arxiC.org/abs/2202.11426
【発明の概要】
【発明が解決しようとする課題】
【0006】
非特許文献1では、一般的な位置であるX/Y/Zの3軸に加えて、造形物を回転および傾斜させ造形物の姿勢を制御する2軸を追加している。しかしながら、3+2軸の合計5軸の構成では、自由度が高いために装置の調整が困難である。
【0007】
本発明の目的は、調整が容易で位置および姿勢を制御できる3Dプリンタを実現することである。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明の一態様に係る3次元造形装置は、鉛直方向に動作するN個(Nは5以上の自然数)のリニア駆動軸と、前記リニア駆動軸にてそれぞれ駆動されるN個の第1ボールジョイントと、材料を溶解させ吐出するヘッドと、前記材料を積層する造形ステージと、前記ヘッドに接続されたN個の第2ボールジョイントと、前記第1ボールジョイントと前記第2ボールジョイントとをそれぞれ接続するN個のリンクと、を備える。
【0009】
上記の構成によれば、3次元造形装置の調整は、造形ステージのヘッドに対する高さを何点かで調整することによって、造形ステージの調整をすることができる。また、造形ステージの調整を行うだけで、所望の位置および姿勢にヘッドを制御することができる3次元造形装置を実現することができる。
【0010】
前記ヘッドは、ロードセルを備えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
1か月前
東レ株式会社
積層基材の製造方法
4か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社アフィット
粉末焼結積層造形装置
4か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
株式会社城北精工所
押出成形用ダイ
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
NISSHA株式会社
加飾成形品の製造方法
2日前
東レエンジニアリング株式会社
立体造形方法
3か月前
株式会社イクスフロー
成形装置
19日前
東レエンジニアリング株式会社
立体造形方法
1か月前
TOWA株式会社
樹脂成形装置
5か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
株式会社カネカ
成形体の製造方法、及び成形体
3か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
日産自動車株式会社
複合体
4か月前
旭化成株式会社
装置
24日前
株式会社日本製鋼所
プリプレグ製造装置
10日前
トヨタ自動車株式会社
接合体の製造方法
2か月前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
旭化成株式会社
装置
10日前
株式会社ダイヘン
接合条件出力装置
1か月前
住友重機械工業株式会社
射出成形機
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ