TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024033952
公報種別
公開特許公報(A)
公開日
2024-03-13
出願番号
2022137886
出願日
2022-08-31
発明の名称
射出成形機
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/72 20060101AFI20240306BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
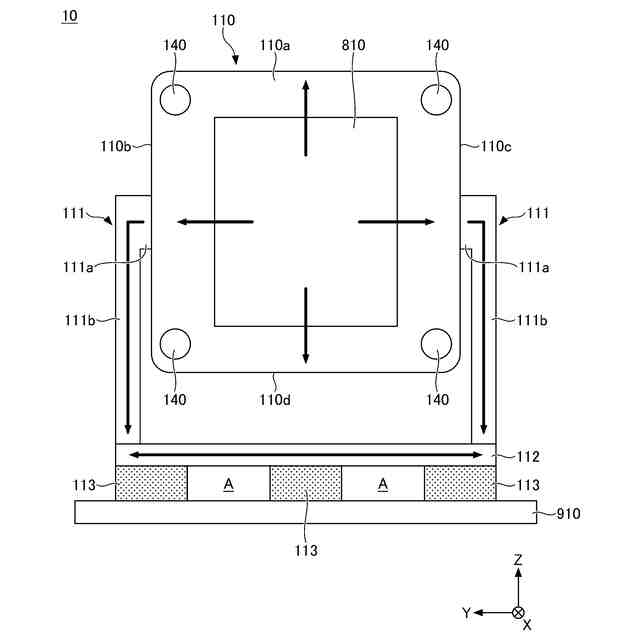
【課題】固定プラテン又は可動プラテンの温度が安定化するまでの時間を短縮する、技術を提供する。
【解決手段】射出成形機は、固定金型が取り付けられる固定プラテンと、前記固定プラテンを支持する一対の支持部材と、前記一対の支持部材を熱的に接続する伝熱部材と、前記伝熱部材が取り付けられるフレームと、前記伝熱部材と前記フレームの間に設けられ、前記伝熱部材から前記フレームへの熱移動を制限する制限部材と、を備える。
【選択図】図3
特許請求の範囲
【請求項1】
固定金型が取り付けられる固定プラテンと、
前記固定プラテンを支持する一対の支持部材と、
前記一対の支持部材を熱的に接続する伝熱部材と、
前記伝熱部材が取り付けられるフレームと、
前記伝熱部材と前記フレームの間に設けられ、前記伝熱部材から前記フレームへの熱移動を制限する制限部材と、
を備える、射出成形機。
続きを表示(約 800 文字)
【請求項2】
前記制限部材は、前記伝熱部材における前記フレームとの対向面の一部のみに設けられ、
前記伝熱部材と前記フレームとの間に空気層が形成される、請求項1に記載の射出成形機。
【請求項3】
前記固定プラテンは、前記一対の支持部材と一体である、請求項1に記載の射出成形機。
【請求項4】
前記伝熱部材は、前記一対の支持部材と一体である、請求項1乃至3のいずれかに記載の射出成形機。
【請求項5】
前記一対の支持部材は、前記伝熱部材とは別体であり、
前記伝熱部材は前記一対の支持部材よりも高い熱伝導率を有し、
前記一対の支持部材のそれぞれと前記伝熱部材の接触面同士の間に、接触面同士の隙間を充填する充填剤が設けられる、請求項1又は2に記載の射出成形機。
【請求項6】
可動金型が取り付けられる可動プラテンと、
前記可動プラテンを支持する一対の支持部材と、
前記一対の支持部材を熱的に接続する伝熱部材と、
前記伝熱部材が移動可能に取り付けられるフレームと、
前記伝熱部材の熱を前記伝熱部材から奪う冷却部と、
を備える、射出成形機。
【請求項7】
前記可動プラテンは、前記一対の支持部材と一体である、請求項6に記載の射出成形機。
【請求項8】
前記伝熱部材は、前記一対の支持部材と一体である、請求項6又は7に記載の射出成形機。
【請求項9】
前記一対の支持部材は、前記伝熱部材と別体であり、
前記伝熱部材は、前記一対の支持部材よりも高い熱伝導率を有し、
前記一対の支持部材のそれぞれと前記伝熱部材の接触面同士の間に、接触面同士の隙間を充填する充填剤が設けられる、請求項6又は7に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1に記載の射出成形機は、金型装置の型締を行う型締装置を備える。型締装置は、固定金型が取り付けられる固定盤と、固定盤を支持する固定盤台座と、を有する。固定盤台座は、型開閉方向視でU字状の形状を有し、座板と一対の支柱とからなる。一対の支柱は、固定盤の両側部を支える。
【0003】
特許文献2に記載の射出成形機は、金型装置の型締を行う型締装置を備える。型締装置は、可動金型が取り付けられる可動プラテンと、可動プラテンを支持する一対の支持部材と、一対の支持部材の下端が固定されるベース板と、を有する。ベース板の下面に直動軸受が取り付けられ、その直動軸受が機台上のガイドレール上を走行する。
【先行技術文献】
【特許文献】
【0004】
特開2006-256034号公報
特開2010-089295号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
射出成形機は、成形品を製造する動作を繰り返し行う。その動作の開始から、射出成形機の温度が安定化するまでに製造された成形品は、不良品として捨てられる。不良品として捨てられる成形品を製造する動作は、捨てショットと呼ばれる。
【0006】
従来、金型装置の熱が射出成形機のフレームに逃げやすく、固定プラテン又は可動プラテンの温度が安定化するまでの時間が長かった。
【0007】
本発明の一態様は、固定プラテン又は可動プラテンの温度が安定化するまでの時間を短縮する、技術を提供する。
【課題を解決するための手段】
【0008】
本発明の一態様に係る射出成形機は、固定金型が取り付けられる固定プラテンと、前記固定プラテンを支持する一対の支持部材と、前記一対の支持部材を熱的に接続する伝熱部材と、前記伝熱部材が取り付けられるフレームと、前記伝熱部材と前記フレームの間に設けられ、前記伝熱部材から前記フレームへの熱移動を制限する制限部材と、を備える。
【0009】
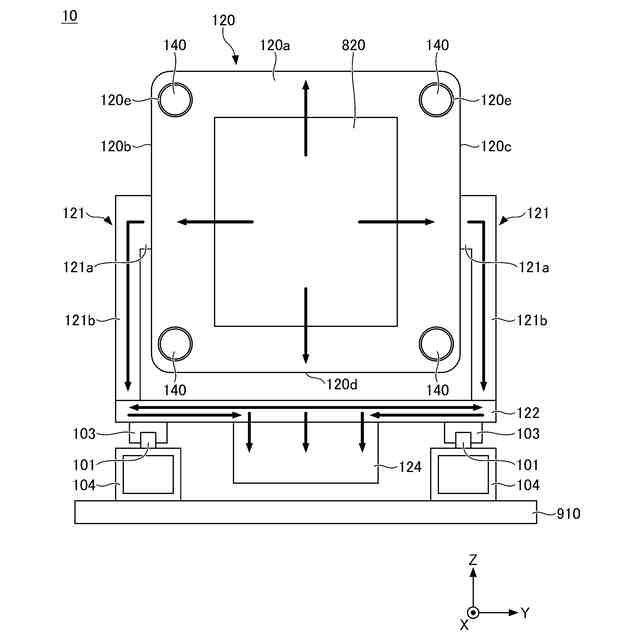
本発明の別の一態様に係る射出成形機は、可動金型が取り付けられる可動プラテンと、前記可動プラテンを支持する一対の支持部材と、前記一対の支持部材を熱的に接続する伝熱部材と、前記伝熱部材が移動可能に取り付けられるフレームと、前記伝熱部材の熱を前記伝熱部材から奪う冷却部と、を備える。
【発明の効果】
【0010】
本発明の一態様によれば、制限部材によって伝熱部材からフレームへの熱移動を制限する。これによって、固定金型の熱が射出成形機のフレームに逃げることを抑制でき、固定プラテンの温度が安定化するまでの時間を短縮できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
東レエンジニアリング株式会社
処理装置
6か月前
株式会社吉野工業所
計量キャップ
4か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社不二越
射出成形機
6か月前
東レ株式会社
リーフディスク型フィルター
4か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
トヨタ自動車株式会社
真空成形装置
1日前
個人
超高速射出点描画による熱溶解積層法
3か月前
株式会社城北精工所
押出成形用ダイ
1か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
NISSHA株式会社
加飾成形品の製造方法
13日前
東レエンジニアリング株式会社
立体造形方法
4か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
株式会社イクスフロー
成形装置
1か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
TOWA株式会社
樹脂成形装置
6か月前
旭化成株式会社
装置
21日前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ