TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024000453
公報種別
公開特許公報(A)
公開日
2024-01-05
出願番号
2022099231
出願日
2022-06-20
発明の名称
成形体の製造方法、及び成形体
出願人
株式会社カネカ
代理人
主分類
B29C
43/58 20060101AFI20231225BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ポリ(3-ヒドロキシブチレート)系樹脂を含む樹脂層を有する積層体を含む、樹脂層にクラックのない成形体の提供。
【解決手段】 少なくとも、基材層、及び該基材層の少なくとも片側の最表面にポリ(3-ヒドロキシブチレート)系樹脂を含む樹脂層を備え、該樹脂層が、示差走査熱量分析による結晶融解曲線において100~155℃の範囲に少なくとも1つのピークトップ温度(Tma)を有する積層体を加工してなる成形体の製造方法であって、少なくとも下記工程(A)および工程(B)を順次行うことを含む、製造方法。
工程(A);前記樹脂層の表面温度を、(Tma-20℃)~(Tma+25℃)の範囲内の温度に調整する工程
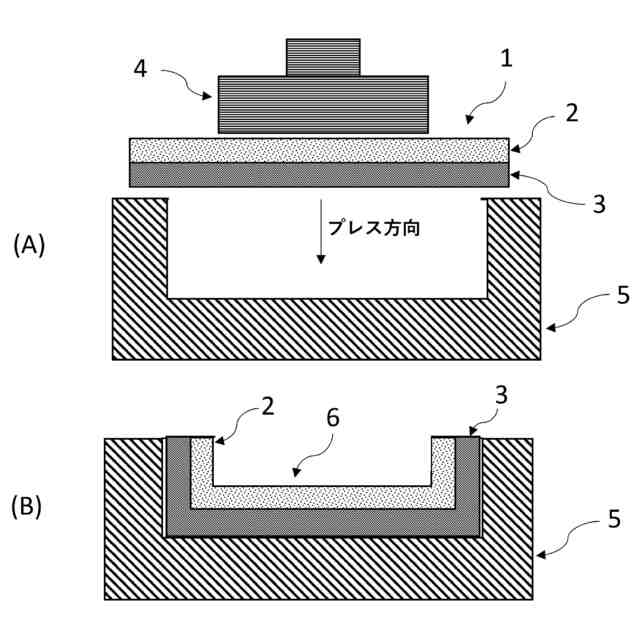
工程(B);成形時に前記樹脂層が成形型と接触するように積層体を配置し、前記樹脂層の表面温度が50~80℃の状態で前記積層体の少なくとも一部を屈曲させて成形加工する工程
【選択図】図3
特許請求の範囲
【請求項1】
少なくとも、基材層、及び該基材層の少なくとも片側の最表面にポリ(3-ヒドロキシブチレート)系樹脂を含む樹脂層を備え、該樹脂層が、示差走査熱量分析による結晶融解曲線において100~155℃の範囲に少なくとも1つのピークトップ温度(Tma)を有する積層体を加工してなる成形体の製造方法であって、少なくとも下記工程(A)および工程(B)を順次行うことを含む、製造方法。
工程(A);前記樹脂層の表面温度を、(Tma-20℃)~(Tma+25℃)の範囲内の温度に調整する工程
工程(B);成形時に前記樹脂層が成形型と接触するように積層体を配置し、前記樹脂層の表面温度が50~80℃の状態で前記積層体の少なくとも一部を屈曲させて成形加工する工程
続きを表示(約 690 文字)
【請求項2】
前記樹脂層が、さらに155~170℃の範囲に少なくとも1つのピークトップ温度(Tmb)を有し、かつ、TmaとTmbの温度差が10℃以上である、請求項1に記載の製造方法。
【請求項3】
前記ポリ(3-ヒドロキシブチレート)系樹脂は重量平均分子量が10万~70万である、請求項1又は2に記載の製造方法。
【請求項4】
前記ポリ(3-ヒドロキシブチレート)系樹脂は、少なくとも1種類のポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)を含む、請求項1又は2に記載の製造方法。
【請求項5】
前記ポリ(3-ヒドロキシブチレート)系樹脂は、構成モノマーの平均含有比率が互いに異なる少なくとも2種類のポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)を含む、請求項4に記載の製造方法。
【請求項6】
前記ポリ(3-ヒドロキシブチレート-コ-3-ヒドロキシヘキサノエート)が3-ヒドロキシヘキサノエート単位の平均含有比率が3モル%以上30モル%以下である、請求項4に記載の製造方法。
【請求項7】
前記基材層が生分解性を有する、請求項1又は2に記載の製造方法。
【請求項8】
前記基材層が紙である、請求項7に記載の製造方法。
【請求項9】
前記成形体が容器である、請求項1又は2に記載の製造方法。
【請求項10】
前記成形体が袋である、請求項1又は2に記載の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ポリ(3-ヒドロキシブチレート)系樹脂を含む樹脂層を有する積層体を用いた成形体の製造方法、及び成形体に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、廃棄プラスチックによる環境問題がクローズアップされている。中でも、廃棄プラスチックによる海洋汚染は深刻であり、自然環境下で分解する生分解性プラスチックの普及が期待されている。
【0003】
そのような生分解性プラスチックとしては、種々のものが知られているが、中でも、ポリ(3-ヒドロキシブチレート)系樹脂は、多くの微生物種の細胞内にエネルギー貯蔵物質として生産、蓄積される熱可塑性ポリエステルであり、土中だけでなく、海水中でも生分解が進行しうる材料であるため、上記の問題を解決する素材として注目されている。
【0004】
また、ポリ(3-ヒドロキシブチレート)系樹脂を含む層を、紙等の生分解性を有する基材に積層してなる積層体は、樹脂と基材の双方が優れた生分解性を有する材料であるため、環境保護の観点から極めて有望である(例えば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0005】
国際公開第2019/239913号
【発明の概要】
【発明が解決しようとする課題】
【0006】
ポリ(3-ヒドロキシブチレート)系樹脂は比較的融点が高く、耐熱性を有する材料であるため、耐熱性が求められる用途で有用である。しかしながら、ポリ(3-ヒドロキシブチレート)系樹脂は、機械強度に乏しく、例えば、ポリ(3-ヒドロキシブチレート)系樹脂層を有する積層体を2次加工する際にクラックが生じやすいため積層体袋や容器に成形した場合に、成形体から内容物や空気が漏れるといった問題があった。
【0007】
本発明は、上記現状に鑑み、ポリ(3-ヒドロキシブチレート)系樹脂を含む樹脂層を有する積層体を成形体に加工する際にクラックの発生を抑制することが可能な製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意検討した結果、ポリ(3-ヒドロキシブチレート)系樹脂を含む樹脂層の表面を、示差走査熱量分析による結晶融解曲線におけるピーク温度に対して特定の温度領域に予熱した後、特定の温度領域で成形することで上記課題を解決できることを見出し、本発明を完成するに至った。
【0009】
即ち、 本発明は、 少なくとも、基材層、及び該基材層の少なくとも片側の最表面にポリ(3-ヒドロキシブチレート)系樹脂を含む樹脂層を備え、該樹脂層が、示差走査熱量分析による結晶融解曲線において100~155℃の範囲に少なくとも1つのピークトップ温度(Tma)を有する積層体を加工してなる成形体の製造方法であって、少なくとも下記工程(A)および工程(B)を順次行うことを含む、製造方法に関する。
工程(A);前記樹脂層の表面温度を、(Tma-20℃)~(Tma+25℃)の範囲内の温度に調整する工程
工程(B);成形時に前記樹脂層が成形型と接触するように積層体を配置し、前記樹脂層の表面温度が50~80℃の状態で前記積層体の少なくとも一部を屈曲させて成形加工する工程
また、本発明は、前記製造方法により得られる成形体に関する。
【発明の効果】
【0010】
本発明によれば、ポリ(3-ヒドロキシブチレート)系樹脂を含む樹脂層を有する積層体を含む、ポリ(3-ヒドロキシブチレート)系樹脂層にクラックのない成形体を提供でき、各種包材向けに生分解性と耐熱性に優れた袋、容器を提供することが可能である。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社カネカ
水切り部材
2日前
株式会社カネカ
屋根材保護具
2日前
株式会社カネカ
植毛鉤針取付治具
2日前
株式会社カネカ
アブレーションシステム
今日
株式会社カネカ
太陽電池モジュールの配置構造
2日前
株式会社カネカ
穿刺デバイス、及びその製造方法
2日前
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社不二越
射出成形機
6か月前
株式会社吉野工業所
計量キャップ
4か月前
東レエンジニアリング株式会社
処理装置
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
AGC株式会社
車両窓用窓ガラス
7か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社城北精工所
押出成形用ダイ
1か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
東レ株式会社
リーフディスク型フィルター
4か月前
パナック株式会社
複合体の製造方法
8か月前
トヨタ自動車株式会社
真空成形装置
2日前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
TOWA株式会社
樹脂成形装置
6か月前
UBEマシナリー株式会社
シミュレータ装置
4か月前
株式会社ウィル
電鋳ロールの製造方法
8か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ