TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023114469
公報種別
公開特許公報(A)
公開日
2023-08-18
出願番号
2022016767
出願日
2022-02-05
発明の名称
電鋳ロールの製造方法
出願人
株式会社ウィル
代理人
個人
主分類
B29C
59/04 20060101AFI20230810BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】低コストで時間をかけずに効率的に製造できる電鋳ロールの製造方法及びこれにより製造された電鋳ロールを提供する。
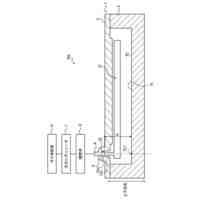
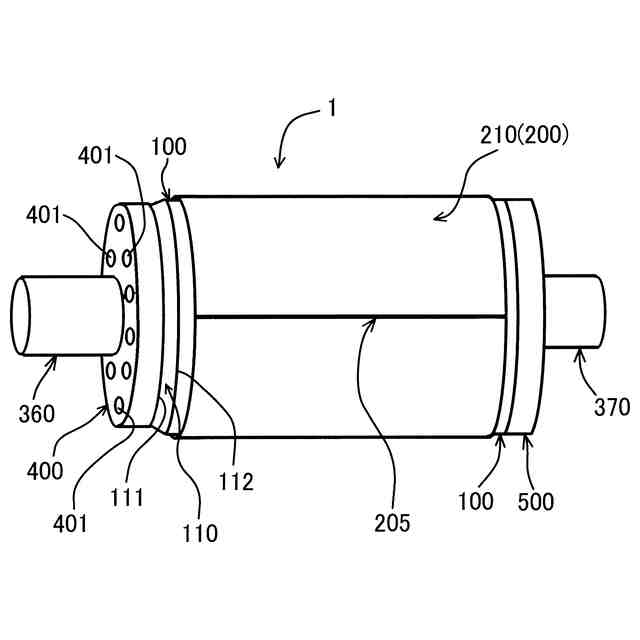
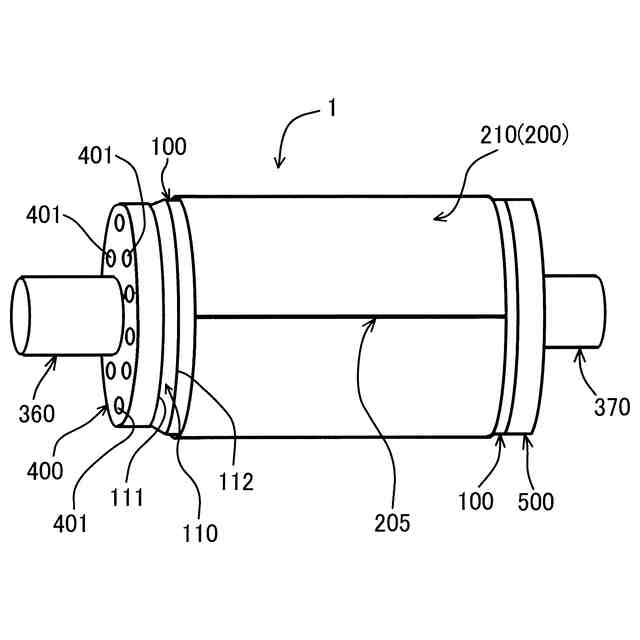
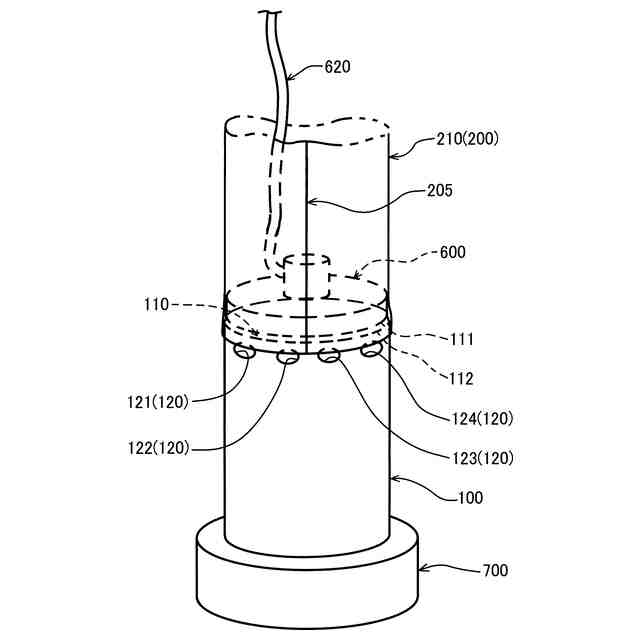
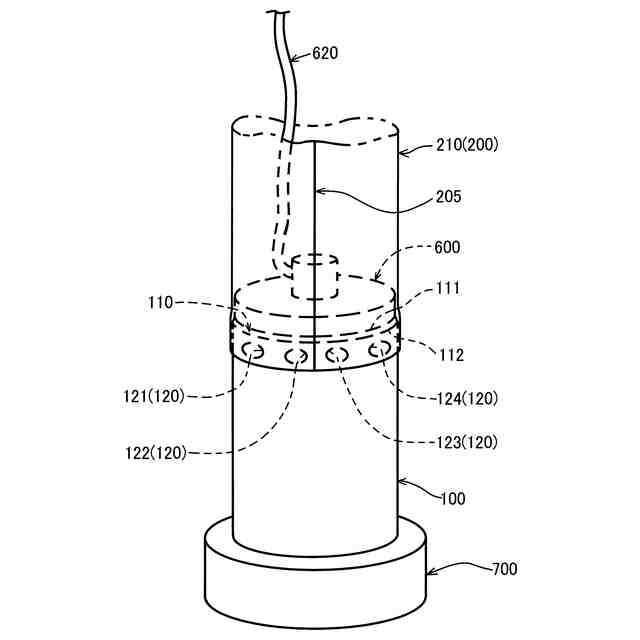
【解決手段】レーザー溶接で円筒状電鋳板210を作成し、外径が円筒状電鋳板の内径よりも僅かに大きく、一方の端部のテーパー部110の先端側縮径部の外周面が円筒状電鋳板の外径よりも僅かに小さくテーパー部近傍に加圧気体供給孔が形成されたスリーブ100を用意し、円筒状電鋳板の一方の端部をスリーブのテーパー部に突き当ててスリーブに押し込むことで、円筒状電鋳板のスリーブとの接触部を拡開塑性変形させながらスリーブのテーパー部を円筒状電鋳板の内周面に入れ込んで加圧気体供給孔を円筒状電鋳板で塞いだ後にスリーブ内に気体を加圧供給して円筒状電鋳板とスリーブ間に加圧気体の層を介在させ、円筒状電鋳板の端部をスリーブに対して所定位置に達するまで押し込んだ後に気体の供給を停止する。
【選択図】図1
特許請求の範囲
【請求項1】
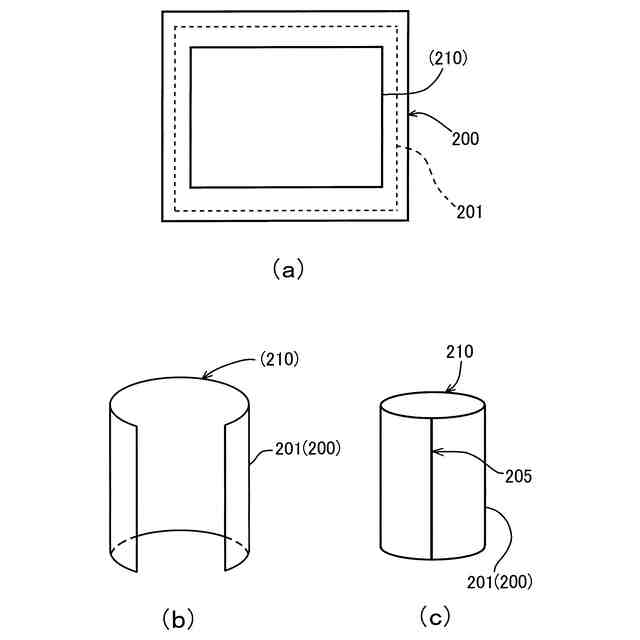
転写用シートの製造に使用するために所定寸法の矩形状に切断された電鋳板を用意して、当該電鋳板の対向する1組の一辺同士を長手方向全体に亘って当接した状態で溶接することで所定の長さと所定の内径を有した円筒状電鋳板を作成すると共に、
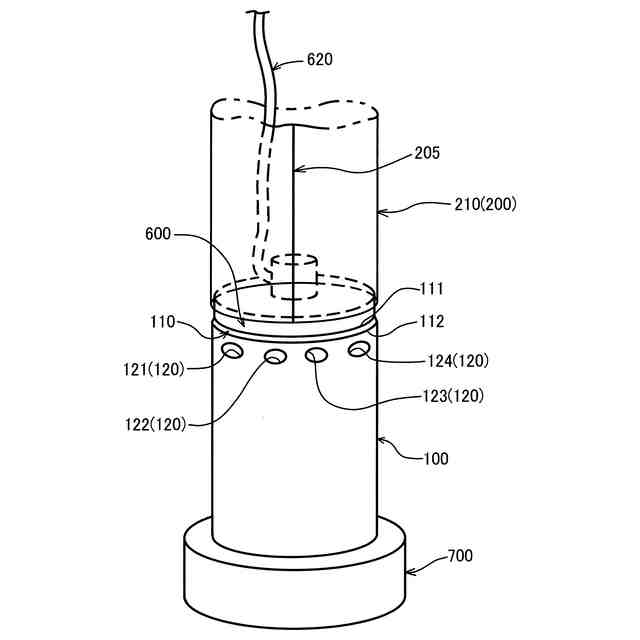
前記円筒状電鋳板の全長より所定の長さだけ長くかつ外径が当該円筒状電鋳板の内径よりも僅かに大きく、かつ一方の端部の縁部において全周に亘って形成されたテーパー部であって当該テーパー部の先端側縮径部の外周面が前記円筒状電鋳板の外径よりも僅かに小さく、更には前記テーパー部の近傍位置に当該スリーブの内周面と外周面を貫通する加圧気体供給孔が当該スリーブの周方向所定の間隔を隔てて形成された筒状体からなるスリーブを用意し、
前記円筒状電鋳板の一方の端部の縁部を全周に亘って前記スリーブのテーパー部に当該円筒状電鋳板と当該スリーブが同芯となる状態で突き当てて位置決めし、
前記円筒状電鋳板を前記スリーブと同芯状態を保ちながら当該スリーブに対して押し込むことで、前記円筒状電鋳板の前記スリーブとの接触部を拡開塑性変形させながら当該円筒状電鋳板の端部の前記スリーブのテーパー部の拡径部を当該円筒状電鋳板の内周面に入れ込み、
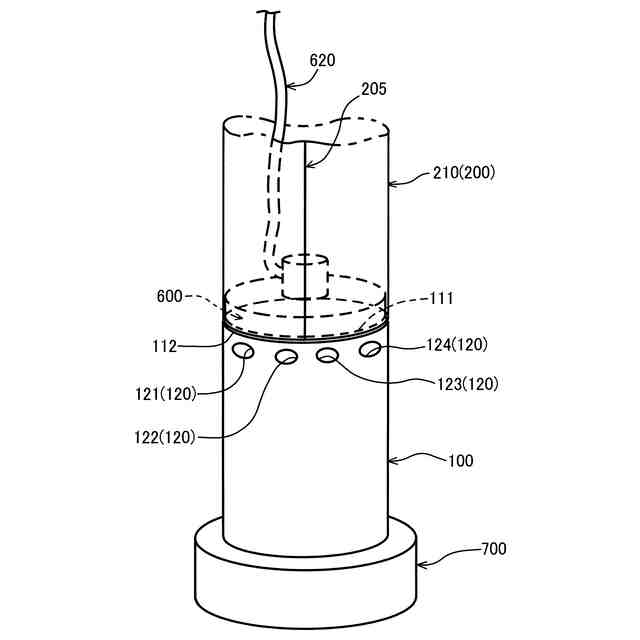
前記円筒状電鋳板を前記スリーブと同芯状態を保ちながら当該スリーブに対して更に押し込むことで、前記円筒状電鋳板の前記スリーブとの接触部を拡開塑性変形させながら前記スリーブに形成された加圧気体供給孔の当該スリーブ外周面側開口部を当該円筒状電鋳板の内周面で塞いでいき、
前記スリーブに形成された全ての加圧気体供給孔の前記スリーブ外周面側開口部を前記円筒状電鋳板の内周面によって完全に塞いだ直後に前記円筒状電鋳板の前記スリーブへの互いの同芯状態を保ちながら押し込み動作を停止し、
前記スリーブの両端部を当該スリーブの内部が気密になるように閉塞させた状態で前記スリーブの少なくとも一方の端部から気体を加圧供給し、
前記スリーブ内に加圧供給された気体が前記複数の加圧気体供給孔を通して当該加圧気体供給孔のスリーブ外周面側開口部から互いに密着した前記スリーブの外周面と前記円筒状電鋳板の内周面との間に入り込ませることで、両者の間に前記加圧気体供給孔が形成された領域であってスリーブ外周面の先端側から一定の幅の領域と、この一定の幅の領域において重なり合っている前記円筒状電鋳板の内周面との間全体に前記加圧気体の層を介在させ、
前記スリーブの外周面と前記円筒状電鋳板の内周面との間全体に前記加圧気体の層を介在させた状態を維持するように前記加圧気体を前記スリーブの内部に供給しながら、前記円筒状電鋳板の端部を前記スリーブのテーパー部形成側端部と反対側の基端側端部に向かって前記円筒状電鋳板が前記スリーブに対して長手方向所定の押し込み位置に達するまで押し込んでいき、
前記円筒状電鋳板が前記所定の押し込み位置まで達した状態で前記スリーブへの前記加圧気体の供給を停止することで、当該スリーブと当該円筒状電鋳板との間に介在した気体を除去することにより、当該円筒状電鋳板の内周面全体を当該スリーブの外周面に密着した状態で固定すると共に、前記スリーブの両端部を塞ぐ閉塞板を取り除くことによって、電鋳ロールのサブアッシーを製造することを特徴とする電鋳ロールの製造方法。
続きを表示(約 300 文字)
【請求項2】
請求項1に記載の電鋳ロールの製造方法によって製造された電鋳ロールのサブアッシーを用意すると共に、この電鋳ロールのサブアッシーに組み込み可能な寸法形状を有しかつ内部に冷却部を有した芯金ロールを用意し、
前記電鋳ロールのサブアッシーのスリーブ内に前記芯金ロールを挿入して当該芯金ロールを前記電鋳ロールのサブアッシーに取り付けて両者を固定することによって電鋳ロールを製造することを特徴とする電鋳ロールの製造方法。
【請求項3】
請求項1によって製造された電鋳ロールのサブアッシー。
【請求項4】
請求項2によって製造された電鋳ロール。
発明の詳細な説明
【技術分野】
【0001】
本発明は、転写シートを製造するのに適し、特にエンボスシートや光学関係フィルムなどの転写シートを製造するのに好適な電鋳ロールの製造方法及びこれにより製造された電鋳ロールに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来からエンボスシートや光学関係フィルムなどの転写シートを製造するにあたっていわゆる電鋳ロールが使用されている(例えば、特許文献1及び特許文献2参照)。
【0003】
特許文献1に記載の電鋳ロールは、サクションスリーブと、このサクションスリーブの外周に巻かれレーザー溶接でサクションスリーブに固定された電鋳板とを有している。
【0004】
また、特許文献2に記載の電鋳ロールは、サクションスリーブを用いて円筒状の切断剥離シートを形成し、その後サクションスリーブから円筒状の剥離シートを外して素管ロールに嵌め込み、固定した構造を有している。
【0005】
また、特許文献1及び特許文献2において開示された内容の問題点を解決した電鋳ロール及びその製造方法も知られている(特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
特開2009-226698号公報
特開2009-226697号公報
特許第5518800号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した特許文献1に記載の電鋳ロールは、サクションスリーブに巻かれた電鋳板が焼き嵌め等でサクションスリーブに密着して一体化しているので、電鋳板を交換する際にこれをサクションスリーブから無理に引き剥がさなければならない。そして、この電鋳板の引き剥がし作業の際にサクションスリーブに無理な力を及ぼし、サクションスリーブ自体の同芯度を保つことができなくなる。これによって、この後にこのサクションスリーブを再利用して電鋳板をそのサクションスリーブに巻き付けた場合に、サクションスリーブ自体の同芯度が確保できないため、この電鋳ロールによって転写されるエンボスシートや光学関係フィルムへの転写が均一に行なわれなくなる可能性がある。
【0008】
更には、特許文献1に記載の電鋳ロールは、サクションスリーブの内部に冷却用のパイプ機構を有しないので、エンボスシートや光学関連フィルムへの転写時にサクションスリーブの加圧空気供給孔を介して冷却水がサクションスリーブ内部から外部に漏れ出さないように特別な工夫をする必要があり、その分コスト面に反映してしまう。
【0009】
また、上述した特許文献2に記載の電鋳ロールは、レーザー溶接で円筒状に形成された電鋳板をサクションスリーブから一旦抜き出して芯金に嵌め込む作業を必要とするため、この作業中に同芯度がずれないように注意する必要がある。また、この電鋳ロールは、芯金ロールに巻かれた電鋳板が焼き嵌めや冷やし嵌めで芯金ロールに密着して一体化しているので、電鋳板を交換する際にこれを芯金ロールから無理に引き剥がさなければならない。そして、この電鋳板の引き剥し作業の際に芯金ロールに無理な力を及ぼし、芯金ロール自体の同芯度を保つことができなくなる。これによって、この芯金ロールから電鋳板を引き剥がした後、芯金ロールの外周を削って再利用する際、電鋳板をその芯金ロールに焼き嵌めや冷やし嵌めによって固着させた場合に、芯金ロール自体の同芯度が確保できないため、この電鋳ロールによって転写される光学関係フィルムへの転写が均一に行なわれなくなる可能性がある。
【0010】
一方、特許文献3は、上述した特許文献1及び特許文献2に開示された発明の欠点を全て解決することができる優れた発明である。しかしながら、この発明においても更なる以下のような改善点が求められている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社吉野工業所
計量キャップ
4か月前
東レエンジニアリング株式会社
処理装置
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
6か月前
東レ株式会社
リーフディスク型フィルター
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社城北精工所
押出成形用ダイ
1か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
株式会社イクスフロー
成形装置
28日前
TOWA株式会社
樹脂成形装置
6か月前
NISSHA株式会社
加飾成形品の製造方法
11日前
株式会社アーケム
発泡成形体の製造方法
6か月前
旭化成株式会社
装置
1か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
株式会社日本製鋼所
プリプレグ製造装置
19日前
旭化成株式会社
装置
19日前
株式会社日本製鋼所
プリプレグ製造装置
5日前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ