TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023147083
公報種別
公開特許公報(A)
公開日
2023-10-12
出願番号
2022054643
出願日
2022-03-29
発明の名称
発泡成形体の製造方法
出願人
株式会社アーケム
代理人
個人
主分類
B29C
44/60 20060101AFI20231004BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】発泡体から埋設部材の一部を露出させてなる発泡成形体を、容易に得るための、発泡成形体の製造方法を提供する。
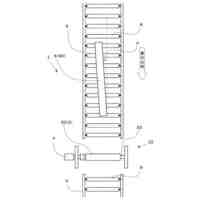
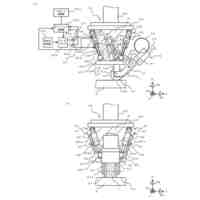
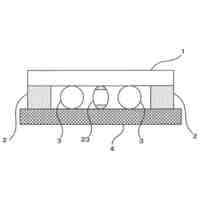
【解決手段】本発明に係る、発泡成形体の製造方法は、成形型1を用いることによって、発泡体から埋設部材の一部を露出させてなる発泡成形体を得るための、発泡成形体の製造方法である。成形型1のキャビティS1に、埋設部材12を配置して、キャビティS1内で発泡原料を発泡させ、埋設部材12の一部12aに向けてガスを噴射する。ガスの噴射圧は、発泡原料の発泡圧と同等の圧力であり、ガスの噴射は、発泡原料が反応を開始した時点に開始され、遅くとも当該発泡原料のライズタイムが経過するまで継続される。
【選択図】図1
特許請求の範囲
【請求項1】
成形型を用いることによって、発泡体から埋設部材の一部を露出させてなる発泡成形体を得るための、発泡成形体の製造方法であって、
前記成形型の内部に形成されたキャビティに、前記埋設部材の前記一部が前記キャビティの下面よりも高い位置となるように、当該埋設部材を配置して、前記キャビティ内で発泡原料を発泡させる、発泡原料発泡工程と、
前記キャビティ内の、前記埋設部材の前記一部に向けてガスを噴射する、ガス噴射工程と、を含んでおり、
前記ガスの噴射圧は、前記発泡原料の発泡圧と同等の圧力であり、
前記ガスの噴射は、前記発泡原料が反応を開始した時点に開始され、遅くとも当該発泡原料のライズタイムが経過するまで継続される、発泡成形体の製造方法。
続きを表示(約 160 文字)
【請求項2】
前記ガスの噴射時間は、前記埋設部材の前記一部と、前記キャビティの下面との間の高さに応じて調整されるものであり、前記埋設部材の露出寸法が異なる、2つ以上の発泡成形体を製造する場合、前記ガスの噴射時間は、前記高さが高い方を前記高さが低い方に比べて長くする、請求項1に記載された、発泡成形体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、発泡成形体の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来の発泡成形体としては、例えば、車両のシートフレームに固定するためのフレーム材を発泡体から突出させた、発泡成形体が知られている(例えば、特許文献1参照。)。こうした発泡成形体は、何らの対策を施さない場合、金型を用いたモールド成形時において、発泡体から突出させるべきフレーム材の周りに駄肉が生じる。このため、従来の、発泡成形体の製造方法には、例えば、特許文献1に記載の製造方法のように、前記金型のキャビティ内に、回動型のような着脱可能なクリアランス部材(入れ子)を設けることによって、発泡原料を供給する前に予め、発泡体から突出させるべきフレーム材の周囲にクリアランスを形成しておくものがある。
【先行技術文献】
【特許文献】
【0003】
特許第5663315号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の製造方法は、成形型(金型)の内部にクリアランス部材を配置するため、作業者による手作業が必要となり、作業工数も増加する。また、成形型内にクリアランス部材を配置する場合、成形型とクリアランス部材との間に発泡原料が流れた場合、発泡体が狙いと異なる形状で形成されることが懸念される。加えて、特許文献1に記載のように、クリアランス部材として回転型を用いた場合、当該回転型の回転機構に発泡体が侵入・付着するため、定期的なメンテンナンスが必要となる。
【0005】
本発明の目的は、発泡体から埋設部材の一部を露出させてなる発泡成形体を、容易に得るための、発泡成形体の製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明に係る、発泡成形体の製造方法は、成形型を用いることによって、発泡体から埋設部材の一部を露出させてなる発泡成形体を得るための、発泡成形体の製造方法であって、
前記成形型の内部に形成されたキャビティに、前記埋設部材の前記一部が前記キャビティの下面よりも高い位置となるように、当該埋設部材を配置して、前記キャビティ内で発泡原料を発泡させる、発泡原料発泡工程と、前記キャビティ内の、前記埋設部材の前記一部に向けてガスを噴射するガス噴射工程と、を含んでおり、前記ガスの噴射圧は、前記発泡原料の発泡圧と同等の圧力であり、 前記ガスの噴射は、前記発泡原料が反応を開始した時点に開始され、遅くとも当該発泡原料のライズタイムが経過するまで継続される。本発明に係る、発泡成形体の製造方法によれば、発泡体から埋設部材の一部を露出させてなる発泡成形体を、容易に得ることができる。
【0007】
本発明に係る、発泡成形体の製造方法は、前記ガスの噴射時間は、前記埋設部材の前記一部と、前記キャビティの下面との間の高さに応じて調整されるものであり、前記埋設部材の露出寸法が異なる、2つ以上の発泡成形体を製造する場合、前記ガスの噴射時間は、前記高さが高い方を前記高さが低い方に比べて長くすることが好ましい。この場合、埋設部材の露出寸法が異なる、発泡成形体を、容易に得ることができる。
【発明の効果】
【0008】
本発明によれば、発泡体から埋設部材の一部を露出させてなる発泡成形体を、容易に得るための、発泡成形体の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
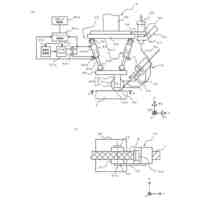
本発明の一実施形態に係る、発泡成形体の製造方法に使用可能な成形型システムの一例を概略的に示す断面図である。
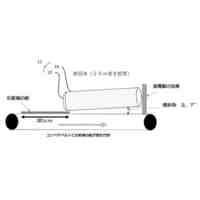
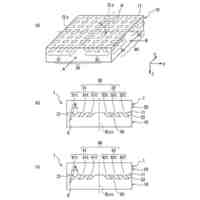
図1の成形型システムを用いることによって成形可能な、発泡成形体を概略的に示す断面図である。
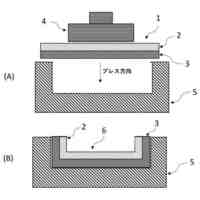
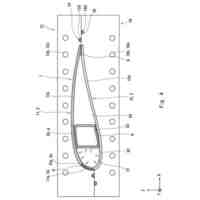
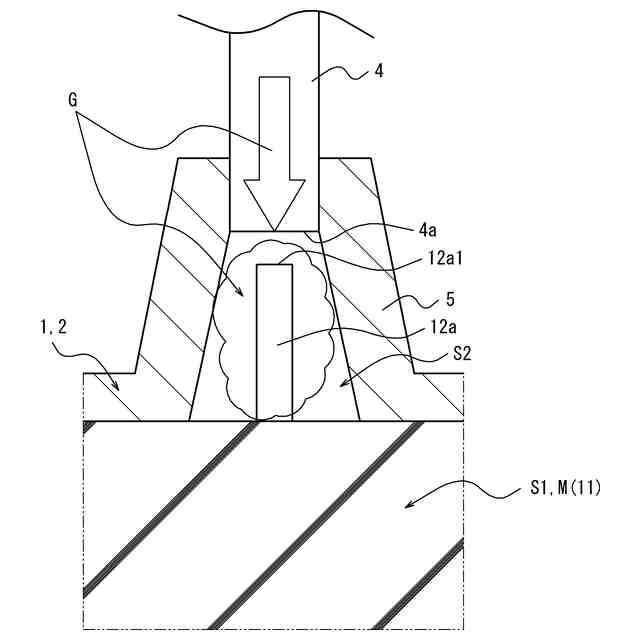
本発明の一実施形態に係る、発泡成形体の製造方法を説明するために、図1に記載の成形型の一部を拡大して示す断面図である。
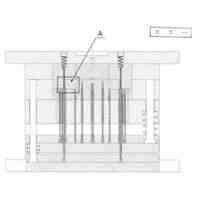
本発明の一実施形態に係る、発泡成形体の製造方法との比較のための、比較例としての、発泡成形体の製造方法を説明するために、当該比較例に係る、成形型の、図1に記載の成形型の一部に相当する部分を拡大して示す断面図である。
【発明を実施するための形態】
【0010】
以下、図面を参照して、本発明の一実施形態に係る、発泡成形体の製造方法について説明をする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
4か月前
津田駒工業株式会社
連続成形機
2か月前
輝創株式会社
接合方法
4か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社吉野工業所
計量キャップ
5か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
4か月前
トヨタ自動車株式会社
真空成形装置
14日前
東レ株式会社
リーフディスク型フィルター
5か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
株式会社城北精工所
押出成形用ダイ
2か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
NISSHA株式会社
加飾成形品の製造方法
26日前
UBEマシナリー株式会社
シミュレータ装置
4か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
東レエンジニアリング株式会社
立体造形装置
5か月前
株式会社イクスフロー
成形装置
1か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
株式会社スリーエス
光造形装置
11日前
積水樹脂株式会社
成形品及び成形品の成形設備
7日前
旭化成株式会社
装置
1か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
株式会社日本製鋼所
プリプレグ製造装置
20日前
東レエンジニアリング株式会社
テープ貼付装置
3か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
株式会社日本製鋼所
プリプレグ製造装置
1か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
旭化成株式会社
装置
1か月前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
株式会社松浦機械製作所
三次元成形方法
11日前
日産自動車株式会社
複合体
5か月前
トヨタ自動車株式会社
炭素繊維回収方法
4日前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
3か月前
株式会社フロンティア
樹脂容器の製造方法
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ