TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024063850
公報種別
公開特許公報(A)
公開日
2024-05-14
出願番号
2022171994
出願日
2022-10-27
発明の名称
成形品及び成形品の成形設備
出願人
積水樹脂株式会社
代理人
主分類
B29C
59/04 20060101AFI20240507BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
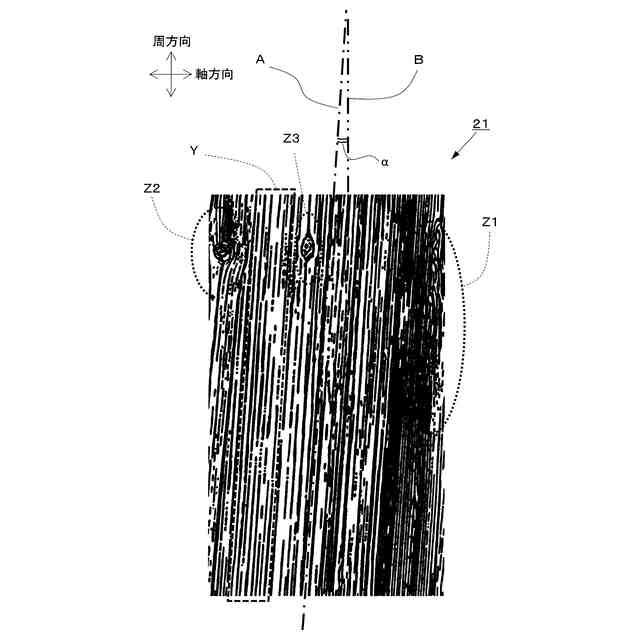
【課題】エンボスロールによって形成する木目模様の人工物感を小さくできる成形品と、その成形設備を提供する。
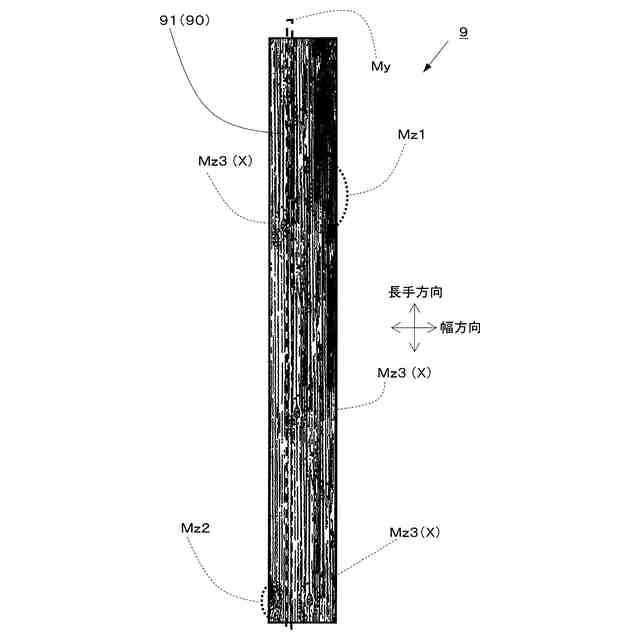
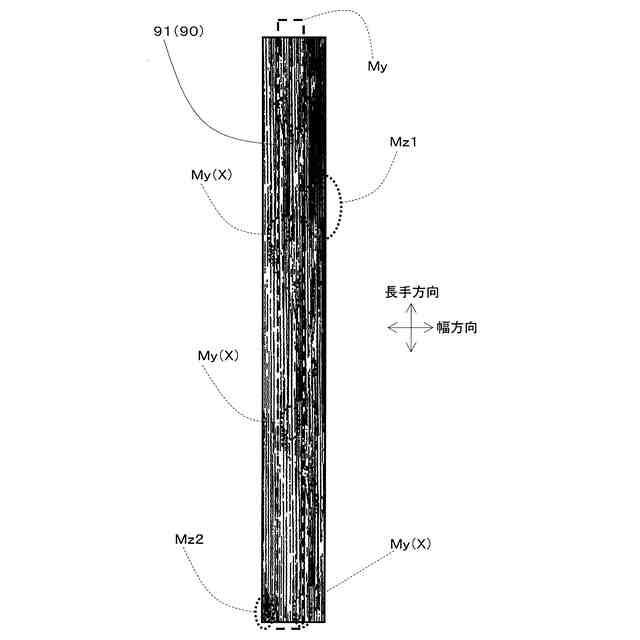
【解決手段】長尺状の表面にエンボスロールによって木目模様部を形成する成形品において、木目模様部が前記エンボスロールの加工面の一部位によって形成される繰返模様部を有し、この繰返模様部を長手方向に複数形成すると共に、各繰返模様部の幅方向の位置が異なるように配置する。各繰返模様部の幅方向の位置を異ならせて配置することで、各繰返模様部が繰り返し形成されているように認識されにくくなされ、成形品の人工物感が小さくなる。
【選択図】 図4
特許請求の範囲
【請求項1】
外面に凸凹を有する木目模様部を備える長尺状の成形品であって、
前記木目模様部はエンボスロールによって形成されており、
前記木目模様部はエンボスロールの加工面の一部位によって複数形成される繰返模様部を有し、該繰返模様部は前記外面の長手方向に複数形成されると共に、各繰返模様部の幅方向の位置が異なるように配置されていることを特徴とする成形品。
続きを表示(約 490 文字)
【請求項2】
前記木目模様部は複数の突条からなる柾目模様部を有し、該柾目模様部が前記外面の長手方向に沿うように形成されていることを特徴とする請求項1に記載の成形品。
【請求項3】
加工前長尺材の外面に凸凹を有する木目模様部を形成する成形品の成形設備であって、
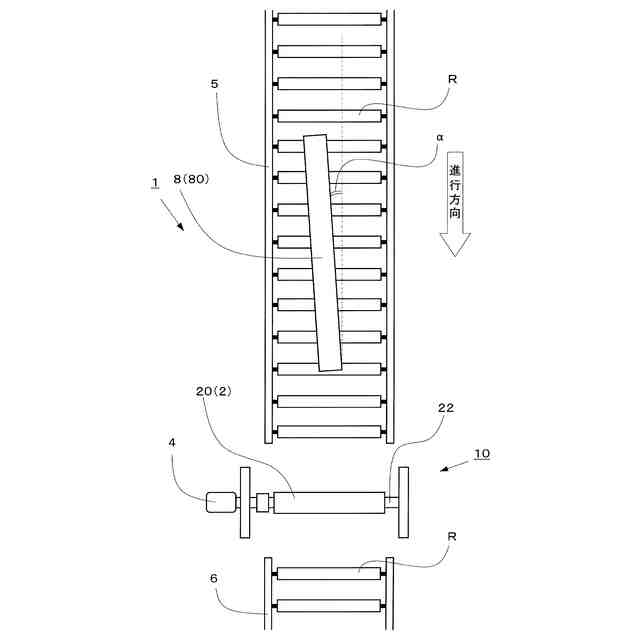
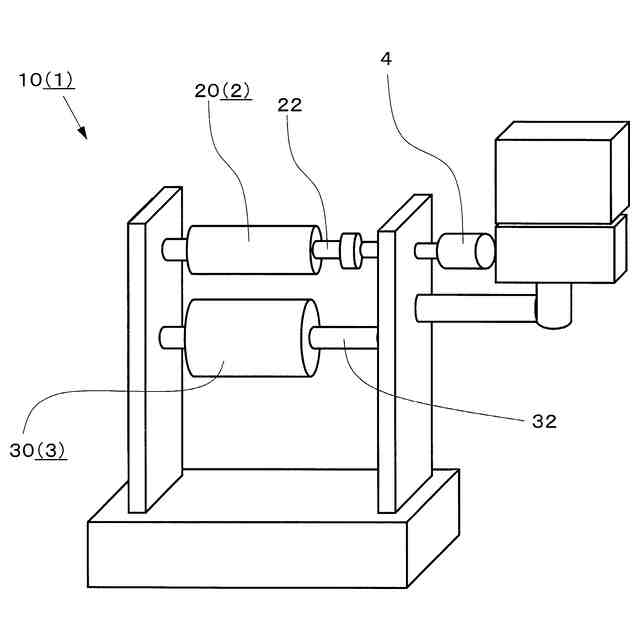
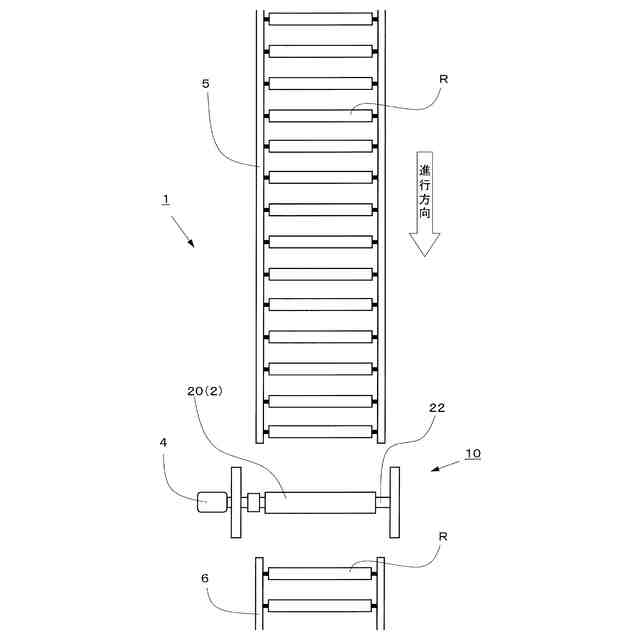
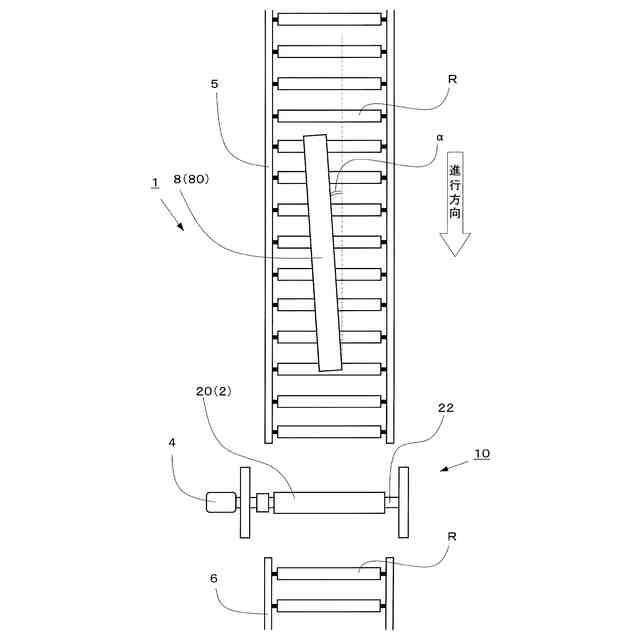
エンボスロールの加工面に前記木目模様部に対応する凸凹形状のエンボス部が形成されていると共に、該エンボス部が前記エンボスロールの周方向に対し所定角度に傾く傾斜状に形成されており、
前記エンボスロールは回転する軸の方向が加工前長尺材の進行方向に対して垂直に配置され、前記進行方向に対して長手方向を前記所定角度に傾けた前記加工前長尺材を前記エンボスロールへ進行させて前記木目模様部が形成されるように設けたことを特徴とする成形品の成形設備。
【請求項4】
前記エンボスロールは、前記エンボス部に複数の凹溝からなる柾目エンボス部を有しており、該柾目エンボス部が前記軸の方向に対し前記所定角度に傾斜して形成されて形成されていることを特徴とする請求項3に記載の成形品の成形設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は外面に木目模様を形成した成形品と、この成形品を製造するための成形設備に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
樹脂材料からなる長尺体の外面に木目模様を形成した木質調の成形品は従来から利用されており、成形品や成形方法に関する種々の発明が開示されている。
【0003】
例えば、特許文献1には、アクリロニトリル-エチレンプロピレンゴム-スチレン樹脂又はアクリルゴム-スチレン-アクリロニトリル樹脂からなる基材樹脂、木質充填剤、発泡剤、種剤樹脂、及び顔料を含む木質系樹脂組成物を大気中に押し出し、押し出された発泡成形体に、180℃~220℃のエンボスロールによりシボ付けと艶消しとを行うことを特徴とする艶消し木質調木口材の製造方法の発明が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2013-163389号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の艶消し木質調木口材の製造方法は、成形体の外面にエンボスロールによって木質調のシボ付けを行うものであるが、長尺状の成形体の外面へエンボスロールによってシボ付けした場合に、例えば木目の節のような特徴的な模様が長手方向に繰り返し形成されることで人工物感が強くなる、という問題点があった。
【0006】
本発明は、木目模様を有する人工物感が小さい成形品と、その成形設備を提供するものである。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明は以下のような構成としている。
すなわち本発明に係る成形品は、外面に凸凹を有する木目模様部を備える長尺状の成形品であって、前記木目模様部はエンボスロールによって形成されており、前記木目模様部はエンボスロールの加工面の一部位によって形成される繰返模様部を有し、該繰返模様部は前記外面の長手方向に複数形成されると共に、各繰返模様部の幅方向の位置が異なるように配置されていることを特徴とするものである。
【0008】
本発明に係る成形品によれば、長尺体の外面に凸凹を有する木目模様部をエンボスロールによって形成するので、成形品の外観を木材のように設けることができる。また、エンボスロールの加工面の一部位によって形成する繰返模様部を前記外面の長手方向に複数形成するので、成形品の大きさに対してエンボスロールの直径を小さく設けることができ、その成形を容易に行うことができる。また、各繰返模様部の幅方向の位置を異ならせて配置するので、各繰返模様部が繰り返し形成されているように認識されにくくなされ、成形品の人工物感が小さくなる。
【0009】
また、前記木目模様部に複数の突条からなる柾目模様部を設け、この柾目模様部を前記外面の長手方向に沿うように形成すれば、木目模様部における各繰返模様部の繰り返しが更に認識されにくくなされるので、好ましい。
【0010】
本発明に係る成形品の成形設備は、加工前長尺材の外面に凸凹を有する木目模様部を形成する成形設備であって、エンボスロールの加工面に前記木目模様部に対応する凸凹形状のエンボス部が形成されていると共に、該エンボス部が前記エンボスロールの周方向に対し所定角度に傾く傾斜状に形成されており、前記エンボスロールは回転する軸の方向が加工前長尺材の進行方向に対して垂直に配置され、前記進行方向に対して長手方向を前記所定角度に傾けた前記加工前長尺材を前記エンボスロールへ進行させて前記木目模様部が形成されるように設けたことを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
積水樹脂株式会社
取付金具
7日前
積水樹脂株式会社
取付金具
7日前
積水樹脂株式会社
取付金具
7日前
トヨタ自動車株式会社
発光鋲及びレンズ部材
21日前
東レ株式会社
吹出しノズル
今日
東レ株式会社
溶融紡糸設備
5か月前
東レ株式会社
シート成形口金
10か月前
東レ株式会社
金型の製造方法
10か月前
津田駒工業株式会社
連続成形機
8か月前
東レ株式会社
プリプレグテープ
2か月前
個人
射出ミキシングノズル
1か月前
株式会社日本製鋼所
押出機
1か月前
輝創株式会社
接合方法
10か月前
株式会社リコー
シート剥離装置
3か月前
帝人株式会社
成形体の製造方法
4か月前
東レ株式会社
一体化成形品の製造方法
3か月前
株式会社シロハチ
真空チャンバ
1か月前
東レ株式会社
延伸フィルムの製造方法
10か月前
六浦工業株式会社
接着装置
10か月前
グンゼ株式会社
印刷層の除去方法
10か月前
TOWA株式会社
成形型清掃用のブラシ
1か月前
株式会社日本製鋼所
押出成形装置
2か月前
株式会社日本製鋼所
押出成形装置
2か月前
三菱自動車工業株式会社
予熱装置
2か月前
大塚テクノ株式会社
樹脂製の構造体
8か月前
小林工業株式会社
振動溶着機
5か月前
トヨタ自動車株式会社
真空成形方法
6か月前
株式会社ニフコ
樹脂製品の製造方法
1か月前
株式会社リコー
シート処理システム
3か月前
トヨタ自動車株式会社
真空成形装置
6か月前
株式会社城北精工所
押出成形用ダイ
8か月前
KTX株式会社
シェル型の作製方法
5か月前
株式会社リコー
シート処理システム
3か月前
豊田鉄工株式会社
接合体及び接合方法
2か月前
三菱ケミカル株式会社
複合物品の製造方法。
1か月前
東ソー株式会社
高純度薬品用容器の製造方法
4か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ