TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024062454
公報種別
公開特許公報(A)
公開日
2024-05-10
出願番号
2022170284
出願日
2022-10-25
発明の名称
三次元成形方法
出願人
株式会社松浦機械製作所
代理人
個人
主分類
B29C
64/40 20170101AFI20240501BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】製造対象部品、サポート材、テストピースを対象とする三次元成形において、テストピースにつき、製造対象部品を支えるか、又は製造対象部品を支えるサポート材と
接合
することによって、効率的な成形及び効率的な粉末の利用を可能とする三次元成形方法及び当該方法に基づく三次元成形物を提供すること。
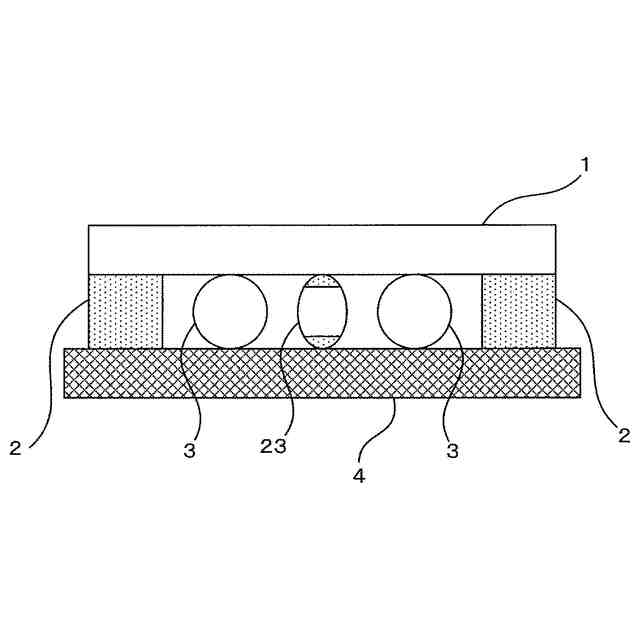
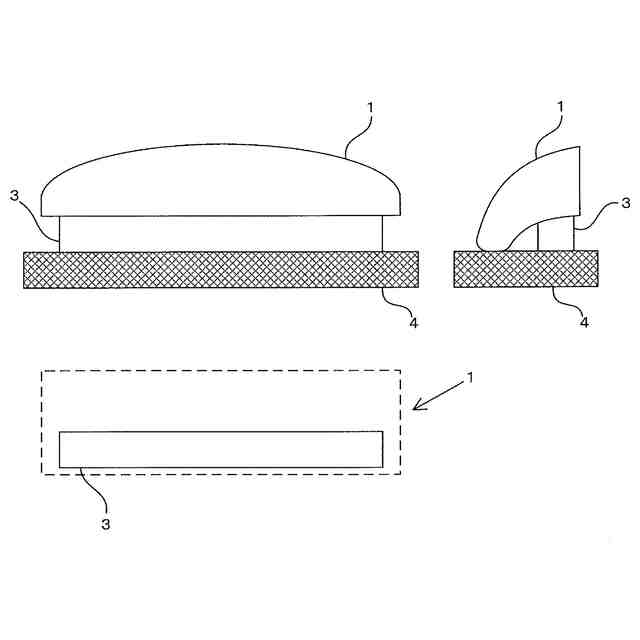
【解決手段】スキージの走行による粉末の散布、レーザビーム又は電子ビームの照射による粉末の焼結によって
成形する
製造対象部品1の一部領域に対し
、
サポート材2
、
テストピース3
の双方を、個別に接合するか、又はテストピース3を複数個のサポート材2に個別に接合するか、又は造形対象部品1の一部領域に対し、テストピース3を接合することによってサポート材2及びテストピース3を
、同一工程によって成形することによって、前記課題を達成している三次元成形方法。
【選択図】図1
特許請求の範囲
【請求項1】
ベースプレートの上側におけるスキージの走行による粉末の散布及びレーザビーム又は電子ビームの照射による粉末の焼結による成形に立脚し、かつ製造対象部品及び製造対象部品を支えるサポート材とテストピース及び/又はテストピースとサポート材との結合部材とを、同一工程内にて前記成形に至る三次元成形方法であって、製造対象部品の一部領域に対し、サポート材、テストピース及び/又は前記結合部材の双方を個別に接合した状態にて成形しているか、又は製造対象部品の一部領域に対し、サポート材を個別に接合し、かつテストピース及び/又は前記結合部材を当該サポート材に接合した状態にて成形していることを特徴とする三次元成形方法。
続きを表示(約 1,500 文字)
【請求項2】
サポート材、テストピース及び/又は前記結合部材がそれぞれ板状、柱状、立方体、球、楕円球の何れかであることを特徴とする請求項1記載の三次元成形方法。
【請求項3】
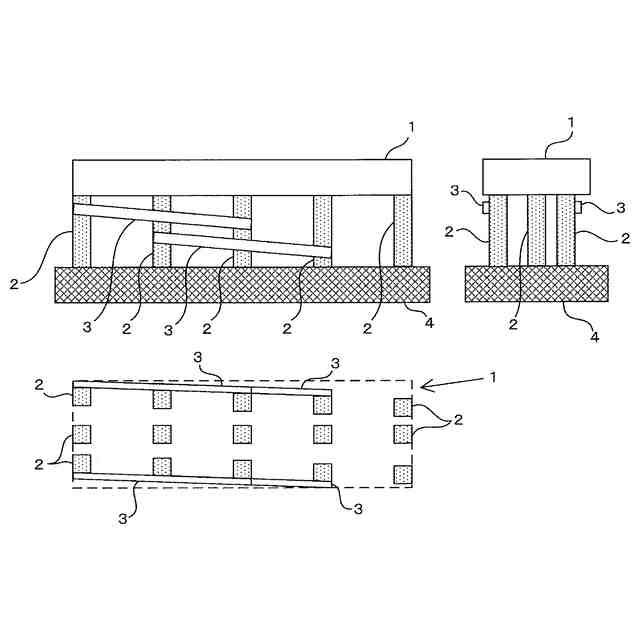
製造対象部品の一部領域を、長手方向を上下方向とする板状又は柱状による1個又は複数個のサポート材、並びに長手方向を上下方向とする板状又は柱状による1個又は複数個のテストピース及び/又は前記結合部材がそれぞれ水平方向に配列された状態にて下方から支えており、かつサポート材、及びテストピース及び/又は前記結合部材を水平方向に配列している単位の数が1個、又は平行若しくは非平行の状態による複数個であることを特徴とする請求項2記載の三次元成形方法。
【請求項4】
製造対象部品の一部領域を、長手方向を上下方向とする板状又は柱状による複数個のサポート材が水平方向に配列された状態にて上下方向から支えており、かつ上下方向の長手方向を形成する単位の数が1個又は複数個であると共に、複数個のサポート材の全部又は一部に対し、1個又は複数個のテストピースを交差状態にて接合することによって架設していることを特徴とする請求項2記載の三次元成形方法。
【請求項5】
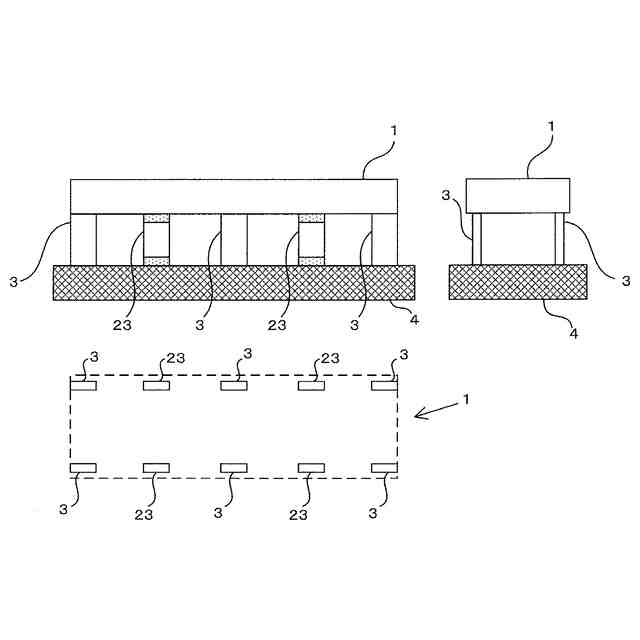
ベースプレートの上側におけるスキージの走行による粉末の散布及びレーザビーム又は電子ビームの照射による粉末の焼結による成形に立脚し、かつ製造対象部品及び製造対象部品を支えるテストピース及び/又はテストピースとサポート材との結合部材を、同一工程内にて前記成形に至る三次元成形方法であって、製造対象部品の一部領域に対し、テストピース及び/又は前記結合部材を1個又は複数個の単位にて接合した状態にて成形していることを特徴とする三次元成形方法。
【請求項6】
テストピース及び/又は前記結合部材が板状、柱状、立方体、球、楕円球の何れかであることを特徴とする請求項5記載の三次元成形方法。
【請求項7】
製造対象部品の一部領域を、長手方向を上下方向とする板状又は柱状による複数個のテストピース及び/又は前記結合部材が水平方向に配列された状態にて個別に下方から支えており、かつテストピース及び/又は前記結合部材を水平方向に配列している単位の数が1個、又は平行若しくは非平行の状態による複数個であることを特徴とする請求項6記載の三次元成形方法。
【請求項8】
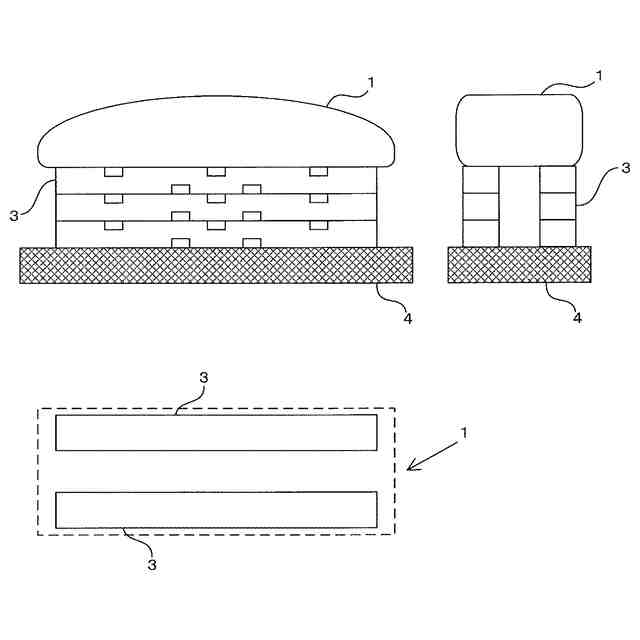
製造対象部品の一部領域を、長手方向を水平方向とする板状又は柱状による両側表面に凹凸形状による空隙を形成している複数個のテストピース及び/又は前記結合部材が下方から支えており、かつテストピース及び/又は前記結合部材が長手方向を形成する単位の数が1個、又は平行若しくは非平行の状態による複数個であることを特徴とする請求項6記載の三次元成形方法。
【請求項9】
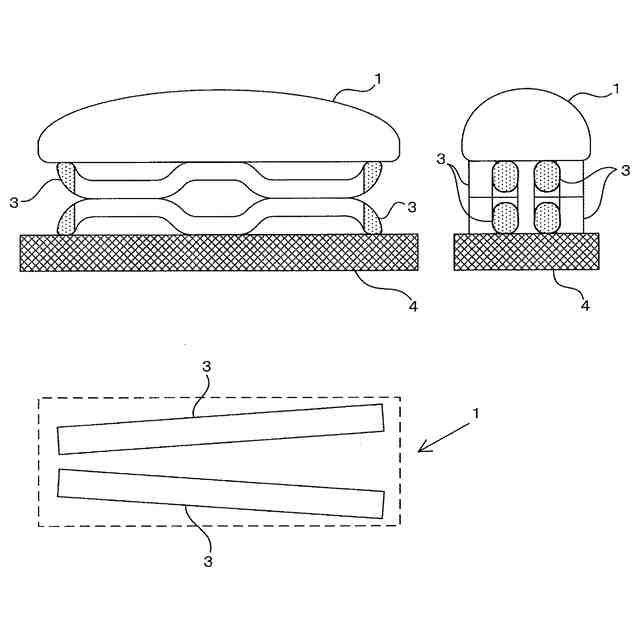
製造対象部品の一部領域を、長手方向を水平方向及び当該水平方向と交差する斜方向とすることによって湾曲している板状又は柱状による複数個のテストピース及び/又は前記結合部材が下方から支えており、かつテストピース及び/又は前記結合部材が長手方向を形成する単位の数が1個、又は平行若しくは非平行の状態による複数個であることを特徴とする請求項6記載の三次元成形方法。
【請求項10】
製造対象部品の一部領域を、長手方向を水平方向とする板状又は柱状による1個のテストピース及び/又は前記結合部材が下方から支えており、かつテストピース及び/又は前記結合部材が長手方向を形成する単位の数が1個、又は平行若しくは非平行の状態による複数個であることを特徴とする請求項6記載の三次元成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、製造対象部品、及び当該製造対象部品を下方から支えているサポート材、テストピース又はテストピースとサポート材との結合部材を、同一工程にて成形することによる三次元成形方法及び三次元成形物を対象としている。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来技術においては、製造対象部品は、ベースプレート上にて当該製造対象部品と同一素材であって、通常、焼結強度が製造対象部品の場合よりも弱い状態にあるサポート材によって支えられているが、製造対象部品と同一素材であって、しかも製造対象部品の場合と同一の焼結状態を採用し、かつ製造対象部品の単位体積当たりの塑性変形強度及び製造対象部品の密度を測定するために使用されるテストピース(試験片)によって支えられている訳ではない。
【0003】
しかも、従来技術による製造対象部品、テストピース及びサポート材は、スキージの走行による粉末の散布及びレーザビーム又は電子ビームの照射による焼結による各工程を採用している三次元成形において同一工程にて前記成形に及んでいるにも拘らず、テストピースについては、製造対象部品及びサポート材から独立分離した状態にて成形されている。
因みに、3Dプリンタ造形物用現像液組成物を発明の対象としている特許文献1の図1に示す実施形態においては、製造対象部品とテストピースとを兼用しているレンチはサポート材上に載置されているが、前記レンチはサポート材を完全に離脱した状況にある。
【0004】
術前計画骨モデルの作製方法を発明の対象としている特許文献2においては、三次元成形を前提とした上で、図8に示す骨モデルによる製造対象部品は、サポート材に接合した状態にて成形されているが、図9に示すテストピースは、製造対象部品及びサポート材から互いに分離した状態にて成形されている。
【0005】
しかしながら、このような分離した状態の場合には、製造対象部品及びサポート材とテストピースとは、個別の形状の下に三次元成形が行われ、ひいては、効率的な成形、及び三次元成形に必要な粉末の効率的な使用を実現することができない。
【0006】
このように、特許文献1及び同2を含む従来技術においては、テストピースについては、製造対象部品及びサポート材と独立分離した状態にて三次元成形が行われており、その結果、効率的な成形及び効率的な粉末の利用が不可能な状況にある。
【先行技術文献】
【特許文献】
【0007】
特開2014-83744号公報
特開2015-82043号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、製造対象部品、サポート材、テストピースを対象とする三次元成形において、テストピースにつき、製造対象部品を支えるか、又は製造対象部品を支えるサポート材と一体成形することによって、効率的な成形及び効率的な粉末の利用を可能とする三次元成形方法及び当該方法に基づく三次元成形物を提供することを目的としている。
【課題を解決するための手段】
【0009】
前記課題を解決するため、本発明の基本構成は、以下の基本構成(1)、(2)、(3)からなる。
(1)ベースプレートの上側におけるスキージの走行による粉末の散布及びレーザビーム又は電子ビームの照射による粉末の焼結による成形に立脚し、かつ製造対象部品及び製造対象部品を支えるサポート材とテストピース及び/又はテストピースとサポート材との結合部材とを、同一工程内にて前記成形に至る三次元成形方法であって、製造対象部品の一部領域に対し、サポート材、テストピース及び/又は前記結合部材の双方を個別に接合した状態にて成形しているか、又は製造対象部品の一部領域に対し、サポート材を個別に接合し、かつテストピース及び/又は前記結合部材を当該サポート材に接合した状態にて成形していることを特徴とする三次元成形方法。
(2)ベースプレートの上側におけるスキージの走行による粉末の散布及びレーザビーム又は電子ビームの照射による粉末の焼結による成形に立脚し、かつ製造対象部品及び製造対象部品を支えるテストピース及び/又はテストピースとサポート材との結合部材を、同一工程内にて前記成形に至る三次元成形方法であって、製造対象部品の一部領域に対し、テストピース及び/又は前記結合部材を1個又は複数個の単位にて接合した状態にて成形していることを特徴とする三次元成形方法。
(3)基本構成(1)、(2)の何れかの三次元成形方法によって成形されている三次元成形物。
【発明の効果】
【0010】
基本構成(1)においては、テストピースは、
a サポート材と共に、製造対象部品の一部領域に接合するか、
b 製造対象部品の一部領域に接合する前記結合部材において、サポート材と一体成形されるか、
c 製造対象部品の一部領域に接合しているサポート材に接合するか、
の何れかによって一体成形されており、従来技術のように、製造対象部品及びサポート材と独立分離した状態にて成形されている訳ではない。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
8か月前
東レ株式会社
溶融紡糸設備
12日前
東レ株式会社
シート成形口金
5か月前
東レ株式会社
金型の製造方法
5か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
接合用繊維強化樹脂
9か月前
東レ株式会社
繊維強化樹脂成形体
9か月前
睦月電機株式会社
樹脂成形用金型
9か月前
東レ株式会社
積層基材の製造方法
7か月前
輝創株式会社
接合方法
5か月前
世紀株式会社
造形装置
6か月前
東レ株式会社
延伸フィルムの製造方法
5か月前
AGC株式会社
車両窓用窓ガラス
9か月前
グンゼ株式会社
印刷層の除去方法
5か月前
六浦工業株式会社
接着装置
5か月前
株式会社吉野工業所
計量キャップ
6か月前
株式会社不二越
射出成形機
8か月前
東レエンジニアリング株式会社
処理装置
8か月前
小林工業株式会社
振動溶着機
12日前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
トヨタ自動車株式会社
真空成形方法
1か月前
東レ株式会社
リーフディスク型フィルター
6か月前
ダイハツ工業株式会社
3Dプリンタ
7か月前
株式会社アフィット
粉末焼結積層造形装置
6か月前
KTX株式会社
シェル型の作製方法
5日前
株式会社城北精工所
押出成形用ダイ
3か月前
大塚テクノ株式会社
樹脂製の構造体
3か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
UBEマシナリー株式会社
シミュレータ装置
5か月前
NISSHA株式会社
加飾成形品の製造方法
2か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形方法
9か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
9か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































