TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023149574
公報種別
公開特許公報(A)
公開日
2023-10-13
出願番号
2022058214
出願日
2022-03-31
発明の名称
立体造形方法
出願人
東レエンジニアリング株式会社
代理人
主分類
B29C
64/336 20170101AFI20231005BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】コア材から得られる立体構造物の少なくとも一部に所望の剛性、強度を持たせることができる立体造形方法を提供する。
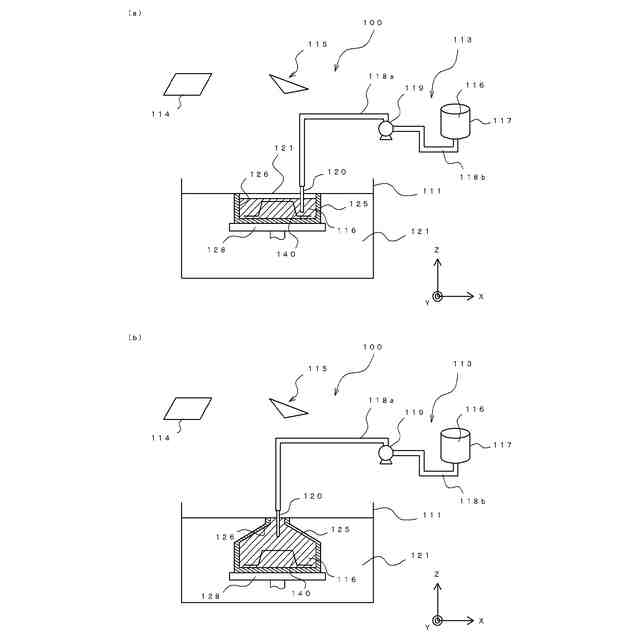
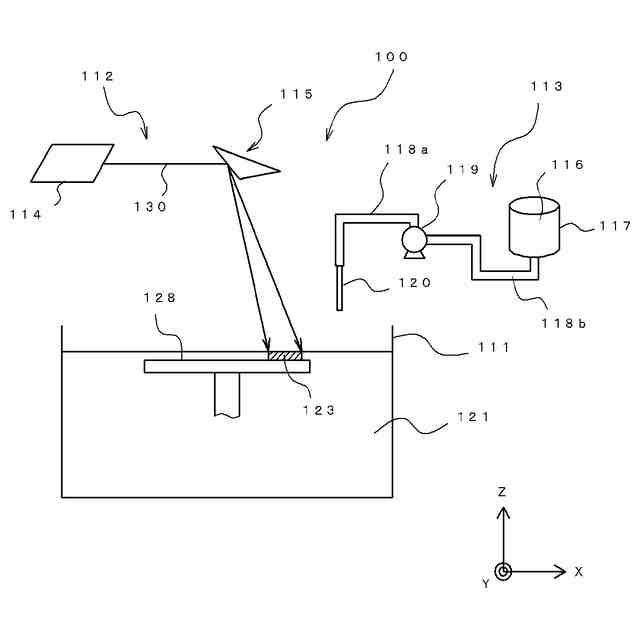
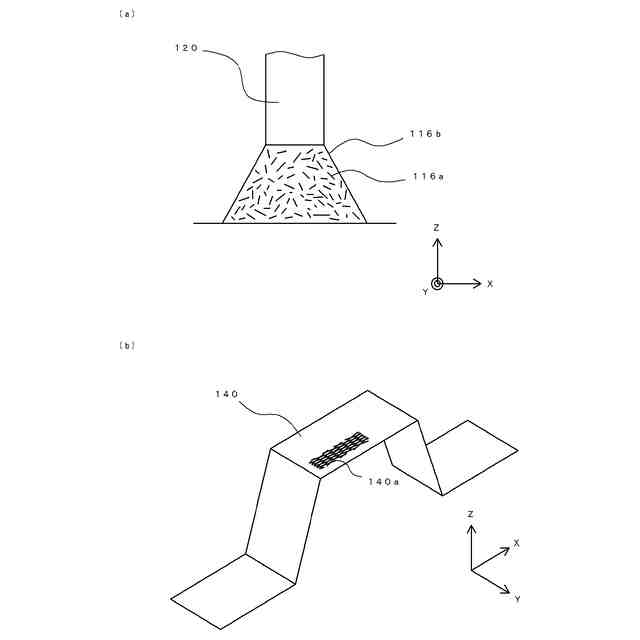
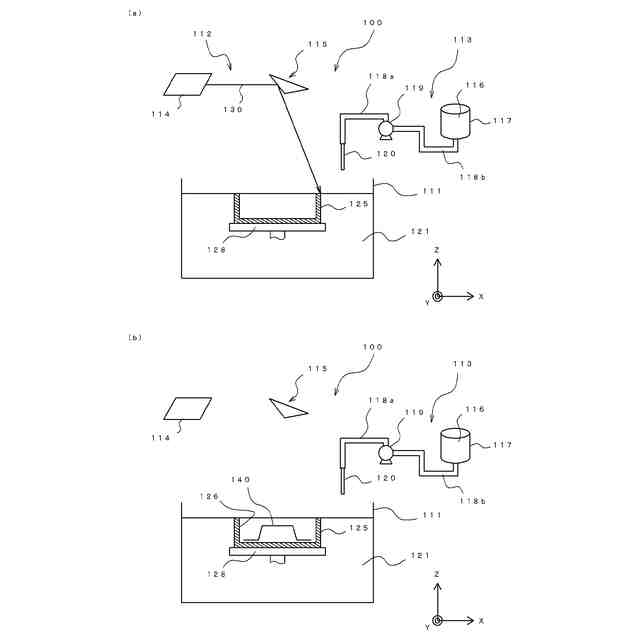
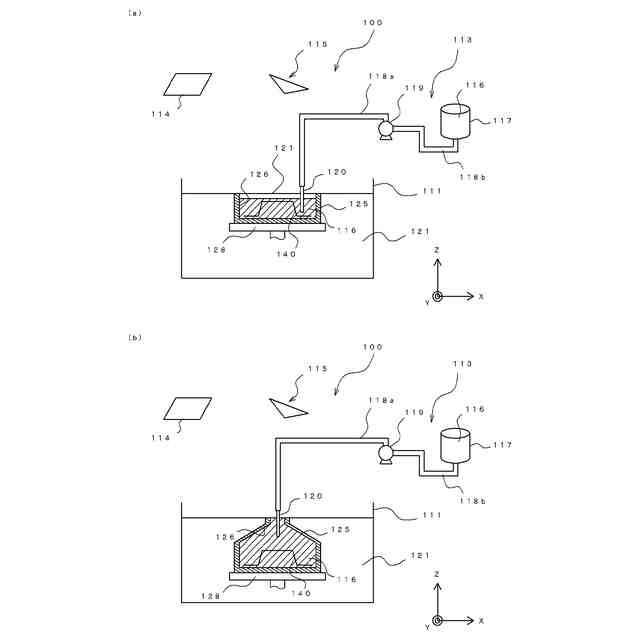
【解決手段】立体造形物の外殻層であるシェル125を、シェル材121を用いて先に造形し、次に造形済のシェル125に囲われた部分であるコア部126に強化材116aが分散された液相材料であるコア材116を充填することによって、コア材116を含む立体造形物を形成させる立体造形方法であって、コア部126へのコア材116の充填前、充填中、あるいは充填後に、あらかじめ賦形された繊維構造体140をコア部126へ配置する。
【選択図】図4
特許請求の範囲
【請求項1】
立体造形物の外殻層であるシェルを、シェル材を用いて先に造形し、次に造形済の前記シェルに囲われた部分であるコア部に強化材が分散された液相材料であるコア材を充填することによって、前記コア材を含む立体造形物を形成させる立体造形方法であって、
前記コア部への前記コア材の充填前、充填中、あるいは充填後に、あらかじめ賦形された繊維構造体を前記コア部へ配置することを特徴とする、立体造形方法。
続きを表示(約 100 文字)
【請求項2】
強化材が分散された樹脂であるコア材により形成された部分を含む立体造形物であり、前記コア材により形成された部分の内部には、賦形された繊維構造体が配置されていることを特徴とする、立体造形物。
発明の詳細な説明
【技術分野】
【0001】
本発明は、3Dプリンティングなどの付加製造技術を用いて立体造形物を形成させる立体造形装置の性能を維持する方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
3Dプリンティング技術を用いた製造装置の名称として、広く3Dプリンタという言葉が使われている。3Dプリンタは、3次元のCADデータをもとにコンピュータで造形物の断面形状を計算し、該造形物を薄い輪切り状の断面構成要素に分割して、その断面構成要素を種々の方法で形成し、それを積層させて目的とする造形物を形成する立体造形装置である。3Dプリンティング技術は、国際的にはAdditive Manufacturing Technologyと同義語として使われる場合が多く、日本語訳として、付加製造技術が用いられている。
【0003】
近年は、3Dプリンタで形成した造形物に対しても、実製品の量産前の評価目的で外観だけでなく剛性や強度が要求されるようになり、金属3Dプリンタや複合材3Dプリンタが注目されている。特に、下記特許文献1に開示されている立体造形方法では、造形槽内で複数回のシェル層の造形とコア材の充填が繰り返された後、活性エネルギー線の照射または熱エネルギーの付与によりコア材を一括して硬化させることにより、コア材により形成される造形物には積層界面が存在しないため、剛性、強度に方向性が無い造形物を造形することができる。
【先行技術文献】
【特許文献】
【0004】
特開2019-136923号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、上記の立体造形装置で用いるコア材は、炭素繊維などの強化材が分散された樹脂である。このコア材がノズルから吐出可能な流動性を有するには強化材の長さは長くとも1000um程度であり、この強化材の長さに起因してコア材から得られる立体構造物の剛性、強度には限界があるという問題があった。
【0006】
本願発明は、上記問題点を鑑み、コア材から得られる立体構造物の少なくとも一部に所望の剛性、強度を持たせることができる立体造形方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために本発明の立体造形方法は、立体造形物の外殻層であるシェルを、シェル材を用いて先に造形し、次に造形済の前記シェルに囲われた部分であるコア部に強化材が分散された液相材料であるコア材を充填することによって、前記コア材を含む立体造形物を形成させる立体造形方法であって、前記コア部への前記コア材の充填前、充填中、あるいは充填後に、あらかじめ賦形された繊維構造体を前記コア部へ配置することを特徴としている。
【0008】
本発明の立体造形装方法によれば、あらかじめ賦形された繊維構造体が配置されているため、強化材を含むコア材のみで形成された立体造形物に比べて高剛性、高強度に形成することができる。
【0009】
また、上記課題を解決するために本発明の立体造形物は、強化材が分散された樹脂であるコア材により形成された部分を含む立体造形物であり、前記コア材により形成された部分の内部には、賦形された繊維構造体が配置されている
本発明の立体造形物では、賦形された繊維構造体が配置されているため、強化材を含むコア材のみで形成された立体造形物に比べて高剛性、高強度に形成することができる。
【発明の効果】
【0010】
本発明の立体造形方法により、コア材から得られる立体構造物の少なくとも一部に所望の剛性、強度を持たせることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
1か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
接合用繊維強化樹脂
6か月前
東レ株式会社
繊維強化樹脂成形体
6か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社不二越
射出成形機
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
AGC株式会社
車両窓用窓ガラス
6か月前
株式会社吉野工業所
計量キャップ
4か月前
東レエンジニアリング株式会社
処理装置
6か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社城北精工所
押出成形用ダイ
1か月前
株式会社アフィット
粉末焼結積層造形装置
4か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
NISSHA株式会社
加飾成形品の製造方法
5日前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
TOWA株式会社
樹脂成形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
株式会社イクスフロー
成形装置
22日前
東レエンジニアリング株式会社
立体造形方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































