TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023178781
公報種別
公開特許公報(A)
公開日
2023-12-18
出願番号
2022091674
出願日
2022-06-06
発明の名称
複合体
出願人
日産自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/14 20060101AFI20231211BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】金属部と樹脂部との相互に対向する接合面の密着性をより向上させる複合体を提供する。
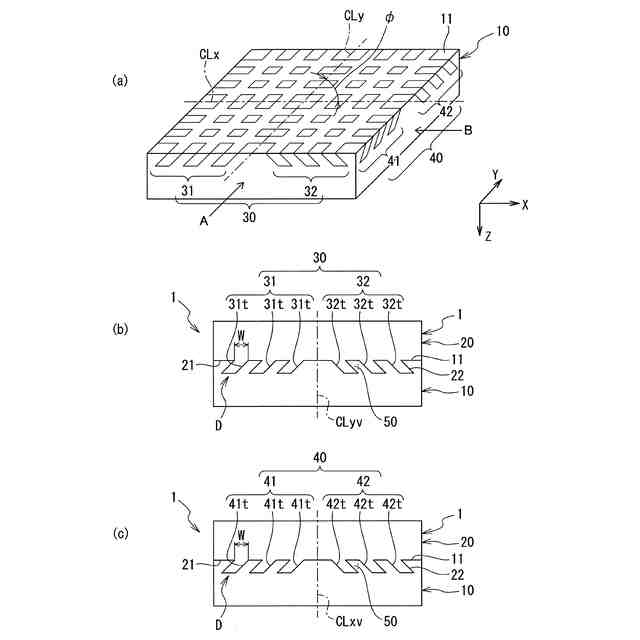
【解決手段】この複合体1は、金属部10と樹脂部20とが相互に対向する接合面11,21で接合された複合体であって、金属部10は、金属部10の接合面11にそれぞれが開口するとともに一の方向に沿って形成された複数の傾斜溝31t,32tを有する傾斜溝群30を備える。傾斜溝群30は、一の方向に沿った一の基準線CLyに垂直な対称軸CLyvを挟んで左右で線対称に形成された第一の群31と第二の群32とを有し、樹脂部20の接合面21は、金属部10の接合面11に傾斜溝群30の各傾斜溝31t,32t内部を充填した状態で接合されている。
【選択図】図1
特許請求の範囲
【請求項1】
金属部と樹脂部とが相互に対向する接合面で接合された複合体であって、
前記金属部は、当該金属部の接合面にそれぞれが開口する複数の傾斜溝によって構成された傾斜溝群を備え、
前記傾斜溝群は、少なくとも一の方向に沿った一の基準線に垂直な対称軸を挟んで左右で線対称に傾斜する第一の溝群と第二の溝群とを有し、
前記樹脂部の接合面は、前記金属部の接合面に前記傾斜溝群の溝内部を充填した状態で接合されていることを特徴とする複合体。
続きを表示(約 1,100 文字)
【請求項2】
前記金属部は、前記一の方向とこれに交差する他の方向とのそれぞれの方向に沿って形成された複数の傾斜溝群を備え、
当該複数の傾斜溝群は、前記一の方向および前記他の方向の各方向に沿った一の基準線に垂直な対称軸を挟んで左右で線対称に形成された第一の溝群と第二の溝群とを各方向それぞれに有する請求項1に記載の複合体。
【請求項3】
前記一の方向の前記傾斜溝群および前記他の方向の前記傾斜溝群は、相互の溝群の交差角度が、当該複合体に加わる外力の方向に応じて生じる応力を分散する交差角度に予め設定されている請求項2に記載の複合体。
【請求項4】
前記第一の溝群と前記第二の溝群とは、前記一の方向から前記接合面に沿って見た側面視において、当該金属部内で相互に離れる傾斜構造を有する請求項1に記載の複合体。
【請求項5】
前記第一の溝群と前記第二の溝群とは、前記一の方向から前記接合面に沿って見た側面視において、当該金属部内で相互に近づく傾斜構造を有する請求項1に記載の複合体。
【請求項6】
前記傾斜溝群を構成する各傾斜溝は、前記対称軸に対する各傾斜溝の傾斜角度が、5°以上60°以下である請求項1~5のいずれか一項に記載の複合体。
【請求項7】
前記傾斜溝群を構成する各傾斜溝は、前記接合面からの各傾斜溝の溝深さが、200μm以下である請求項1~5のいずれか一項に記載の複合体。
【請求項8】
前記傾斜溝群を構成する各傾斜溝は、前記一の方向若しくはこれに交差する他の方向での溝群において隣接する傾斜溝相互の離隔ピッチが、50μm以上300μm以下である請求項1~5のいずれか一項に記載の複合体。
【請求項9】
金属部と樹脂部とを相互に対向する接合面で接合して複合体を製造する方法であって、
前記金属部の接合面に、当該接合面にそれぞれが開口するとともに少なくとも一の方向に沿って傾斜溝群を形成する溝群形成工程と、
前記溝群形成工程で前記金属部に形成された前記傾斜溝群の内部を、溶融樹脂を射出して充填しつつ前記樹脂部の接合面を前記金属部の接合面に金型内で一体に接合する接合工程と、を含み、
前記溝群形成工程にあっては、前記傾斜溝群として、前記一の方向に沿った一の基準線に垂直な対称軸を挟んで左右で線対称をなす第一の溝群と第二の溝群とを形成し、
前記接合工程にあっては、前記溶融樹脂のファウンテンフローの中心線が前記一の基準線に沿って広がるように前記溶融樹脂を射出する、ことを特徴とする複合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属部と樹脂部とを相互に対向する接合面で接合した複合体に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
軽量化且つ低コスト化を目的に、金属部と樹脂部とを相互に対向する接合面で接合した複合体が知られている(例えば、特許文献1参照)。
この種の複合体として、例えば、金属部(メタルシート)上に、樹脂部として炭素繊維強化熱可塑性樹脂(CFRTP)からなる補強部材(リブ)をプレス形成する自動車部品が検討されている。これらの複合体による部品は、加熱した熱可塑性樹脂とメタルシートとを金型内で一体形成することで製造される。
【先行技術文献】
【特許文献】
【0003】
特許第5843750号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、この種の複合体において、相互に対向する接合面の密着性を十分に維持できないと、自動車部品の構造体として必要な強度を発揮できないという問題がある。
そこで、本発明は、このような問題点に着目してなされたものであって、金属部と樹脂部とを相互に対向する接合面で接合した複合体において、金属部と樹脂部との相互に対向する接合面の密着性(垂直引張強度)をより向上(密着性の改善)させ得る複合体および複合体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0005】
上記課題を解決するために、本発明の一態様に係る複合体は、金属部と樹脂部とが相互に対向する接合面で接合された複合体であって、前記金属部は、当該金属部の接合面にそれぞれが開口する複数の傾斜溝によって構成された傾斜溝群を備え、前記傾斜溝群は、少なくとも一の方向に沿った一の基準線に垂直な対称軸を挟んで左右で線対称に傾斜する第一の溝群と第二の溝群とを有し、前記樹脂部の接合面は、前記金属部の接合面に前記傾斜溝群の溝内部を充填した状態で接合されている。
【0006】
また、上記課題を解決するために、本発明の一態様に係る複合体の製造方法は、金属部と樹脂部とを相互に対向する接合面で接合して複合体を製造する方法であって、前記金属部の接合面に、当該接合面にそれぞれが開口するとともに少なくとも一の方向に沿って傾斜溝群を形成する溝群形成工程と、前記溝群形成工程で前記金属部に形成された前記傾斜溝群の内部を、溶融樹脂を射出して充填しつつ前記樹脂部の接合面を前記金属部の接合面に金型内で一体に接合する接合工程と、を含み、前記溝群形成工程にあっては、前記傾斜溝群として、前記一の方向に沿った一の基準線に垂直な対称軸を挟んで左右で線対称をなす第一の溝群と第二の溝群とを形成し、前記接合工程にあっては、前記溶融樹脂のファウンテンフローの中心線が前記一の基準線に沿って広がるように前記溶融樹脂を射出する。
【発明の効果】
【0007】
本発明によれば、金属部と樹脂部との相互に対向する接合面の密着性をより向上させることができる。
【図面の簡単な説明】
【0008】
本発明の一実施形態に係る複合体における金属部の第一態様(ハ字状の例)の説明図であり、同図(a)は、その模式的斜視図、(b)は(a)でのA矢視図、(c)は(a)でのB矢視図であり、同図(b)、(c)では第一態様の金属部に樹脂部を積層した複合体の状態を示している。
本発明の一実施形態に係る複合体の製造方法の接合工程において、射出した溶融樹脂のファウンテンフローの中心線が一の基準線に沿って広がるように溶融樹脂を射出する様子を説明する模式図であり、同図(a)はその平面図、(b)は正面図、(c)はシミュレーション結果を示すグラフであり、従来と本発明(ハ字状の例)との垂直引張強度をそれぞれ比較して示している。
本発明の一実施形態に係る複合体における金属部の第二態様(Vの字の例)の説明図であり、同図(a)は、その模式的斜視図、(b)は(a)でのA矢視図、(c)はシミュレーション結果を示すグラフであり、従来と本発明(V字状の例)との垂直引張強度(a)をそれぞれ比較して示している。
本発明の一実施形態に係る複合体の製造方法の溝群形成工程において、レーザの照射角度(a)と溝の垂直引張強度との関係(b)を示すグラフである。
本発明の一実施形態に係る複合体の製造方法の溝群形成工程において、溝深さ(a)と溝の垂直引張強度との関係(b)を示すグラフである。
本発明の一実施形態に係る複合体の製造方法の溝群形成工程において、溝ピッチ(a)と溝の垂直引張強度との関係(b)を示すグラフである。
本発明の一実施形態において、一の方向とこれに交差する他の方向での複数の傾斜溝群相互が金属部の接合面において交差しており、相互の交差角度が、当該複合体に加わる外力の方向に応じて生じる応力を分散する角度に予め設定されている変形例を示す模式的平面図である。
従来の複合体の一例の説明図であり、同図(a)は、従来の複合体を構成する金属部の模式的斜視図、(b)は(a)でのA-A'断面図、(c)は要部拡大図であり、同図では金属部に樹脂部を積層した複合体の状態を示している。
【発明を実施するための形態】
【0009】
以下、本発明の一実施形態について、図面を適宜参照しつつ説明する。なお、図面は模式的なものである。そのため、厚みと平面寸法との関係、比率等は現実のものとは異なることに留意すべきであり、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれている。
また、以下に示す実施形態は、本発明の技術的思想を具体化するための装置や方法を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造、配置等を下記の実施形態に特定するものではない。
【0010】
[複合体]
まず、本発明の一実施形態に係る複合体とその金属部の第一態様について説明する。
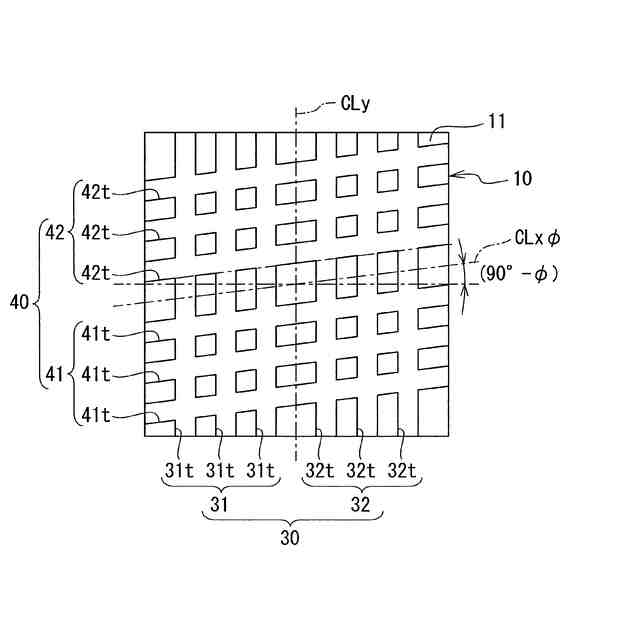
図1に示すように、金属部10は、例えば板厚が1mm程度のアルミ合金製(例えばA5052)の金属板(メタルシート)である。本実施形態の金属部10は、複数の傾斜溝群として、同図のY方向に沿って、接合面11にそれぞれ開口する第一の傾斜溝群30と、同図のX方向に沿って接合面11にそれぞれ開口する第二の傾斜溝群40と、を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社不二越
射出成形機
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
六浦工業株式会社
接着装置
3か月前
東レエンジニアリング株式会社
処理装置
6か月前
AGC株式会社
車両窓用窓ガラス
7か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社城北精工所
押出成形用ダイ
1か月前
トヨタ自動車株式会社
真空成形装置
2日前
東レ株式会社
リーフディスク型フィルター
4か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
株式会社イクスフロー
成形装置
1か月前
UBEマシナリー株式会社
シミュレータ装置
4か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
7か月前
TOWA株式会社
樹脂成形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ


































