TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024054540
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022160820
出願日
2022-10-05
発明の名称
プリプレグ製造装置
出願人
株式会社日本製鋼所
代理人
個人
主分類
B29B
15/10 20060101AFI20240410BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】安定した幅(目標幅又は概ね目標幅)のプリプレグを製造することができるプリプレグ製造装置を提供する。
【解決手段】樹脂粉体が付着した搬送中のシート状繊維基材の前記樹脂粉体を加熱し溶着させてプリプレグを製造するプリプレグ製造装置であって、搬送中の前記シート状繊維基材の幅を検出する幅検出センサ100と、前記幅検出センサにより検出された搬送中の前記シート状繊維基材の幅が予め定められた目標幅となるように搬送中の前記シート状繊維基材の幅を制御する幅制御手段90と、を備える。
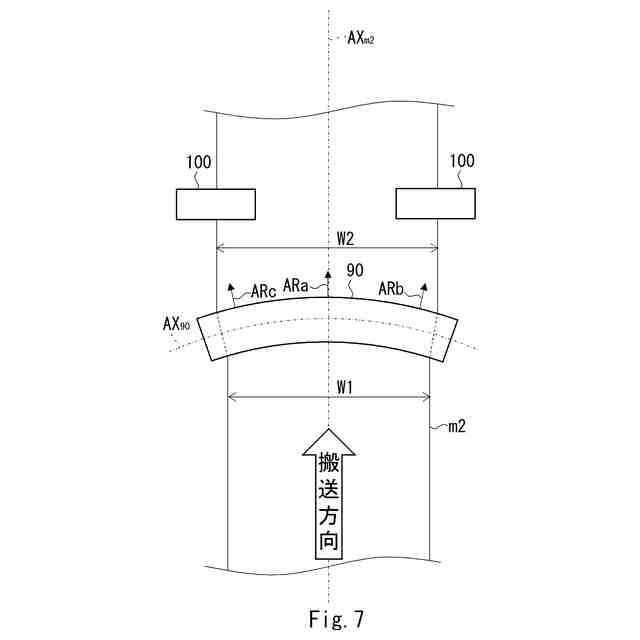
【選択図】図7
特許請求の範囲
【請求項1】
樹脂が付着した搬送中のシート状繊維基材の前記樹脂を加熱し溶着させてプリプレグを製造するプリプレグ製造装置であって、
搬送中の前記シート状繊維基材の幅を検出する幅検出センサと、
前記幅検出センサにより検出された搬送中の前記シート状繊維基材の幅が予め定められた目標幅となるように搬送中の前記シート状繊維基材の幅を制御する幅制御手段と、を備えるプリプレグ製造装置。
続きを表示(約 870 文字)
【請求項2】
前記樹脂は、樹脂粉体である請求項1に記載のプリプレグ製造装置。
【請求項3】
前記幅制御手段は、搬送中の前記シート状繊維基材が所定抱き角の範囲で接するエキスパンダーロール及び前記幅検出センサにより検出された搬送中の前記シート状繊維基材の幅が予め定められた目標幅となるように前記エキスパンダーロールのベンド量を制御する制御装置である請求項1に記載のプリプレグ製造装置。
【請求項4】
前記幅制御手段は、搬送中の前記シート状繊維基材が所定抱き角の範囲で接するスパイラルロール及び前記幅検出センサにより検出された搬送中の前記シート状繊維基材の幅が予め定められた目標幅となるように搬送中の前記シート状繊維基材のテンションを制御する制御装置である請求項1に記載のプリプレグ製造装置。
【請求項5】
前記幅制御手段は、搬送中の前記シート状繊維基材が所定抱き角の範囲で接するクラウンロール及び前記幅検出センサにより検出された搬送中の前記シート状繊維基材の幅が予め定められた目標幅となるように搬送中の前記シート状繊維基材のテンションを制御する制御装置である請求項1に記載のプリプレグ製造装置。
【請求項6】
前記幅制御手段は、搬送中の前記シート状繊維基材が所定抱き角の範囲で接する逆クラウンロール及び前記幅検出センサにより検出された搬送中の前記シート状繊維基材の幅が予め定められた目標幅となるように搬送中の前記シート状繊維基材のテンションを制御する制御装置である請求項1に記載のプリプレグ製造装置。
【請求項7】
前記幅制御手段は、搬送中の前記シート状繊維基材の幅方向の一端をニップする第1クロスガイダ、他端をニップする第2クロスガイダ、及び、前記幅検出センサにより検出された搬送中の前記シート状繊維基材の幅が予め定められた目標幅となるように前記第1クロスガイダ及び前記第2クロスガイダのニップ状態を制御する制御装置である請求項1に記載のプリプレグ製造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、安定した幅(目標幅又は概ね目標幅)のプリプレグを製造することができるプリプレグ製造装置に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
荷電された樹脂粉体を、高電圧が印加される電極(高電圧板)と搬送されるシート状繊維基材との間に形成された電界によるクーロン力及びエアーノズルから噴射されるエアの搬送力により、シート状繊維基材に付着させるように構成されたプリプレグ製造装置が知られている(例えば、特許文献1参照)。このように樹脂粉体が付着したシート状繊維基材は、樹脂溶着ヒータを通過する際、当該樹脂溶着ヒータで加熱される。これにより、シート状繊維基材に付着した樹脂粉体がシート状繊維基材に溶着し、プリプレグが製造される。
【先行技術文献】
【特許文献】
【0003】
特許第6121978号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記のように樹脂溶着ヒータで加熱されシート状繊維基材に溶着した樹脂粉体は、樹脂溶着ヒータを通過後に冷却され固化する際に収縮する。そのため、シート状繊維基材(例えば、UD基材)の幅が樹脂溶着ヒータを通過後に収縮してしまう。また、シート状繊維基材(例えば、UD基材)には品質のばらつきがある。その結果、安定した幅(目標幅又は概ね目標幅)のプリプレグを製造することが難しいという課題がある。
【0005】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0006】
一実施の形態に係るプリプレグ製造装置は、樹脂粉体が付着した搬送中のシート状繊維基材の前記樹脂粉体を加熱し溶着させてプリプレグを製造するプリプレグ製造装置であって、搬送中の前記シート状繊維基材の幅を検出する幅検出センサと、前記幅検出センサにより検出された搬送中の前記シート状繊維基材の幅が予め定められた目標幅となるように搬送中の前記シート状繊維基材の幅を制御する幅制御手段と、を備える。
【発明の効果】
【0007】
前記一実施の形態によれば、安定した幅(目標幅又は概ね目標幅)のプリプレグを製造することができるプリプレグ製造装置を提供することができる。
【図面の簡単な説明】
【0008】
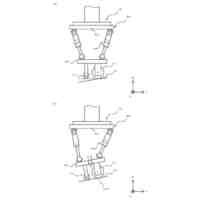
本開示の実施形態に係るプリプレグ製造装置の構成概要を示す平面図である。
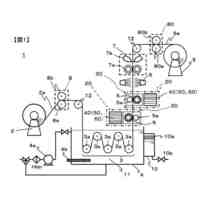
本開示の実施形態に係るプリプレグ製造装置の構成概要を示す側面図である。
図2のA-A矢視図である。
参考例のプリプレグ製造装置を用いてプリプレグを製造する製造方法を説明するための図である。
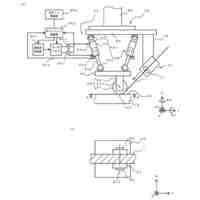
エキスパンダーロール90を用いたプリプレグ製造装置の概略構成図である。
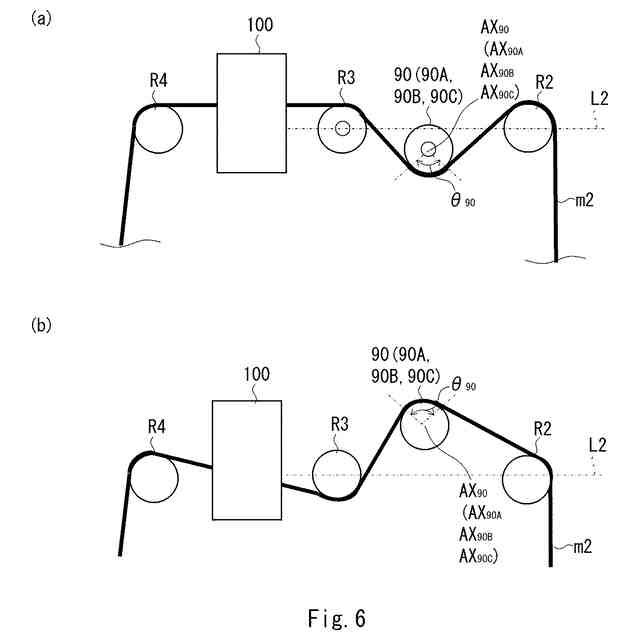
(a)エキスパンダーロール90、基材幅センサ100の具体的な配置例(図5中の符号B1が示す矩形内の拡大図詳細図)、(b)エキスパンダーロール90、基材幅センサ100の具体的な配置例(変形例)である。
図6中の矢印AR7方向から見た矢視図(概略図)である。
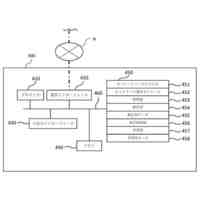
制御装置110等のシステム構成図である。
エキスパンダーロール90を用いたプリプレグ製造装置の動作例(プリプレグ幅制御処理1)のフローチャートである。
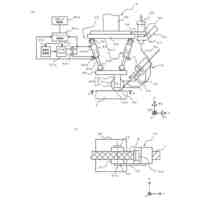
図7中のエキスパンダーロール90をスパイラルロール90Aに置き換えた図である。
制御装置110A等のシステム構成図である。
スパイラルロール90Aを用いたプリプレグ製造装置の動作例(プリプレグ幅制御処理2)のフローチャートである。
図10中のスパイラルロール90Aをクラウンロール90Bに置き換えた図である。
図7中のエキスパンダーロール90をクロスガイダ90Cに置き換えた図である。
制御装置110C等のシステム構成図である。
クロスガイダ90Cを用いたプリプレグ製造装置の動作例(プリプレグ幅制御処理3)のフローチャートである。
【発明を実施するための形態】
【0009】
<参考例>
図1乃至図3を参照して参考例のプリプレグ製造装置について説明する。
【0010】
参考例のプリプレグ製造装置は、樹脂粉体30を炭素繊維織物やUDテープなどのシート状繊維基材50に付着させてプリプレグを製造する装置であって、図1及び図2に示すように、シート状繊維基材50を間にして左右に設けられた2つのチャンバー31,32と、チャンバー31,32内にそれぞれ設けられた供給管37,38と、供給管37,38の端部にそれぞれ接続されたフラット型エアーノズル41,42と、供給管37,38にそれぞれ設けられた粉末樹脂帯電部43,44を主に備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
東レエンジニアリング株式会社
処理装置
6か月前
六浦工業株式会社
接着装置
3か月前
株式会社吉野工業所
計量キャップ
4か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
6か月前
東レ株式会社
リーフディスク型フィルター
4か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
株式会社城北精工所
押出成形用ダイ
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
トヨタ自動車株式会社
真空成形装置
2日前
UBEマシナリー株式会社
シミュレータ装置
4か月前
NISSHA株式会社
加飾成形品の製造方法
14日前
株式会社イクスフロー
成形装置
1か月前
三井化学株式会社
光学部材の製造方法
7か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
TOWA株式会社
樹脂成形装置
6か月前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
東レエンジニアリング株式会社
テープ貼付装置
6か月前
東レエンジニアリング株式会社
テープ貼付装置
3か月前
日産自動車株式会社
複合体
4か月前
旭化成株式会社
装置
22日前
東レ株式会社
被膜剥離装置および被膜剥離方法
7か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ