TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024057163
公報種別
公開特許公報(A)
公開日
2024-04-24
出願番号
2022163697
出願日
2022-10-12
発明の名称
射出成形機
出願人
新潟機械株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
45/74 20060101AFI20240417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】エネルギー効率を向上し、温度制御の正確性・迅速性・容易性を向上する。
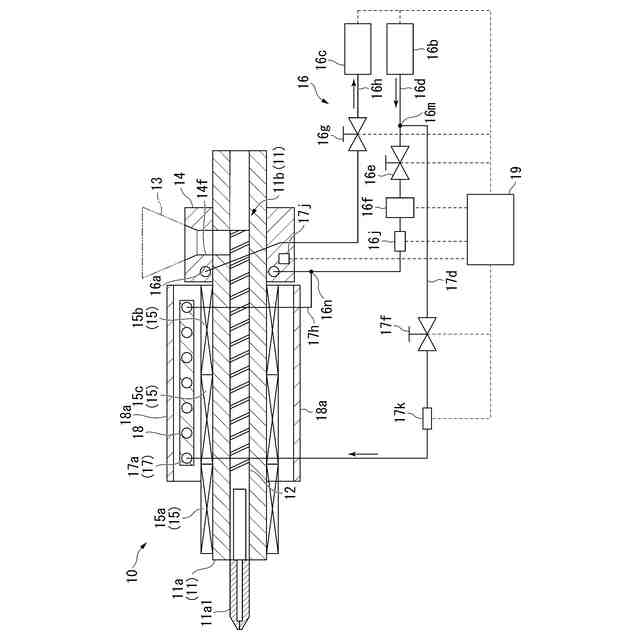
【解決手段】加熱シリンダと、加熱シリンダ内で駆動されるスクリューと、スクリューに成形材料を供給するためのホッパーと、ホッパーから加熱シリンダ内に成形材料を供給するホッパー下部材と、加熱シリンダを外周から加熱するヒータと、ホッパー下部材に熱媒を供給してホッパー下部材の温度調節をおこなうホッパー下温調部と、ヒータから加熱されて熱媒を前記ホッパー下温調部へと供給可能な熱媒加熱部と、を有する。
【選択図】図1
特許請求の範囲
【請求項1】
加熱シリンダと、
前記加熱シリンダ内で駆動されるスクリューと、
前記スクリューに成形材料を供給するためのホッパーと、
前記ホッパーから前記加熱シリンダ内に成形材料を供給するホッパー下部材と、
前記加熱シリンダを外周から加熱するヒータと、
前記ホッパー下部材に熱媒を供給して前記ホッパー下部材の温度調節をおこなうホッパー下温調部と、
前記ヒータから加熱されて熱媒を前記ホッパー下温調部へと供給可能な熱媒加熱部と、
を有する、
ことを特徴とする射出成形機。
続きを表示(約 470 文字)
【請求項2】
前記熱媒加熱部は、前記ヒータよりも前記加熱シリンダの径方向外方に配置される、
ことを特徴とする請求項1記載の射出成形機。
【請求項3】
前記熱媒加熱部は、前記熱媒加熱部よりも前記加熱シリンダの径方向外方に配置された受熱プレートで覆われる、
ことを特徴とする請求項2記載の射出成形機。
【請求項4】
前記熱媒加熱部は、前記ホッパー下温調部に供給する熱媒を温度制御する温度制御部よりも上流側で分岐接続される、
ことを特徴とする請求項1記載の射出成形機。
【請求項5】
前記ホッパー下温調部が前記ホッパー下部材を昇温する際には熱媒を前記熱媒加熱部に供給し、
前記ホッパー下温調部が前記ホッパー下部材を降温する際には熱媒を前記熱媒加熱部には供給しないように制御する、或いは、前記ホッパー下温調部に供給する熱媒と前記熱媒加熱部の熱媒とを混合させて制御する、制御部を有する、
ことを特徴とする請求項1から3のいずれか記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は射出成形機に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
一般的に射出成形機には、加熱シリンダを加熱するヒータと、ヒータの放熱防止のための保温カバーと、材料を供給するホッパー穴の近傍すなわちホッパー下部材の温度を制御するためのホッパー下温調機構と、が設けられている。このような構成が特許文献1~3に例示されている。
【0003】
ホッパー下温調機構は、通液・止液により設定温度に制御されている。このホッパー下部材に対する温度制御のうち、ホッパー下部材の降温に関しては通液による熱交換にておこなうため、比較的容易に制御することが可能である。これに対して、ホッパー下部材の昇温に関しては、加熱シリンダ後部からの熱伝導に頼っている。このため、ホッパー下部材が設定温度へ到達するには長時間を要するとともに、この加熱シリンダ後部の温度設定にも影響を受けることになる。
【先行技術文献】
【特許文献】
【0004】
特開2001-062868号公報
特開平08-099340号公報
特開平06-312438号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来、加熱シリンダ後部を加熱するヒータは、ホッパー下部材への熱伝導の影響により、加熱シリンダにおける他の部分、たとえば前部や中部を加熱するヒータに比べて、その出力が大きくなる傾向がある。これを改善したいという要求があった。
【0006】
また、加熱シリンダのヒータでの消費エネルギーは、射出成形機全体での消費エネルギーのうち、大半を占めるといわれる。しかし、加熱シリンダのヒータの熱エネルギーは、樹脂等の成形材料の可塑化に用いられる以外、そのエネルギーが廃熱として大気へと放熱されている。このため、これを有効利用したいという要求があった。
【0007】
本発明は、上記の事情に鑑みてなされたもので、以下の目的を達成しようとするものである。
1.加熱シリンダのヒータにおけるエネルギー効率を向上すること。
2.ホッパー下部材に対する温度制御の正確性・迅速性・容易性を向上すること。
3.射出成形機におけるエネルギー効率を向上すること。
【課題を解決するための手段】
【0008】
(1)本発明の一態様にかかる射出成形機は、加熱シリンダと、
前記加熱シリンダ内で駆動されるスクリューと、
前記スクリューに成形材料を供給するためのホッパーと、
前記ホッパーから前記加熱シリンダ内に成形材料を供給するホッパー下部材と、
前記加熱シリンダを外周から加熱するヒータと、
前記ホッパー下部材に熱媒を供給して前記ホッパー下部材の温度調節をおこなうホッパー下温調部と、
前記ヒータから加熱されて熱媒を前記ホッパー下温調部へと供給可能な熱媒加熱部と、
を有する、
ことにより上記課題を解決した。
(2)本発明の射出成形機は、上記(1)において、
前記熱媒加熱部は、前記ヒータよりも前記加熱シリンダの径方向外方に配置される、
ことができる。
(3)本発明の射出成形機は、上記(2)において、
前記熱媒加熱部は、前記熱媒加熱部よりも前記加熱シリンダの径方向外方に配置された受熱プレートで覆われる、
ことができる。
(4)本発明の射出成形機は、上記(1)において、
前記熱媒加熱部は、前記ホッパー下温調部に供給する熱媒の供給を切り替える供給制御弁部よりも上流側で分岐接続される、
ことができる。
(5)本発明の射出成形機は、上記(1)から(3)のいずれかにおいて、
前記ホッパー下温調部が前記ホッパー下部材を昇温する際には熱媒を前記熱媒加熱部に供給し、
前記ホッパー下温調部が前記ホッパー下部材を降温する際には熱媒を前記熱媒加熱部には供給しないように制御する、或いは、前記ホッパー下温調部に供給する熱媒と前記熱媒加熱部の熱媒とを混合させて制御する、制御部を有する、
ことができる。
【0009】
上記(1)の構成により、ホッパー下部材を昇温させる際に、ホッパー下部材に熱媒加熱部から熱媒を供給してホッパー下部材を昇温させることができる。これにより、ヒータで加熱シリンダを加熱して樹脂等の成形材料を可塑化する際に、外部に捨てられていたヒータからの熱を利用して、ホッパー下部材を昇温させることが可能となる。したがって、ホッパー下部材の昇温をヒータのみでおこなう場合に比べて、ホッパー下部材の昇温を迅速におこなうことができる。さらに、無駄に捨てられていたヒータの廃熱を利用して熱媒を加熱することで、射出成形機のエネルギー効率を向上することが可能となる。また、従来からホッパー下部材の昇温をおこなっていたホッパー下温調部の熱媒を熱媒加熱部で加熱することをも可能な構成とするために、所定位置で分岐した配管を設けるだけで、これらを可能とすることができる。
【0010】
上記(2)の構成により、ヒータによる加熱シリンダの加熱に影響を与えることなく、ヒータから外方に捨てられていた熱を熱媒加熱部によって再利用して熱媒を加熱可能とすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新潟機械株式会社
射出成形機
27日前
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
4か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社不二越
射出成形機
7か月前
六浦工業株式会社
接着装置
4か月前
東レエンジニアリング株式会社
処理装置
7か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社吉野工業所
計量キャップ
5か月前
AGC株式会社
車両窓用窓ガラス
7か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
トヨタ自動車株式会社
真空成形装置
14日前
東レ株式会社
リーフディスク型フィルター
5か月前
株式会社城北精工所
押出成形用ダイ
2か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
TOWA株式会社
樹脂成形装置
6か月前
NISSHA株式会社
加飾成形品の製造方法
26日前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形装置
5か月前
株式会社スリーエス
光造形装置
11日前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ