TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024056423
公報種別
公開特許公報(A)
公開日
2024-04-23
出願番号
2022163288
出願日
2022-10-11
発明の名称
圧力測定装置および射出成形機
出願人
株式会社ソディック
代理人
主分類
B29C
45/20 20060101AFI20240416BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形機に取り付け可能な圧力測定装置であって、容易にダイの切り換え作業が可能な圧力測定装置を提供する。
【解決手段】射出成形機の成形材料を射出する射出ユニットに取り付け可能な圧力測定装置5であって、射出ユニットに取り付けられ、射出ユニットによって射出された成形材料が流通する測定シリンダと、測定シリンダに取り付けられ、成形材料が流通する互いに仕様が異なる複数のダイ62,63と、成形材料の排出先を、複数のダイ62,63のいずれか1つに択一的に切り換える流路切換ピン64と、測定シリンダ内の成形材料の圧力を測定する圧力センサと、を備える、圧力測定装置5が提供される。
【選択図】図6
特許請求の範囲
【請求項1】
射出成形機の成形材料を射出する射出ユニットに取り付け可能な圧力測定装置であって、
前記射出ユニットに取り付けられ、前記射出ユニットによって射出された前記成形材料が流通する測定シリンダと、
前記測定シリンダに取り付けられ、前記成形材料が流通する互いに仕様が異なる複数のダイと、
前記成形材料の排出先を、前記複数のダイのいずれか1つに択一的に切り換える流路切換ピンと、
前記測定シリンダ内の前記成形材料の圧力を測定する圧力センサと、を備える、圧力測定装置。
続きを表示(約 1,000 文字)
【請求項2】
前記複数のダイは、
断面円筒形状の第1のキャピラリーが形成された第1のキャピラリーダイと、
断面円筒形状の第2のキャピラリーが形成された第2のキャピラリーダイと、を含み、
前記第1のキャピラリーは、所定の流入角、直径および有効長を有し、
前記第2のキャピラリーは、前記第1のキャピラリーと同一の流入角および直径を有し、前記第1のキャピラリーよりも短い有効長を有する、請求項1に記載の圧力測定装置。
【請求項3】
前記複数のダイは、
断面矩形形状の第1のスリットが形成された第1のスリットダイと、
断面矩形形状の第2のスリットが形成された第2のスリットダイと、を含み、
前記第1のスリットは、所定の流入角、幅、隙間および有効長を有し、
前記第2のスリットは、前記第1のスリットと同一の流入角、幅および隙間を有し、前記第1のスリットよりも短い有効長を有する、請求項1に記載の圧力測定装置。
【請求項4】
前記測定シリンダは、
前記射出ユニットのノズル取付孔に螺合する第1のシリンダと、
側面に前記複数のダイが取り付けられるダイ取付孔が形成された第2のシリンダと、を含み、
正面視において、前記第2のシリンダの中心軸を通る垂線と、前記ダイ取付孔の中心を通る直線とのなす角度は、40°以下である、請求項1に記載の圧力測定装置。
【請求項5】
前記測定シリンダを所望の温度に加熱するヒータをさらに備える、請求項1に記載の圧力測定装置。
【請求項6】
請求項1から請求項5のいずれか1項に記載の圧力測定装置が取り付けられた射出成形機であって、
前記圧力センサで測定した前記成形材料の前記圧力に基づき、前記成形材料の粘度を算出する制御装置を備える、射出成形機。
【請求項7】
前記制御装置は、前記粘度の算出にあたり、バーグレー補正を実施可能であるとともに、バーグレー補正の実施の有無を切り換え可能に構成される、請求項6に記載の射出成形機。
【請求項8】
前記制御装置は、前記粘度の算出によって得られたデータに基づき、グラフを描画可能に構成される、請求項6に記載の射出成形機。
【請求項9】
前記グラフは、剪断速度および前記粘度の対数グラフである、請求項8に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機の成形材料を射出する射出ユニットに取り付け可能な圧力測定装置と、当該圧力測定装置が取り付けられた射出成形機に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
射出成形を行うにあたり、成形材料の溶融粘度を把握したいという需要がある。例えば、溶融粘度を把握しておくことで、成形条件を導き出す参考になる。特に、生分解プラスチック材料や、ナノファイバー、金属粉末、セラミックス粉末等が添加されたコンパウンド材料といった材料は、溶融特性や流動特性についての知見が乏しいことが多く、溶融粘度を把握しておくことは有用である。あるいは、溶融粘度を測定することで、品質管理に役立てることもできる。例えば、バージン材とリサイクル材とを混合して成形材料として使用する場合は、溶融粘度を確認することで成形材料の劣化度合いを推定することができる。
【0003】
成形材料の溶融粘度を測定する装置の1つに、キャピラリーレオメータがある。キャピラリーレオメータは、シリンダと、シリンダ出口に取り付けられた細孔を有するダイと、シリンダ内圧力を測定する圧力センサと、を備える装置である。キャピラリーレオメータは、シリンダに充填した試料をピストンで押し出し、このときのシリンダ内圧力を測定することで、試料の粘度測定を行う。本明細書では、特に断りがない限り、断面円筒形状の細孔を有するダイをキャピラリーダイといい、断面矩形形状の細孔を有するダイをスリットダイという。
【0004】
キャピラリーレオメータを含めた一般的な粘度測定装置は、比較的高価であり、射出成形機のユーザに広く普及しているとはいえない。また、シリンダに手作業で試料としての成形材料を充填するといった作業も必要となり、測定に手間がかかる。そのため、射出成形機の装置を利用して、より簡易な機構で溶融粘度を測定することが考えられる。例えば、特許文献1は、ノズルが取り付けられたノズルアダプタに圧力センサを設け、樹脂圧力を測定することで溶融粘度を算出する射出成形機を開示している。特許文献1の射出成形機は、ノズルをキャピラリーダイとして使用することで、キャピラリーレオメータと同様の測定を行っている。射出成形機を使用することで、実際の射出成形に近い環境下で測定ができるという利点もある。
【先行技術文献】
【特許文献】
【0005】
特開2015-066700号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
粘度測定のための圧力測定を行うにあたり、ダイを異なる仕様のものに交換する場合がある。例えば、ダイの細孔入口および細孔出口で生じた圧力損失を考慮して真の剪断応力を求めるバーグレー(Bagley)補正を実施する場合は、細孔の有効長が異なる2以上のダイを使用し、それぞれのダイを使用時の圧力を測定する必要がある。特許文献1の射出成形機において、バーグレー補正を実施しようとすると、測定の途中でキャピラリーダイとして使用するノズルを交換しなければいけない。
【0007】
本発明はこのような事情に鑑みてなされたものであり、使用するダイを、互いに仕様が異なる複数のダイから択一的に選択可能に構成することで、より簡易に圧力測定を行うことができる、射出成形機に取り付け可能な圧力測定装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明によれば、射出成形機の成形材料を射出する射出ユニットに取り付け可能な圧力測定装置であって、射出ユニットに取り付けられ、射出ユニットによって射出された成形材料が流通する測定シリンダと、測定シリンダに取り付けられ、成形材料が流通する互いに仕様が異なる複数のダイと、成形材料の排出先を、複数のダイのいずれか1つに択一的に切り換える流路切換ピンと、測定シリンダ内の成形材料の圧力を測定する圧力センサと、を備える、圧力測定装置が提供される。
【発明の効果】
【0009】
本発明に係る圧力測定装置は、射出成形機に取り付け可能であり、互いに仕様が異なる複数のダイのうち、使用するダイを流路切換ピンによって択一的に選択可能に構成される。これにより、ダイの切り換えが必要な場合であっても、容易にダイの切り換え作業を行うことができる。ひいては、より簡易に圧力測定を行うことができる。
【図面の簡単な説明】
【0010】
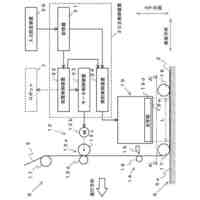
射出ノズルが取り付けられた状態の、本発明の実施形態に係る射出成形機の概略構成図である。
圧力測定装置が取り付けられた状態の、本発明の実施形態に係る射出成形機の概略構成図である。
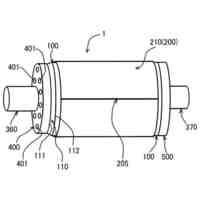
圧力測定装置を上方から見た斜視図である。
圧力測定装置を下方から見た斜視図である。
圧力測定装置の側面断面図である。
圧力測定装置のVI-VI矢視図であり、正面断面図である。
第1のキャピラリーダイおよび第2のキャピラリーダイの断面図である。
制御装置のブロック図である。
「シンプル測定モード」時の粘度測定用のGUIの一例である。
「バーグレー補正モード」時の粘度測定用のGUIの一例である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
4か月前
東レ株式会社
金型の製造方法
3か月前
津田工業株式会社
部材
9か月前
津田工業株式会社
部材
9か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
輝創株式会社
接合方法
4か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
AGC株式会社
車両窓用窓ガラス
7か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
7か月前
東レエンジニアリング株式会社
処理装置
7か月前
津田駒工業株式会社
自動繊維束配置装置
10か月前
六浦工業株式会社
接着装置
4か月前
株式会社吉野工業所
計量キャップ
5か月前
個人
超高速射出点描画による熱溶解積層法
4か月前
株式会社城北精工所
押出成形用ダイ
2か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
トヨタ自動車株式会社
真空成形装置
14日前
東レ株式会社
リーフディスク型フィルター
5か月前
パナック株式会社
複合体の製造方法
8か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
7か月前
株式会社ウィル
電鋳ロールの製造方法
9か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
UBEマシナリー株式会社
シミュレータ装置
4か月前
東レエンジニアリング株式会社
立体造形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ