TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023102985
公報種別
公開特許公報(A)
公開日
2023-07-26
出願番号
2022003781
出願日
2022-01-13
発明の名称
自動繊維束配置装置
出願人
津田駒工業株式会社
代理人
主分類
B29C
65/16 20060101AFI20230719BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】自動繊維束配置装置において、配置ヘッドの移動速度を速めるという要求を満たしつつも、積層面への繊維束の溶着がより確実に行われるようになる構成を提供すること。
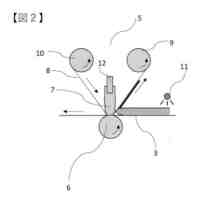
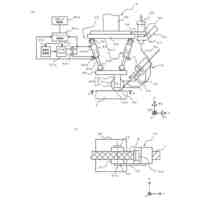
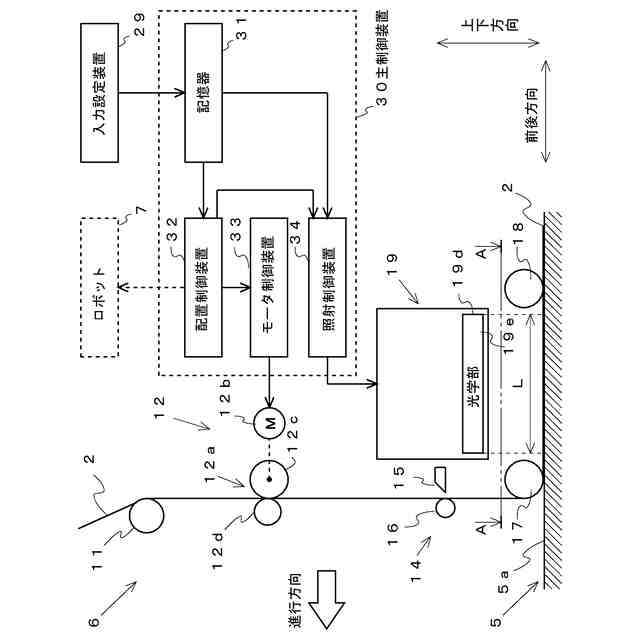
【解決手段】熱可塑性樹脂を含浸させた帯状の繊維束を配置ヘッドの移動により配置型上の積層面へ敷置すると共に、照射装置からのレーザの照射により繊維束を積層面に仮溶着して配置するように構成された自動繊維束配置装置において、照射装置は、積層面に敷置された繊維束における積層面側の面とは反対側の面を照射するように設けられている。
【選択図】 図2
特許請求の範囲
【請求項1】
熱可塑性樹脂を含浸させた帯状の繊維束を配置ヘッドの移動により配置型上の積層面へ敷置すると共に、照射装置からのレーザの照射により繊維束を積層面に仮溶着して配置するように構成された自動繊維束配置装置において、
前記照射装置は、積層面に敷置された繊維束における積層面側の面とは反対側の面を照射するように設けられている
ことを特徴とする自動繊維束配置装置。
続きを表示(約 320 文字)
【請求項2】
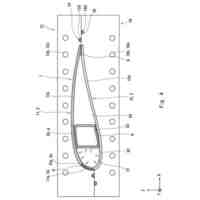
繊維束を積層面に対し押圧する押圧ローラと、前記押圧ローラに対する繊維束の経路の上流側に設けられて前記押圧ローラに向けて繊維束の経路を転向させるガイドローラとを含み、
前記照射装置は、繊維束における前記押圧ローラと前記ガイドローラとの間の部分を照射するように設けられている
ことを特徴とする請求項1に記載の自動繊維束配置装置。
【請求項3】
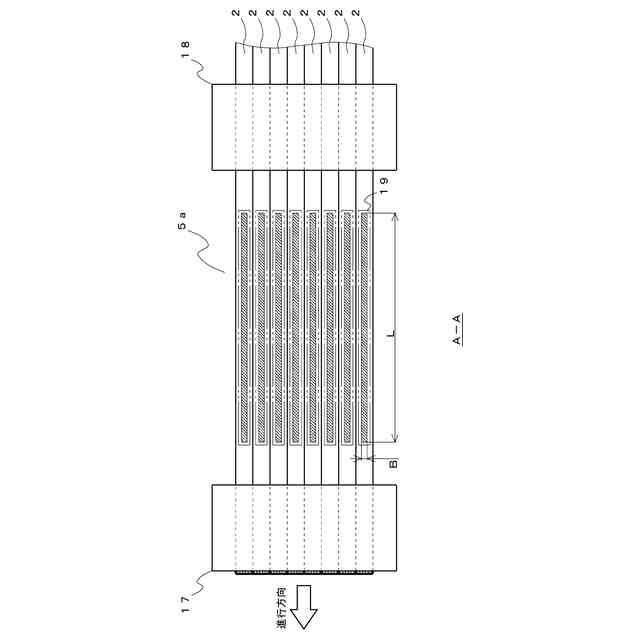
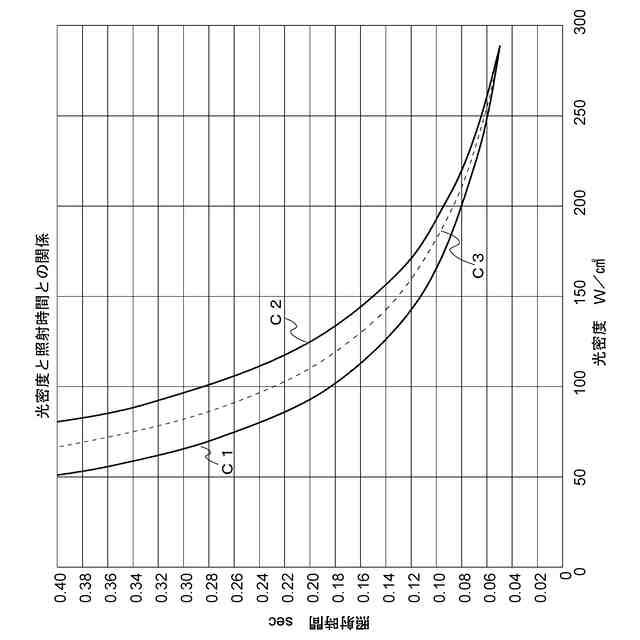
前記配置ヘッドの移動速度と移動方向におけるレーザの照射範囲とで決まる照射時間が、0.1秒以上、且つ、0.4秒以下となるように前記移動速度及び/又は前記照射範囲が定められている
ことを特徴とする請求項1または請求項2に記載の自動繊維束配置装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱可塑性樹脂を含浸させた帯状の繊維束を配置ヘッドの移動により配置型上の積層面へ敷置すると共に、照射装置からのレーザの照射により繊維束を積層面に仮溶着して配置するように構成された自動繊維束配置装置に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
自動繊維束配置装置として、比較的幅の広い繊維束を配置型上に配置するATL(Automated Tape Layup)装置や、比較的幅の狭い繊維束を配置型上に配置するAFP(Automated Fiber Placement)装置が知られている。なお、本発明において、「繊維束」とは、複数本の強化繊維(炭素繊維、ガラス繊維等)の束にマトリックス樹脂を含浸させてテープ状に形成された所謂トウプリプレグやプリプレグのような材料を指す。また、そのマトリックス樹脂としては、加熱により硬化する熱硬化性樹脂と、加熱により軟化する熱可塑性樹脂とが知られている。
【0003】
それらのマトリックス樹脂のうち、熱可塑性樹脂は、性質上、常温(室温)においては粘着性を有さないものとなっている。そのため、熱可塑性樹脂をマトリックス樹脂とする繊維束を配置型上に配置する場合においては、その繊維束を配置型上の積層面に溶着するための溶着装置が必要となる。そして、自動繊維束配置装置には、そのような溶着装置としてレーザ照射装置を備えたものがある。
【0004】
そのようなレーザ照射装置を備えた自動繊維束配置装置の一例として、特許文献1に開示されたものがある。その特許文献1に開示された自動繊維束配置装置は、熱可塑性樹脂を含浸させた帯状の繊維束を配置ヘッドの移動により配置型の積層面へ敷置すると共に、レーザ照射装置により繊維束に対しレーザを照射して配置型に対する繊維束の配置を達成するように構成されている。但し、その自動繊維束配置装置においては、そのレーザ照射装置によるレーザの照射は、繊維束における積層面側の面に向けて行われるようになっている。
【先行技術文献】
【特許文献】
【0005】
米国特許第10016947号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、レーザ照射装置によりレーザを照射して対象物を加熱する場合、レーザの焦点が対象物の表面からズレていると、適正な加熱が行えないため、レーザ照射装置(照射部分)は、対象物に対し、焦点が合うような適正な距離の位置に設けられている必要がある。また、レーザは指向性が高い光であることから、レーザ照射装置は、その照射部分の全体が、対象物の照射範囲全体に亘り、前記した適正な距離で正対するように設けられる必要がある。
【0007】
その上で、そのようなレーザ照射装置を前記した自動繊維束配置装置に適用する場合について、近年の自動繊維束配置装置では、繊維束を積層面上に配置するにあたり、その作業の効率を向上させるために、自動繊維束配置装置における配置ヘッドの移動速度を速めることが求められている。その場合において、レーザ照射装置による照射範囲が狭い場合には、その照射範囲に照射されるレーザによって繊維束を所望の温度に加熱して積層面への溶着を実現するために、レーザ照射装置により照射するレーザの出力を高める必要がある。しかし、レーザの出力を高めると、そのレーザを照射した繊維束の表面に焦げが発生してしまう場合がある。
【0008】
そこで、前記のような配置ヘッドの移動速度を速める要求を満たしつつ、その焦げが発生しない程度の出力で繊維束の確実な溶着を実現するためには、レーザ照射装置による繊維束の長手方向における照射範囲を拡大する必要がある。そして、その場合には、レーザ照射装置を、その照射部分がそのように拡大された照射範囲に対し前記のように正対する大きさであるようなものとする必要があり、それに伴い、レーザ照射装置自体が大型化してしまう。
【0009】
但し、特許文献1に開示された自動繊維束配置装置のようにレーザの照射が繊維束における積層面側の面に向けて行われるかたちでレーザ照射装置が設けられる場合、積層面に近接するような位置に前記のような大型化したレーザ照射装置を設けることは好ましく無く、また、レーザ照射装置は前記のように照射部分が繊維束に対し正対して設けられる必要があるため、その場合には、レーザ照射装置は、繊維束の経路に沿った方向で、積層面からある程度離間した位置に設けられることとなる。そのため、繊維束におけるレーザを照射される部分がそのレーザの照射を受けて加熱されてから積層面に達するまでの時間が長くなり、そのことに起因して、積層面への繊維束の溶着が適正に行われない、という問題が生じる虞がある。
【0010】
以上のような従来の自動繊維束配置装置に鑑み、本発明は、前記のような自動繊維束配置装置において、前記のような配置ヘッドの移動速度を速めるという要求を満たしつつも、積層面への繊維束の溶着がより確実に行われるようになる構成を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社吉野工業所
計量キャップ
4か月前
グンゼ株式会社
印刷層の除去方法
3か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
株式会社城北精工所
押出成形用ダイ
1か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社イクスフロー
成形装置
28日前
TOWA株式会社
樹脂成形装置
6か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
NISSHA株式会社
加飾成形品の製造方法
11日前
東レエンジニアリング株式会社
立体造形装置
4か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
株式会社日本製鋼所
プリプレグ製造装置
19日前
日産自動車株式会社
複合体
4か月前
旭化成株式会社
装置
19日前
トヨタ自動車株式会社
接合体の製造方法
3か月前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
株式会社日本製鋼所
プリプレグ製造装置
5日前
旭化成株式会社
装置
1か月前
新潟機械株式会社
射出成形機
12日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ