TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024035762
公報種別
公開特許公報(A)
公開日
2024-03-14
出願番号
2022150715
出願日
2022-09-02
発明の名称
二層プラスチックシートの成形方法
出願人
京葉興業株式会社
代理人
主分類
B29C
48/154 20190101AFI20240307BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】上層にカラーシート又は機能性シートなどのプラスチックシートを積層した二層プラスチックシートの成形方法の提供
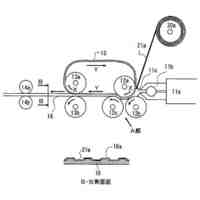
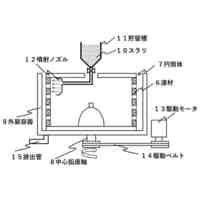
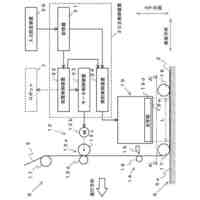
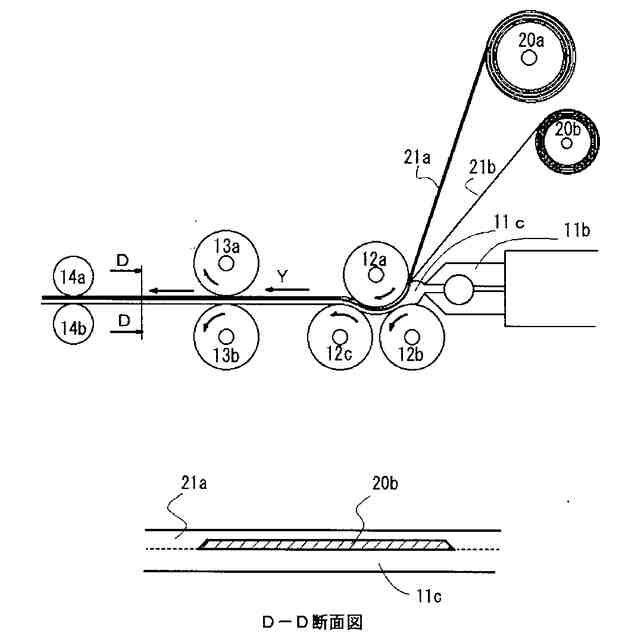
【解決手段】二層プラスチックシートの成形において、Tダイ11aより扁平に押出されている基材樹脂11cの表面に、別工程で生産された該基材樹脂11cと相溶性のあるプラスチックカラーシート又はプラスチック防炎シートなどの積層プラスチックシート21aを、積層しながら完全に一体化する二層プラスチックシートの成形方法。
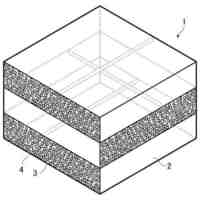
また、完全に一体化された前記二層プラスチックシートの間に、ヒータ機能または磁性機能などの特殊機能シート21bを包み込む成形方法。
【選択図】図1
特許請求の範囲
【請求項1】
表面に凸部を有する二層プラスチックシートを成形する方法であって、
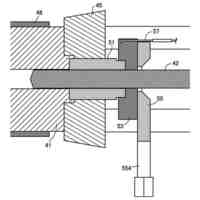
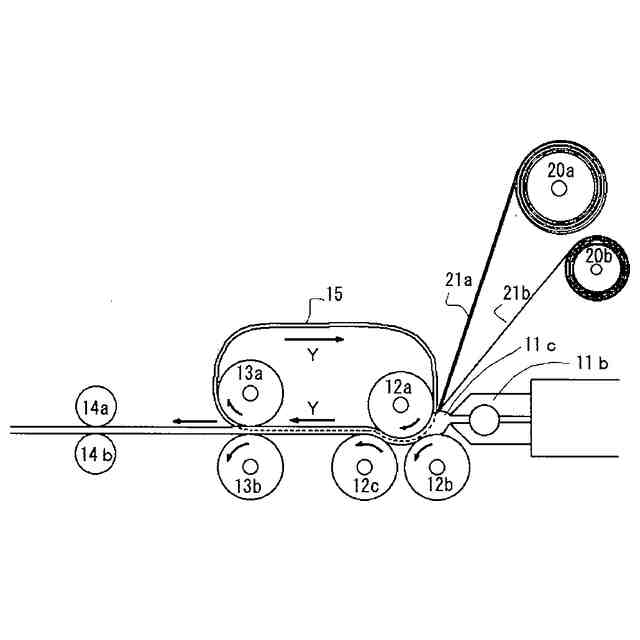
溶融状態の基材樹脂を扁平に押出すTダイに対向させて、上部成形ロールとシート基盤成形ロールとを隙間を隔てて並設し、前記上部成形ロールに、前記二層プラスチックシートの表面に凸状を成形するために、前記凸部に対応する凹部を有する環状のベルト状モールドを巻き掛けられており、
前記Tダイ上部には、前記基材樹脂との相溶性のある積層プラスチックシートがあり、該Tダイより扁平に押出された該基材樹脂の上部に該積層プラスチックシートを重ねて、該積層プラスチックシートを該基材樹脂の溶融温度により溶かし、該基材樹脂と一体化させながら、
前記ベルト用モールドと前記シート基盤成形ロールとの間に挟持して送り出し、
表面に凸状を有する二層プラスチックシートを成形することを特徴とする二層プラスチックシートの成形方法。
続きを表示(約 650 文字)
【請求項2】
二層プラスチックシートを成形する方法であって、
溶融状態の基材樹脂を扁平に押出すTダイに対向させて、上部成形ロールと基盤成形ロールとを隙間を隔てて並設し、
前記Tダイ上部には、前記基材樹脂との相溶性のある積層プラスチックシートがあり、該Tダイより扁平に押出された該基材樹脂の上部に該積層プラスチックシートを重ねて、該積層プラスチックシートを該基材樹脂の溶融温度により溶かし、該基材樹脂と一体化させながら、
前記ベルト用モールドと前記シート基盤成形ロールとの間に挟持して送り出し、
二層プラスチックシート成形することを特徴とする二層プラスチックシートの成形方法。
【請求項3】
請求項1及び請求項2に記載する成形方法において、
二層プラスチックシートを成形する方法であって、
溶融状態の基材樹脂を扁平に押出すTダイに対向させて、上部成形ロールと基盤成形ロールとを隙間を隔てて並設し、
前記Tダイ上部には前記基材樹脂と相溶性のない特殊機能シート及び該基材樹脂との相溶性のある積層プラスチックシートがあり、該Tダイより扁平に押出された前記基材樹脂の上部に該特殊機能シート及び該積層プラスチックシートを送り出し、
前記基材樹脂の溶融温度により、該基材樹脂と該積層プラスチックシートが溶融して一体化し、該基材樹脂と相溶性のない前記特殊機能シートを包み込むことを特徴とする二層プラスチックの成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、上層にカラーシート又は機能性シートなどのプラスチックシートを積層した二層プラスチックシートの成形方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
泥や砂などで滑りやすい地盤表面に敷く敷板(プラスチックシート)として、合板のコンパネや金属製敷板が使用されていた。合板は軽いが長期の使用には耐えない。また金属製敷板は長期使用に耐えるが重くて作業性と安全性に問題がある。そこで、軽くて弾性に富み、長期の繰返し使用に耐える敷板の要望が高まりつつあり、厚肉のプラスチック敷板が提案されていた。
【0003】
特許文献1には、表面に凸部を有する厚肉のプラスチックシート(プラスチック敷板)の成形方法と成形装置が提案されている。
Tダイから押出された溶融状態の樹脂をベルト状モールドと成形ロールの間で挟み込み、プラスチックシートのシート部と凸部を同時に成形する方法が特許文献1に開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第5338001号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の方法では、成形される厚肉プラスチックシートは一色成形で、例えば黒色のプラスチックシートであれば、他の色に変える場合、大型押出機のスクリュー及びシリンダー、更にTダイまで、分解清掃をする必要がある。
【0006】
例えば、黒色から白色に変える場合、
前記大型押出機及び前記大型のTダイの分解清掃には、2日程度必要である。
押出機やTダイ内に、少しでも黒色の樹脂が残っていると白色プラスチックシートの表面に黒色の筋が残ることになる。
押出機の分解掃除には、押出機のスクリューを抜く必要があり、Tダイの分解掃除には、Tダイを分解して掃除する必要がある。
【0007】
仮に、押出機のスクリュー及びTダイの分解掃除を、時間をかけて済ませたとしても、 例えば白色プラスチックシートの生産では、バージン材料に白色顔料を入れて生産することになり、高価なバージン材料と高価な白色顔料を使用することになる。
【0008】
また、機能性プラスチックシートを生産するには、特許文献1の方法では、カラーシートと同様に材料入れ替えに時間がかかるのと、全ての材料を機能性材料にすると高価なプラスチックシートになる。
なお、機能性プラスチックシートには、防炎機能、滑り難い機能、滑り易い機能、光反射機能、光吸収機能、放射線遮断機能、導電性機能、抗菌性機能、防カビ性機能などが挙げられる。
【0009】
以上の技術課題に鑑み、
本発明では押出機及びTダイの分解清掃することなく、プラスチックカラーシート又は防炎などの機能性プラスチックシートを、表面層に一体化して積層した二層プラスチックシートを成形することにより、価格の抑えた機能性プラスチックシートの生産が可能とする。
【課題を解決するための手段】
【0010】
二層プラスチックシートの成形において、
Tダイより扁平に押出されている基材樹脂の表面に、
別工程で生産された該基材樹脂と相溶性のあるプラスチックカラーシート又はプラスチック防炎シートなどの機能性プラスチックシートを、積層しながら完全に一体化された二層プラスチックシートの成形をおこなうことに着眼した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
京葉興業株式会社
二層プラスチックシートの成形方法
2か月前
個人
3次元造形装置
6か月前
個人
液中立体造形物製造法
11か月前
東レ株式会社
シート成形口金
4か月前
津田工業株式会社
部材
9か月前
津田工業株式会社
部材
9か月前
東レ株式会社
金型の製造方法
3か月前
株式会社ソディック
射出成形機
11か月前
津田駒工業株式会社
連続成形機
2か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
積層基材の製造方法
5か月前
株式会社松田製作所
型締装置
11か月前
AGC株式会社
複合体
12か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社ワメンテクノ
成形材料の製造法
11か月前
六浦工業株式会社
接着装置
4か月前
東レエンジニアリング株式会社
処理装置
7か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社興栄社
フィラメント材料
11か月前
株式会社吉野工業所
計量キャップ
5か月前
株式会社不二越
射出成形機
7か月前
津田駒工業株式会社
自動繊維束配置装置
9か月前
グンゼ株式会社
印刷層の除去方法
3か月前
トヨタ自動車株式会社
真空成形装置
11日前
個人
超高速射出点描画による熱溶解積層法
4か月前
パナック株式会社
複合体の製造方法
8か月前
大塚テクノ株式会社
樹脂製の構造体
2か月前
株式会社城北精工所
押出成形用ダイ
2か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
東レ株式会社
リーフディスク型フィルター
5か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
株式会社日本製鋼所
射出成形機
9か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ