TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023076364
公報種別
公開特許公報(A)
公開日
2023-06-01
出願番号
2021202059
出願日
2021-11-22
発明の名称
液中立体造形物製造法
出願人
個人
代理人
主分類
B29C
64/118 20170101AFI20230525BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】熱溶解積層法おけるオーバーハング部の重力変形の防止、材料がノズル温度から温度降下し凝固するときの温度差によるソリ変形の防止、さらに、積層材料の熱伝導率が高い場合、レイヤー間の積層材料の密着が不完全で微少空隙が残存することの防止のための、積層方法を提供する。
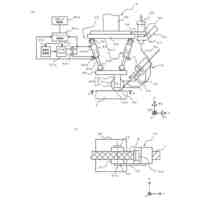
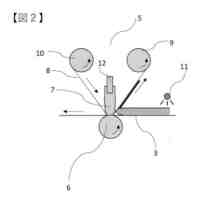
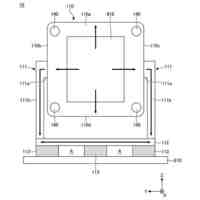
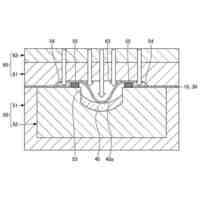
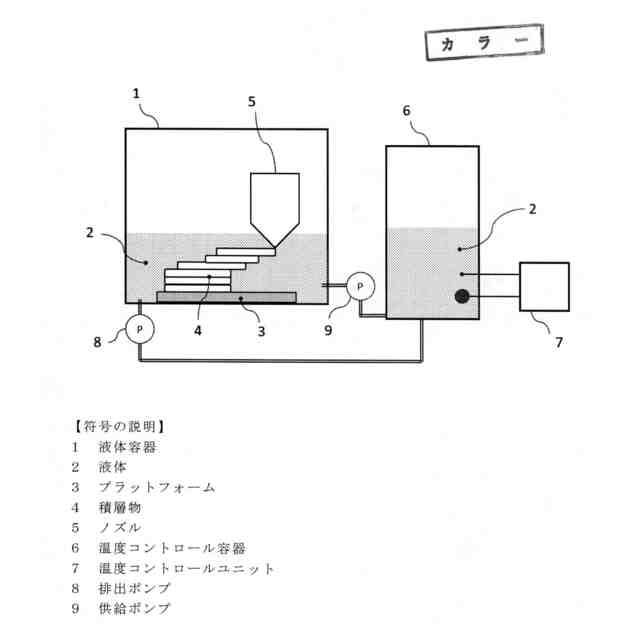
【解決手段】プラットフォームとノズルの空間に液体で満たす容器を構成させ、液体の中で熱溶解積層法による造形物を製造することで、積層物の浮力を利用して重力変形を防止する。さらに、温度管理された液体中で造形することで、ノズルから吐出される材料の凝固速度を最適化させる。
【選択図】図1
特許請求の範囲
【請求項1】
熱溶解積層法の3Dプリンターにおいて、プラットフォームとノズルの空間を温度管理された液体で満たした状態で積層する方法。
続きを表示(約 320 文字)
【請求項2】
熱溶解積層法の3Dプリンターにおいて、プラットフォームとノズルの空間を温度管理された液体で満たした状態で積層する形態で、ノズル径をΦ10μmからΦ100μmとする極小物を積層する方法。
【請求項3】
熱溶解積層法の3Dプリンターにおいて、プラットフォームとノズルの空間を満たす液体として、水(温水)や油、およびその混合液体を使用し、液体の温度を積層材料の融点あるいは軟化点未満に設定した状態で積層する方法。
【請求項4】
熱溶解積層法の3Dプリンターにおいて、プラットフォームとノズルの空間を満たす液体として、液体に微細なセラミック粉末や金属粉末を浮遊させたコロイド状態を利用して積層する方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱溶解積層法による立体造形物の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
3Dプリンターは、コンピュータで作成された三次元の造形データを元に、造形材料を順次積層して立体物を造形する装置であり、数種類の方式が知られている。中でも、熱溶解積層法(Material Extrusion)は、プラスチックなどの材料を溶かして3D積層物をレイヤーごとに作成する3D印刷方法である。積層材料はプラスチックだけでなく、金属粉末と樹脂を混錬して作ったフィラメントやペレットあるいはセラミック粉末と樹脂を混錬して作ったフィラメントやペレットが使われている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
熱溶解積層法による積層物は、積層形状がオーバーハングする部位には重力変形を阻止するための支え(サポート)を予め設計し、3D積層物と同時に積層する。この支えは最終的には不要物であり、完成した積層物から切断除去あるいは溶解除去させる無駄な作業が発生するという課題があった。
【0004】
熱溶解積層法による積層物は、材料がノズル温度から温度降下して凝固するときに、プラットフォーム近傍の積層物の温度と積層物の上層部の温度に差が生まれ、ソリ変形が発生する課題があった。
【0005】
また、金属粉末と樹脂、あるいはセラミック粉末と樹脂を混錬して作ったフィラメントやペレットを使用する熱溶解積層法においては、積層材料の熱伝導率は金属やセラミックを含むため高く、ノズルから吐出された材料がすぐに冷却凝固し、レイヤー間の積層材料の密着が不完全になることで微少空隙が残存する。これは、後工程の脱脂・焼結でも拡散することはなく、焼結された積層物の中に微小空隙として残り、機械的性質の著しい低下を招くという課題があった。
【0006】
さらに、熱溶解積層法に使用する標準ノズル径はΦ0.25mmが下限であるが、ノズル径をさらに小さくするとノズルから吐出された材料がすぐに冷却凝固し、レイヤー間の積層材料の密着が不完全で微少空隙が残存するだけではなく、全く密着しない状態が発生する。このため、微小物を積層することができない。さらに、積層面の表面粗度はノズル径に依存するため熱溶解積層法の表面粗度実績Ra12を改善させることができないという課題があった。
【0007】
本発明は、上記課題を解決させることを目的とする。
【課題を解決するための手段】
【0008】
本発明は、液体の中で熱溶解積層法による造形物を製造する方法を見出した。
【発明の効果】
【0009】
本発明は、熱溶解積層法の3Dプリンターにおいて、プラットフォームとノズルの空間に液体で満たす容器を構成させる。
【0010】
液体中で造形することで、積層物の浮力を利用することができる。従って材料密度に合致させた液体を使用すれば、積層物の重力による変形が発生しないため、変形防止の支え(サポート)を造形する必要がない。液体は水(温水)や油、およびその混合液体を使用する。さらに微細なセラミック粉末や金属粉末を浮遊させたコロイド液を使用することも選択できる。液体の温度は、積層材料の融点あるいは軟化点未満に設定する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
3か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社城北精工所
押出成形用ダイ
1か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
NISSHA株式会社
加飾成形品の製造方法
11日前
東レエンジニアリング株式会社
立体造形方法
3か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
株式会社イクスフロー
成形装置
28日前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
株式会社日本製鋼所
プリプレグ製造装置
5日前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
旭化成株式会社
装置
1か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
旭化成株式会社
装置
19日前
株式会社日本製鋼所
プリプレグ製造装置
19日前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
住友重機械工業株式会社
射出成形機
1か月前
株式会社ダイヘン
接合条件出力装置
1か月前
新潟機械株式会社
射出成形機
12日前
住友重機械工業株式会社
射出成形機
1か月前
東レ株式会社
3Dプリンター及び3次元造形方法
1か月前
AGC株式会社
光学素子の製造方法
11日前
株式会社日本製鋼所
竪型射出成形機
2か月前
住友重機械工業株式会社
射出成形機
1か月前
世紀株式会社
造形装置及び造形方法
4か月前
株式会社ユーシン精機
成形品取出機
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ