TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023081808
公報種別
公開特許公報(A)
公開日
2023-06-13
出願番号
2022001376
出願日
2022-01-07
発明の名称
成形材料の製造法
出願人
株式会社ワメンテクノ
代理人
主分類
B29B
11/16 20060101AFI20230606BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】遠心抄造において、繊維長の長い補強用の短繊維を使用可能とし、短繊維の繊維長の長短に拘わらずその配向性を高めたシート状成形材料を製造する。
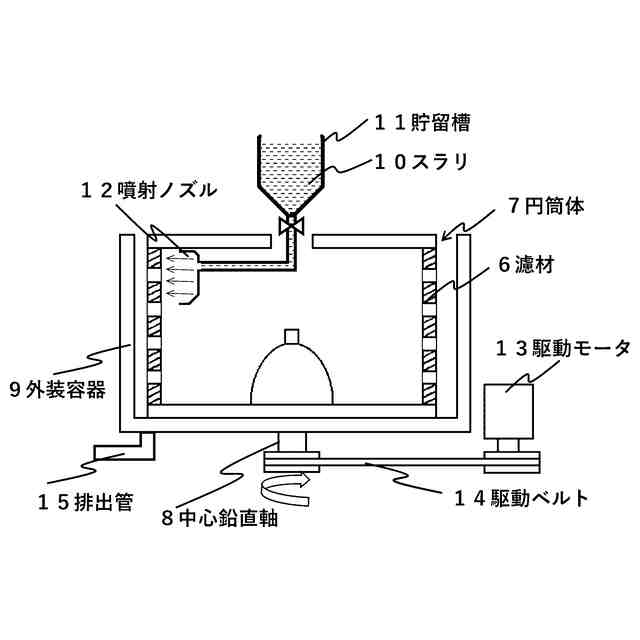
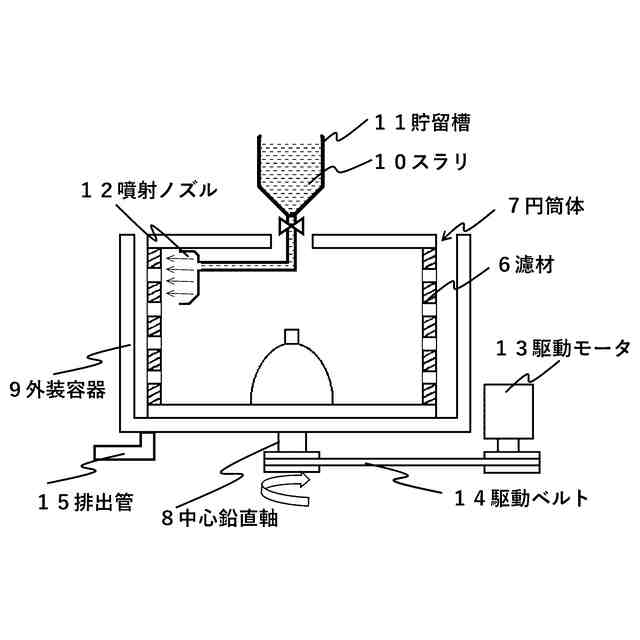
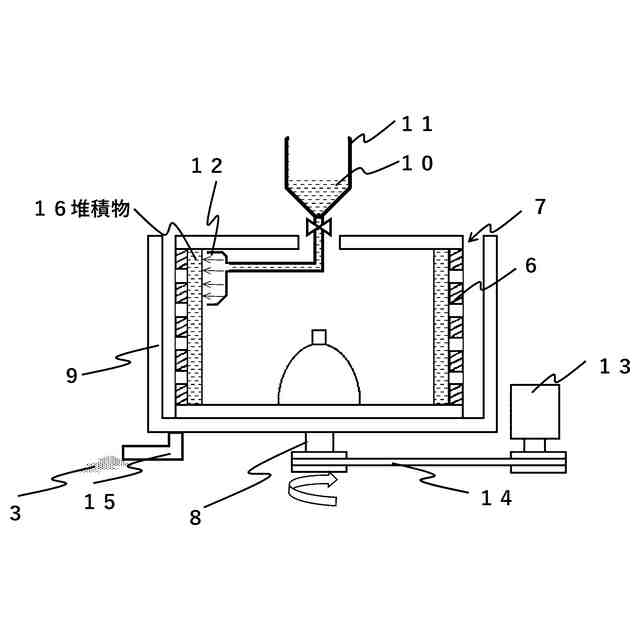
【解決手段】第1の工程は、補強用の短繊維と熱成形可能な樹脂固形分を必須成分としてこれらを水中で混合し解繊された補強用の短繊維と熱成形可能な樹脂固形分が水に分散したスラリを調製する。第2の工程は、周壁面を濾材6で構成した円筒体7を中心鉛直軸8の回りに回転させながら、前記濾材上へ円筒体の内側から前記スラリ10を噴射する操作と、スラリ中の水を、円筒体の回転による遠心力で濾材を透過させて排出するとともに、スラリ中の固形分を濾材上に円筒状に堆積させる操作を行なう。第3の工程は、濾材上に堆積し形成された円筒状の堆積物を軸方向に裁断して平面に広げ、シート状成形材料とする。熱成形可能な樹脂固形分の形態を好ましくは短繊維とする。
【選択図】図2
特許請求の範囲
【請求項1】
次の第1から第2の工程を経ることを特徴とする成形材料の製造法。
補強用の短繊維と熱成形可能な樹脂固形分を必須成分としてこれらを水中で混合し解繊された補強用の短繊維と熱成形可能な樹脂固形分が水に分散したスラリを調製する第1の工程。
周壁面を濾材で構成した円筒体を中心鉛直軸の回りに回転させながら、前記周壁面を構成する濾材上へ円筒体の内側から前記スラリを噴射する操作と、前記噴射されたスラリ中の水を、円筒体の回転による遠心力により周壁面を構成する濾材を透過させて排出し、併せて前記スラリ中の固形分を、周壁面を構成する濾材上に円筒状に堆積させる操作を行なう第2の工程。
続きを表示(約 1,000 文字)
【請求項2】
次の第1から第3の工程を経ることを特徴とするシート状成形材料の製造法。
補強用の短繊維と熱成形可能な樹脂固形分を必須成分としてこれらを水中で混合し解繊された補強用の短繊維と熱成形可能な樹脂固形分が水に分散したスラリを調製する第1の工程。
周壁面を濾材で構成した円筒体を中心鉛直軸の回りに回転させながら、前記周壁面を構成する濾材上へ円筒体の内側から前記スラリを噴射する操作と、前記噴射されたスラリ中の水を、円筒体の回転による遠心力により周壁面を構成する濾材を透過させて排出し、併せて前記スラリ中の固形分を、周壁面を構成する濾材上に円筒状に堆積させる操作を行なう第2の工程。
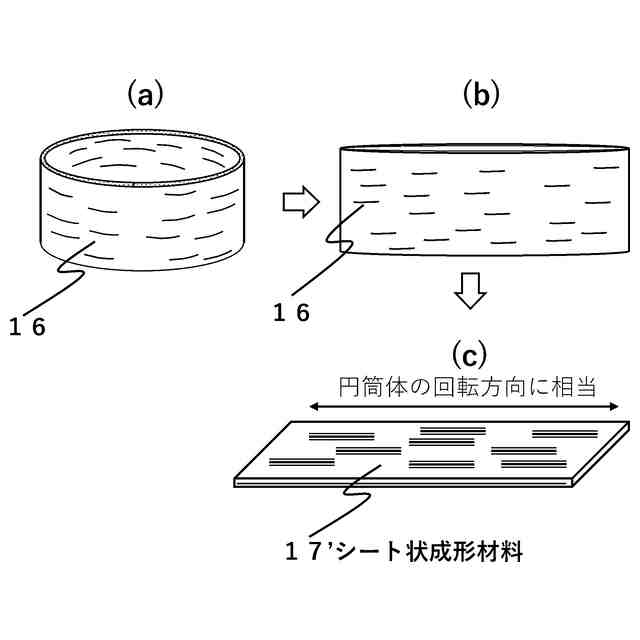
周壁面を構成する濾材上に堆積し形成された円筒状の堆積物を軸方向に裁断して平面に広げ、シート状成形材料とする第3の工程。
【請求項3】
次の第1から第3の工程を経ることを特徴とするシート状成形材料の製造法。
補強用の短繊維と熱成形可能な樹脂固形分を必須成分としてこれらを水中で混合し解繊された補強用の短繊維と熱成形可能な樹脂固形分が水に分散したスラリを調製する第1の工程。
周壁面を濾材で構成した円筒体を中心鉛直軸の回りに回転させながら、前記周壁面を構成する濾材上へ円筒体の内側から前記スラリを噴射する操作と、前記噴射されたスラリ中の水を、円筒体の回転による遠心力により周壁面を構成する濾材を透過させて排出し、併せて前記スラリ中の固形分を、周壁面を構成する濾材上に円筒状に堆積させる操作を行なう第2の工程。
周壁面を構成する濾材上に堆積し形成された円筒状の堆積物を径方向に扁平にして、2枚重ね状態のシート状成形材料とする第3の工程。
【請求項4】
熱成形可能な樹脂固形分の形態を短繊維とする請求項1から3のいずれかに記載の成形材料の製造法。
【請求項5】
第2の工程において、スラリを噴射する操作を、周壁面を構成する濾材へ円筒体の内側から近接して対向配置された噴射ノズルから行なうことを特徴とする請求項1から4のいずれかに記載の成形材料の製造法。
【請求項6】
第2の工程において、スラリを噴射する操作を、円筒体の軸方向上方寄りの領域の濾材に向けて行なうことを特徴とする請求項5記載の成形材料の製造法。
【請求項7】
第1の工程において、水中に増粘剤を添加することを特徴とする請求項1から6のいずれかに記載の成形材料の製造法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱成形可能な樹脂固形分と補強用の短繊維を必須成分とする成形材料ないしシート状成形材料の製造法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
特許文献1は、熱成形可能な樹脂固形分の粉末と補強用の短繊維を必須成分として抄造によりシート状成形材料を製造する方法として、以下の遠心抄造の技術を開示している。
すなわち、まず、補強用の短繊維と熱成形可能な樹脂固形分の粉末を必須成分としてこれらを水に分散させたスラリを調製する。そして、前記スラリを抄造装置に投入する。この抄造装置は、中心鉛直軸の回りに回転可能な円筒体を外装容器に収容した構造で、前記円筒体の周壁面を濾材で構成したものである。
前記スラリは円筒体の内側に投入され溜められる。そして、円筒体を中心鉛直軸の回りに高速で回転させてスラリに遠心力を作用させることにより、スラリ中の水は、円筒体の周壁面を構成する濾材を透過して円筒体とその外装容器の間の空間に排出され、さらに外部へ排出される。同時に、スラリ中の固形分(補強用の短繊維と熱成形可能な樹脂固形分)は円筒体の周壁面を構成する濾材上に堆積される。前記濾材上に堆積していく補強用の短繊維は、その長さ方向が、円筒体の回転による遠心力の作用により円筒体の回転方向と同じ向きに揃い配向した状態となる。
このようにして円筒体の周壁面を構成する濾材上に形成された円筒状の堆積物を軸方向に裁断して平面に広げ、適宜乾燥してシート状成形材料とする。
【0003】
上記の遠心抄造の技術により製造したシート状成形材料は、補強用の短繊維の長手方向が、円筒体の回転方向に相当する一方向に配向したものとなっている。すなわち、このシート状成形材料においては、補強用の短繊維の長手方向が円筒体の回転方向と交叉する方向に向いたりシート状成形材料の厚さ方向に向いたりすることが少なくなっている。従って、このシート状成形材料を加熱加圧成形した成形品には、補強用の短繊維の配向方向と一致する方向の引張り強度や引張り弾性の機械強度向上が期待できる。
機械強度の向上は、補強用の短繊維の繊維長が長くなるほど望める。しかし、前記繊維長が長くなると、遠心力が働いているスラリ中で分散している補強用の短繊維は、円筒体の周壁面を構成する濾材上へ移動し到達するまでの間にその一部が絡み合い、毛玉状の凝集体になりやすい。この凝集体が生成されたままのスラリを抄造すると、凝集体が存在する箇所では短繊維が配向せず、凝集体が存在する近傍では凝集体の存在が補強用の短繊維の配向を乱したシート状成形材料となる。このようなシート状成形材料を加熱加圧成形した成形品には、補強用の短繊維の配向が乱れた部分が点在することになり、成形品の機械強度低下の原因となる。繊維長の長い補強用の短繊維を選択しても、その効果を十分に発現できないのである。
このようなことから、スラリ中で補強用の短繊維の凝集体が生成するのを抑えるために、補強用の短繊維の繊維長は徒に長くすることはできない。補強用の短繊維の繊維長を10mm以下にすることが望ましいとされている。また、補強用の短繊維の繊維長を長くしない場合であっても、多くはないが少なからず凝集体は生成している。
【先行技術文献】
【特許文献】
【0004】
特開2012-183812号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように、抄造によりシート状成形材料を製造するにあたり、補強用の短繊維の繊維長を長くすることには制約があり、補強用の短繊維の繊維長を長くして成形品の機械強度向上を図ることは難しかった。
本発明が解決しようとする課題は、遠心抄造に繊維長の長い補強用の短繊維を使用できるようにし、また、補強用の短繊維の繊維長の長短に拘わらず補強用の短繊維の絡み合いによる凝集を抑え、補強用の短繊維の配向性を高めて、機械強度の大きい成形品の成形に寄与する成形材料ないしシート状成形材料を製造することである。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明に係る第1の発明は、次の第1から第2の工程を経る。
第1の工程では、補強用の短繊維と熱成形可能な樹脂固形分を必須成分としてこれらを水中で混合し解繊された補強用の短繊維と熱成形可能な樹脂固形分が水に分散したスラリを調製する。
第2の工程では、周壁面を濾材で構成した円筒体を中心鉛直軸の回りに回転させながら、前記周壁面を構成する濾材上へ円筒体の内側から前記スラリを噴射する操作と、円筒体の回転による遠心力により、スラリ中の水を周壁面の濾材を透過させて排出するとともに、スラリ中の固形分を、周壁面を構成する濾材上に円筒状に堆積させる操作を行なう。
【0007】
第2の発明は、第2の工程までは上記第1の発明と同様であり、第3の工程では、周壁面を構成する濾材上に堆積し形成された円筒状の堆積物を軸方向に裁断して平面に広げ、シート状成形材料とする。
【0008】
第3の発明は、第2の工程までは上記第1の発明と同様であり、第3の工程では、周壁面を構成する濾材上に堆積し形成された円筒状の堆積物を径方向に扁平にして、2枚重ね状態のシート状成形材料とする。
【0009】
第4の発明は、上記第1から第3のいずれかの発明において、熱成形可能な樹脂固形分の形態を短繊維とする。
【0010】
第5の発明は、上記第1から第4のいずれか発明の第2の工程においてスラリを噴射する操作を、周壁面を構成する濾材へ円筒体の内側から近接して対向配置された噴射ノズルから行なう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
六浦工業株式会社
接着装置
3か月前
株式会社不二越
射出成形機
6か月前
AGC株式会社
車両窓用窓ガラス
7か月前
東レエンジニアリング株式会社
処理装置
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
東レ株式会社
リーフディスク型フィルター
4か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社城北精工所
押出成形用ダイ
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
NISSHA株式会社
加飾成形品の製造方法
10日前
東レエンジニアリング株式会社
立体造形方法
7か月前
TOWA株式会社
樹脂成形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
株式会社イクスフロー
成形装置
27日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































