TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023104337
公報種別
公開特許公報(A)
公開日
2023-07-28
出願番号
2022005262
出願日
2022-01-17
発明の名称
射出成形機
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/17 20060101AFI20230721BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】搬送時等において分解し組み立てられるようになっている射出成形機について、正しい部材が確実に取り付けられるようになっている射出成形機を提供する。
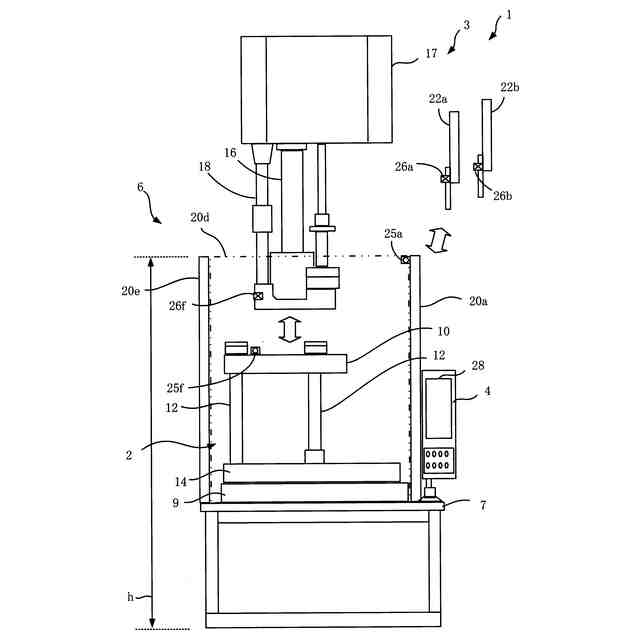
【解決手段】金型を型締する型締装置(2)と、射出材料を射出する射出装置(3)と、コントローラ(4)と、を備え、複数の部材に分割されて搬送され組み立てられるようになっている射出成形機(1)を対象とする。射出成形機(1)に、部材が正しいか否かを識別する識別手段(25、26)と、部材が結合しているか否かを検出する結合状態検出手段(25、26)とを備えるようにする。コントローラ(4)に識別情報と結合状態とが入力されるようにする。
【選択図】図1
特許請求の範囲
【請求項1】
金型を型締する型締装置と、
射出材料を射出する射出装置と、
コントローラと、を備え、
複数の部材に分割されて搬送され組み立てられるようになっている射出成形機であって、
前記射出成形機は識別手段と、
結合状態検出手段と、を備え、
前記識別手段は、前記部材の識別情報を読み取るようになっており、
前記結合状態検出手段は、組み立て時に互いに結合される前記部材同士の結合状態を検出するようになっており、
前記コントローラには前記識別情報と前記結合状態とが入力されるようになっている、射出成形機。
続きを表示(約 970 文字)
【請求項2】
前記識別手段は、前記識別情報を備えた識別タグと、前記識別タグを読み取る識別タグ読取手段と、から構成されていると共に前記結合状態検出手段を兼ねており、
組み立て時に互いに結合される前記部材同士の一方に前記識別タグが、他方に前記識別タグ読取手段が設けられ、前記部材同士が結合状態になると前記識別情報が読み取られるようになっている、請求項1に記載の射出成形機。
【請求項3】
前記識別タグはバーコードであり、前記識別タグ読取手段はバーコードリーダである、請求項2に記載の射出成形機。
【請求項4】
前記識別タグはRFIDであり、前記識別タグ読取手段はRFIDリーダである、請求項2に記載の射出成形機。
【請求項5】
前記射出成形機は前記結合状態検出手段としてリミットスイッチを備え、前記リミットスイッチは組み立て時に互いに結合される前記部材同士に設けられている、請求項1~4のいずれかの項に記載の射出成形機。
【請求項6】
前記射出成形機は竪型射出成形機である、請求項1~5のいずれかの項に記載の射出成形機。
【請求項7】
前記竪型射出成形機は安全ドアと、該安全ドアの上部に取り付けられる保護カバーと、を備え、
前記保護カバーは前記安全ドアに対して分割され結合される前記部材になっている、請求項6に記載の射出成形機。
【請求項8】
前記部材の前記識別情報が未検出のとき、または前記部材同士の前記結合状態が未検出のとき、前記コントローラは前記射出成形機の稼働に制限をかけるようになっている、請求項1~7のいずれかの項に記載の射出成形機。
【請求項9】
前記部材の前記識別情報が未検出のとき、または前記部材同士の前記結合状態が未検出のとき、前記コントローラは付属するモニタに警告メッセージを出力するようになっている、請求項1~8のいずれかの項に記載の射出成形機。
【請求項10】
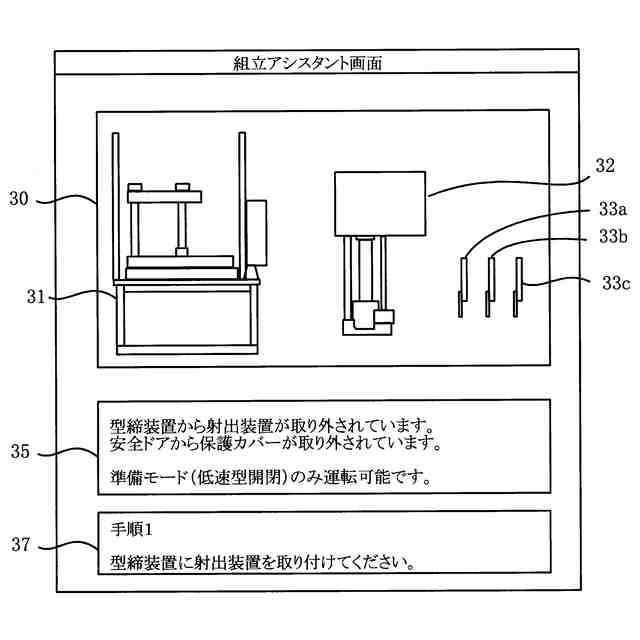
前記コントローラは組立アシスタント画面を備え、
前記組立アシスタント画面には前記部材に関する情報である部材情報が表示されるようになっている、請求項1~9のいずれかの項に記載の射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の部材に分割されて搬送され、搬送後にこれらが組み立てられるようになっている射出成形機に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
比較的サイズの大きい射出成形機は、搬送用のコンテナに収納することができない。あるいは収納できたとしても、搬送可能な重量の制限を超える場合がある。このような射出成形機は出荷の際に複数の部材に分割しコンテナに収納する。そして射出成形機を設置すべき工場に搬送し、搬送後にこれら複数の部材から射出成形機を組み立てるようにしている。特許文献1に記載されているような竪型射出成形機も、このような出荷時に分解されるようになっている。具体的には、型締装置の上部に射出装置が設けられているが、出荷時に射出装置を型締装置から取り外す。つまり分解する。そして搬送後にこれらが組み立てられるようになっている。
【0003】
射出成形機には型締装置の周囲に安全柵つまり安全ドアが設けられてオペレータの安全が確保されるようになっており、竪型射出成形機においても同様に型締装置の周囲に安全ドアが設けられている。ところで竪型射出成形機の場合、射出装置も型開閉のとき上下に駆動される。そして射出装置の一部は安全ドアより上部に突出している。従って、オペレータが安全ドアの上部から手を入れると、射出装置によって怪我をする可能性がある。そこで竪型射出成形機は、機種にもよるが安全ドアの上に保護カバーを設けてオペレータの手が射出装置に触れないようにしている。このような保護カバーは、出荷時に安全ドアから取り外され、搬送後に安全ドアに取り付けるようになっている。
【先行技術文献】
【特許文献】
【0004】
特開2020-006644号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
射出成形機を複数の部材に分割して搬送し、搬送後に組み立てるとき、必要な部材を取り付け忘れる場合がある。例えば竪型射出成形機の場合、保護カバーを安全ドアに取り付け忘れていても運転することはできる。しかしながらオペレータの安全は十分に確保されない。複数機種の竪型射出成形機が工場に搬送される場合、機種が異なる保護カバーを誤って安全ドアに取り付ける場合もある。このような場合も安全は保証されない。
【0006】
本開示において、搬送時等において分解し組み立てられるようになっている射出成形機について、正しい部材が確実に取り付けられるようになっている射出成形機を提供する。
【0007】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0008】
本開示は、金型を型締する型締装置と、射出材料を射出する射出装置と、コントローラと、を備え、複数の部材に分割されて搬送され組み立てられるようになっている射出成形機を対象とする。射出成形機に、部材が正しいか否かを識別する識別手段と、部材が結合しているか否かを検出する結合状態検出手段とを備えるようにする。コントローラに識別情報と結合状態とが入力されるようにする。
【発明の効果】
【0009】
本開示は、射出成形機において正しい部材が確実に取り付けられることが保証される。
【図面の簡単な説明】
【0010】
本実施の形態に係る竪型射出成形機の正面図である。
分割された状態の本実施の形態に係る竪型射出成形機を示す側面図である。
本実施の形態に係る組立アシスタント画面である。
本実施の形態に係る組立アシスタント画面のサブウィンドウである組立部材表示画面である。
本実施の形態に係る組立アシスタント画面である。
本実施の形態に係る組立アシスタント画面である。
本実施の形態に係る警告メッセージ画面である。
本実施の第2の形態に係る竪型射出成形機の正面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
積層基材の製造方法
5か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
AGC株式会社
車両窓用窓ガラス
7か月前
六浦工業株式会社
接着装置
3か月前
株式会社吉野工業所
計量キャップ
4か月前
株式会社不二越
射出成形機
6か月前
東レエンジニアリング株式会社
処理装置
6か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
東レ株式会社
リーフディスク型フィルター
4か月前
トヨタ自動車株式会社
真空成形装置
2日前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
株式会社城北精工所
押出成形用ダイ
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
4か月前
TOWA株式会社
樹脂成形装置
6か月前
UBEマシナリー株式会社
シミュレータ装置
4か月前
NISSHA株式会社
加飾成形品の製造方法
14日前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
三井化学株式会社
光学部材の製造方法
7か月前
株式会社イクスフロー
成形装置
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ


































